Изобретение относится к литейному производству и предназначено преимущественно для изготовления пенополистироловых моделей в металлических . прессформах, а также на предприятиях других отраслей промышленности, где используется пенополистирол ( в радио промышленности, при15оростроении и пр выпускающих упаковочную тару, предметы народного потребления, детские игрушки и др. . Известны автоклавы для получения пеномоделей, в которых водяной пар под давлением 1,3-1,7 кгс/см обогре вает охватом со всех сторон прессформы с подвспененным полистиролом в течение времени, необходимого для , спекания пенополистирола в однорбд-. ную модельпую массу 1 J и 2j. Однако модели, получаемые в автоклавах, не всегда отличаются четкостью контура, высоким качеством по верхности, имеют неодинаковую по сечению модели плотность, особенно в моделях с резкой разностенностью из-за затрудненного теплообмена между паром и нетеплопроводным пенополистиролом через непроницаемую металлическую стенку пресс-формы. Известно устройство, содержащее npeQc-форму с паровой рубашкой для подачи пара под давлением 2,0-2,3 кгс/см в пресс-форму сквозь вмонтированные в ее стенки венты. Расширяющиеся под действием тепла пара гранулы пенополистирола перекрывают отверстия в вентах и процесс вспенивания прекращается автоматически. Модели, полученные с помощью такого устройства, имеют высокое качество поверхности, процесс в несколько раз производительнее автоклавногоГЗ. Однако применение такого устройства ограничено из-за сложной конструкции устройства: для каждой пресс-формы необходима своя паровая « рубашка, не во всех частях пресс-формы можно вмонтировать венты, поэтому отдельные части сложной по конфигурации модели являются недооформленными нарушение четкости KOHTypaJ.
Кроме того, на моделях место остаются четко выраженные следы от вент что отражается на качестве поверхности отливок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для получения пенополистироловых моделей методом теплового удара, содержащее пресс-форму паровую камеру и патрубки для подвода пара tt J.
Цель изобретения - повышение качества поверхности модели.
Поставленная цель достигается тем, что в устройстве для получения пенополистироловых моделер методом теплового удара, содержащее прессформу, паровую камеру и патрубки для подвода пара, стенки пресс-формы выполнены из спеченного металлического порошка, а паровыпускные отверстия расположены в днище паровой камеры под пресс-формой.
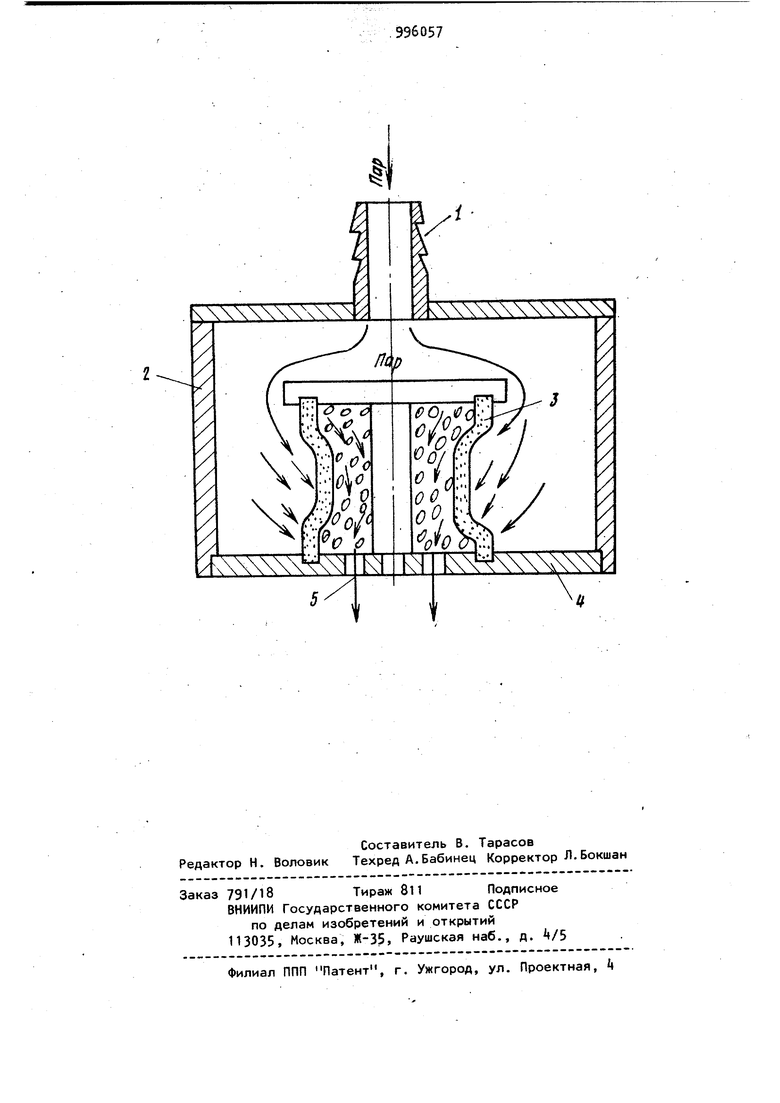
На чертеже показано предлагаемое устройство.
