1 .
Изобретение относится к обработке металлов давлением и может быть использовано при получении уто/вцений на тонкбстенных трубах.
Известен штамп для получения утолщений на заготовках, содержащий матрицу, связанную с источником высокого давления, и подвешенный упор l.
Недостатком известного штампа является то, что формоизменяемые участки ограничены по длине.
Цель изобретения - увеличение длины формоизменяемых участков при получении утолщений на трубах.
Поставленная цель..достигается что штамп для получения утолщений на заготовках, содержащий матрицу, связанную с источником высокого давления, и подвижный упор, снабжен вставкой, установленной внутри заготовки, 20 размещенной в матрице, имеющей возможность перемещения вдоль вставки и вращения вокруг продольной оси, при этом внутренняя поЛость матрицы выполнена с последовательно расположенными направляющим, деформирующим и калибрующим участками, причем направляющий и калибрующий участки имеют цилиндрическую форму, на деформирующем участке выполнена винтовая канавка переменной глубины, уменьшающаяся в сторону калибрующего участка, а во вставке выполнены каналы для подвода жидкости высокого давления в полость трубы на участках, примыкающих к винтовой канавке деформирующего участка матрицы.
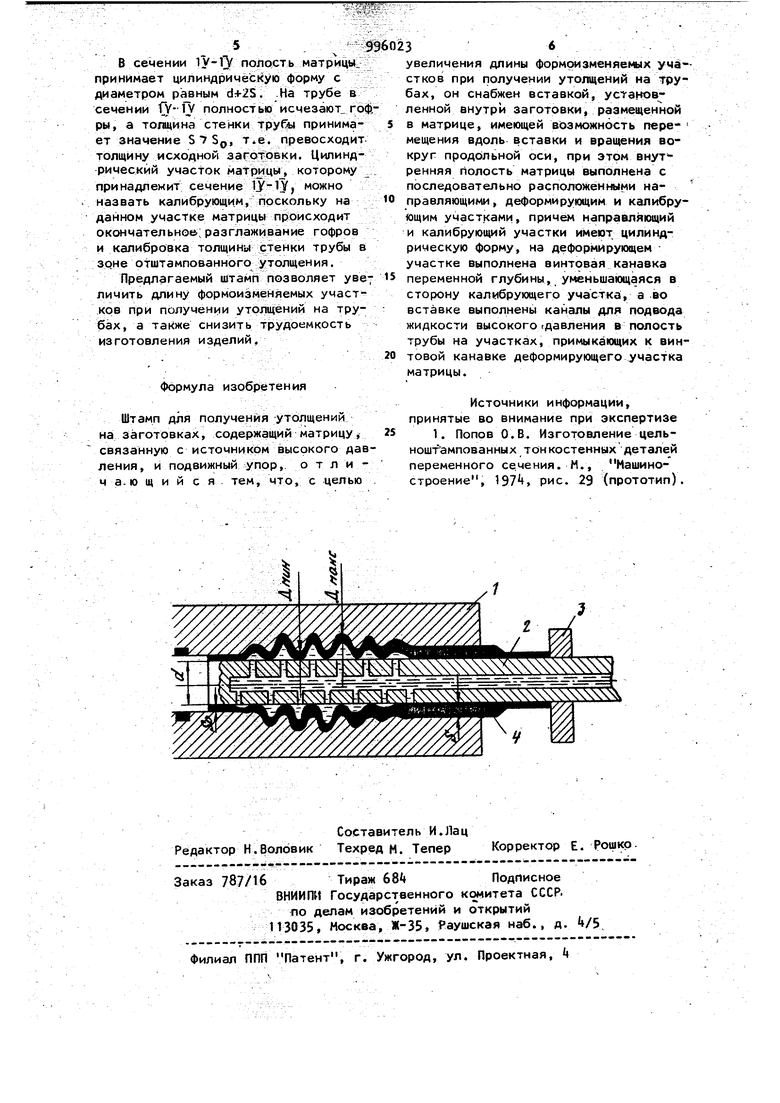
На чертеже приведен предлагаемый штамп, разрез.
