Изобретение относится к усовершенствованию способа соединения бесшовных радиаторных трубок некруглого сечения с основным,- пластинами радиатора при помощи упругих, например, резиновых, прокладок без применения пайки.
Недостаткам уже известных способов соединения трубок без пайки с помощью резиповых втулок является низкая прочность соединения и больщая трудоемкость процесса сборки радиатора, особенно при применении трубок некруглого сечения.
Предлагаемый способ соединения трубок с опорными пластинами радиатора свободен от этих недостатков и, обеспечивая высокую прочность и тряскоустойчивость соединения, допускает механизацию сборки при использовании трубок любого сечения. Способ этот заключается в использовании прокладки из пластичного материала, например, резины, зажимаемой между жесткой опорной пластиной, надетой на концы трубок до упора в торцы ребер, и тонкой опорной пластиной, снабженной расположенными у края отверстий углублениями. Деформированная при сборке радиатора прокладка заполняет зазоры между 1(онтактными поверхностями обеих пластин и трубок. Прокладка удерживается в сжатом положении благодаря развальцовке концов трубок при сборке.
В случае использования в качестве материала прокладки сырой резины собранная сердцевина радиатора подвергается нагреву с целью вулканизации.
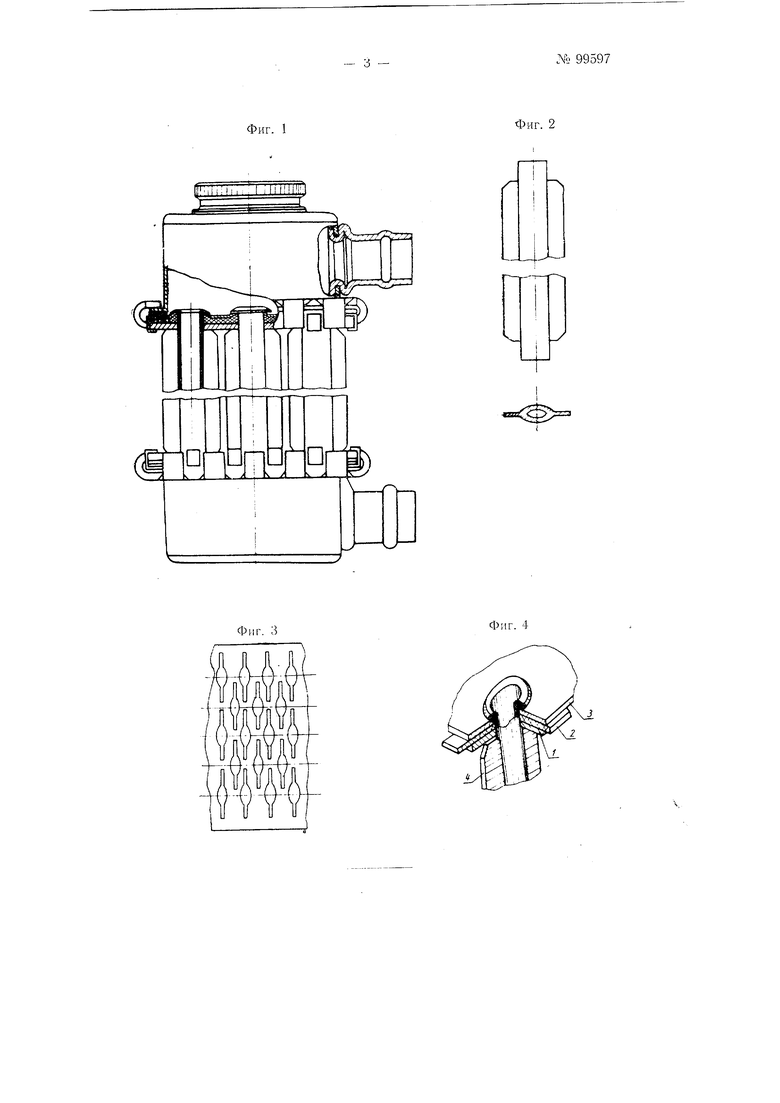
Примерное выполнение конструкции радиатора, согласно описываемому способу, изображено ца фиг. 1 - с частичным разрезом общего вида элемента радиатора в сборе; на фиг. 2 - радиаторная трубка, используемая в конструкции; на фиг. 3 - тонкая опорная пластина радиатора; на фиг. 4-элемент крепления радиаторной трубки в опорных пластинах радиатора, где / - жесткая опорная пластина, 2 - резиновая прокладка, 3 - тонкая опорная пластина, 4 - радиаторная трубка с ребрами охлаждения.
Предмет изобретения
1. Способ соединения трубок сердцевины с опорными пластинами радиатора, отличающийся тем
что, с целью создания прочного и герметичного соединения без применен 1я пайки, между оиорными пластинами зажимается путем опоры пластины на ребра трубок и последующей развальцовки их резиновая или из другого пластичного материала прокладка.
2. Способ соединения трубок сердцевины с опорными пластинами радиатора по п. 1, от л и ч а ю щ и йс я тем, что для увеличения прочности и тряскоустойчивости соединения сердцевина радиатора послг сборки подвергается нагреву для осуществления процесса в лканизации прокладки, которая в этом случае изготовляется из сырой резины.
Фиг. 1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| РАДИАТОР АВТОМОБИЛЯ | 1993 |
|
RU2054612C1 |
| Радиатор для двигателей внутреннего сгорания | 1955 |
|
SU104753A1 |
| СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ | 2004 |
|
RU2305615C2 |
| Трубчатый радиатор | 1955 |
|
SU104754A1 |
| СПССОБ СОЕДИНЕНИЯ БАЧКОВ С ОПОРНЫМИ ПЛАСТИНАМИ СЕРДЦЕВИНЫ РАДИАТОРОВ | 1955 |
|
SU109420A1 |
| Трубчатый радиатор для автотракторных двигателей | 1940 |
|
SU64236A1 |
| РАДИАТОР СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2576728C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПАЯНЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ РАДИАТОРОВ И ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2238531C1 |
| ЗАГОТОВКА РАДИАТОРНОЙ СЕКЦИИ ТРУБЧАТО-ПЛАСТИНЧАТОГО РАДИАТОРА, РАДИАТОРНЫЙ БЛОК, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОЙ ЗАГОТОВКИ, И РАДИАТОР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО БЛОКА | 2012 |
|
RU2536037C2 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
v.