Устройство содержит паропроводящий патрубок 1, паровую камеру 2, выполненную из нержавеющей стали. К днищу камеры монтируется сменная пресс-форма 3, стенки которой выполнены из спеченного металлического порошка. В днище Ц камеры 2 выполнены отверстия 5.
Устройство работает следующим образом.Пар под давлением 1, кгс/см подается из цеховой магистрали в пароподводящий патрубок 1, из которого попадает в паровую камеру 2. Из паровой камеры 2 пар свободно проходит через пористые стенки прессформы 3, отдавая свое тепло гранулам пенополистирола и нагревая их во все объеме пресс-формы 3- По мере расширения гранул пенополистирол перекрывает мелкие ситовидные отверстия в материале пресс-формы 3 Прекращение
выхода пара и конденсата из отверстий 5 днища Ц указывает на окончание процесса формования модели. После этого пресс-форму 3 извлекают из
камеры 2, охлаждают в холодной проточной воде и процесс повторяют снова .
Предлагаемое устройство позволяет получать пеномодели с практически
однородной плотностью, высокой четкостью конфигурации и чистотой поверхности. Устройство отличается универсальностью благодаря возможности получать любые модели, независиМО от их сложности при сохранении высокой четкости контура и чистоты поверхности. За счет скоротечности режима процесс высокопроизводителен, легко поддается механизации и автоматизации при существенном снижении затрат на технологическое оборудование.
Формула изобретения
Устройство для получения пенополистироловых моделей методом теплового удара, содержащее пресс-форму, паровую камеру и патрубки для подвода пара, отличающеес я тем, что, с целью повышения качества поверхности модели за счет быстрого проникновения и охвата всей пресс-формы паром, стенки пресс-формы выполненны из спеченного металлического порошка, а паровыпускные отверстия расположены в днище паровой камеры под пресс-формой.
Источники информации,
принятые во внимание При экспертизе
1.Авторское свидетельство СССР № 759203, кл. В 22 С 7/02, 1978.
2.Авторское свидетельство СССР № , кл. В 22 С 7/02, 1978.
3. Литье по газифицируемым моделям. Инженерная монография. М., Машиностроение, 1976, с. 5+ и б2.
, k. Авторское свидетельство СССР № 527242, кл. В 22 С 7/02, 1975
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| Многоместная пресс-форма для изготовления тонкостенных сложнопрофильных газифицируемых пеномоделей | 1990 |
|
SU1764767A1 |
| Устройство для заполнения форм зернистым материалом | 1978 |
|
SU667406A1 |
| Способ изготовления моделей из пе-НОпОлиСТиРОлА | 1978 |
|
SU814551A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Устройство для изготовления газифицируемых моделей | 1985 |
|
SU1359053A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СУХОГО ВСПУЧИВАНИЯ ГРАНУЛ ПОЛИСТИРОЛА | 2010 |
|
RU2444437C1 |
| Способ изготовления пенополистироловых моделей | 1975 |
|
SU527242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ДЛЯ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ И ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2700434C2 |