Штамп содержит матрицу 1 с системой уплотнений, внутренняя поЛость которой выполнена состоящей из трех последовательно расположенных участков: направляющего, деформирующего, калибрующего. Направляющий и калибру ющий участки имеют цилиндрическую форму, а на внутренней полости деформирующего участка матрицы выполнена 3 винтовая канавка переменной глубины Внутри матрицы расположена подвижная вставка 2, связанная с источником вы сокого давления жидкости, на вставку 2 устанавливается заготовка 3. В кон такте с подвижной вставкой 2 находит ся подвижной упор 4. Штамп работает следующим образом Заготовка трубы устанавливается на подвижную вставку 2 и вместе с ней подается в полость матрицы 1. Через каналы в подвижной вставке 2 в полость заготовки подается жидкост под давлением, достаточным для раздачи трубной заготовки. Одновременно с подачей давления жидкости труба сжимается в осевом направлении подвижным упором k, чем компенсиру.ется утонение стенки трубы и облегча ется процесс ее деформирования. В ре зультате раздачи на трубе по внутрен ней полости матрицы образуется винтовой гофр. По окончании формовки гофров производят свинчивание матриц С деформированной трубы, при этом матрица перемещается в направлении от калибрующего участка к Направляющему. Вследствие того, что глубина винтовой канавки уменьшается в направлении к калибрующему участку, происходит уменьшение высоты гофра при постоянной его ширине. В результате осадки гофра происходит увели. чение толщины стенки. Потеря устойчивости стенки трубы и образование складок предотвращается постоянным поджатием трубы к поверхности внутренней полости матрицы давлением жидкости. Полость матрицы 1 имеет сложную геометрию. В данном случае, наименьший диаметр полости матрицы, измеряемый на участках между витками , и наибольший диаметр, измеряемый по вершинам винтовой канавки Dyv, в некотором поперечном сечении матрицы (например, J-I, . Ij-Ql, IV-iy), d - внутренний диаметр исходной трубы, равный диаметру подвижной вставки 2; 5 - толщина стенки исходной трубы, S - толщина трубы на участке, где получено утолщение. В сечении Т-Т винтовая канавка на поверхности вн тренней полости ма рицы отсутствует, полость матрицы цм ет цилиндрическую форму т1и 1ау. 3 В данном сечени штампа деформирования трубы не происходит. Рассматриваемый цилидрический уча-;ток полости матрицы является направляющим, по Скольку он служит для направления взаимного перемещения матрицы и трубы в процессе деформирования. На участке Между сечениями 1-1 и IJ-1J глубина винтовой канавки возрастает, т.е. возрастает, D . при ° vniH--4 2So . остается постоянным. Участок матрицы между сечениями 1-1 и предназначен для плавного перехода от гофрированной части трубы к негофрированной. На участке между сечением и сечением l|i-l l происходит уменьшение глубины винтовой канавки (уменьшение ), при этом полость матрицы на ) JJ, при этом полость матрицы участках между витками канавки увеличивается в диаметре (возрастает . Шаг винта (аналог длины хорды, изображенной на фиг. 1) остается постоянным. На участке штампа между сечениями IJ-IJ и происходит уменьшение высоты гофра при постоянной его ширине вследствие перемещения каждого поперечного сечения гофра отформованного на стенке трубы по винтовой канавке, выполненной на внутренней полости матрицы, глубина которой уменьшается. Указанное перемещение происходит в результате взаимного перемещения трубы и матрицы (свинчивания матрицы). Свинчивание матрицы с деформированной трубчатой заготовки производится так, чтобы она перемещалась в осевом направлении в сторону увеличения диаметра винтовой канавки. При этом имеется ввиду увеличение глубины винтовой канавки (увеличение D) именно на участке IJ-IJ - 1И-|1, т.е. на участке штампа, где производится деформирование трубы с целью утолщения ее стенки. На участке между сечениями Ш-|Т| и глубина винтовой канавки уменьшается до нуля, т.е. размеры полости матрицы принимают значение: niin Khcix cb2c,. Участок полости матрицы на котором выполнена винтовая канавка,можо назвать деформирующим, поскольку менно на этом участке происходит ормоизменение заготовки. в сечении полость матрицы, принимает цилиндрическую форму с диаметром равным d:i-2S. .На трубе в сечении Гу-Гу полностью исчезают гофры, а толщина стенки трубы принимает значение 575р, т.е. превосходит толщину исходной заготовки. Цилиндрический y4actoK матрицы, которому принадлемит сечение IJllj можно назвать калибрующим, поскольку на данном участке матрицы происходит окончательное;разглаживание гофров и калибровка толщина стенки трубы в зрне отштампованного утолщения. Предлагаемый штамп позволяет увеу
личить длину формоизменяемых участ ков при получении утолцений на трубах, а также снизить трудоемкость изготовления изделий.
Формула изобретения
Штамп для получения утолщений на заготовках, содержащий матрицу, связанную с источником высокого давления, и подвижный упор, о т л и ч а.ю щ и и с я тем, что, с целью 9960 5 0
сторону калибрующего участка, а во вставке выполнены каналы для подвода
жидкости высокого давления в полость
трубы на участках, примыкающих к винтовой канавке деформирующего участка
матрицы.
Источники информации, принятые во внимание при экспертизе 1. Попов О.В. Изготовление цельноштампованных тонкостенных деталей переменного сечения. М., Машиностроение, 197, рис. 29 (прототип). 3 увеличения длины формойзменяемых участков при получении утолщений на трубах, он снабжен вставкой, установленной внутри заготовки, размещенТюй в матрице, имеющей возможность перемещения вдоль вставки и вращения вокруг продольной оси, при этом внутренняя полость матрицы выполнена с последовательно расположенными направляющими, деформирующим и калибрующим участками, причем направляющий и калибрующий участки имеют цилиндрическую форму, на деформирующей участке выполнена винтовая канавка переменной глубины, уменьшающаяся в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления деталей типаСТАКАНОВ | 1978 |
|
SU795696A2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
/
