Изобретение относится к технологии формообразования.фасонных профилей и осесимметричных асферических поверхнсотей с уравнением произвольного вида, например, к технологии оптического приборостроения - для изготовления оптических деталей с асферическими поверхностями.
Известны устройства для копирной обработки асферических поверхностей с копирным механизмом, включающим копир, контактный элемент, рычажношарнирную систему передачи, на выходном звене которой размещен инструмент tl.
Использование известных устройств при обработке асферических поверхностей значительной кривизны приводят к существенным переменным нагрузкам на привод копирного механизма, что вызывает повышенный и неравномерный износ рабочих поверхностей копирного механизма, ведущий к появлению соответствующей ошибки профиля на формообразуемой асферической поверхности. Это приводит к снижению точности устройства.
Цель изобретения - повышение точ ности обработки поверхностей значительной кривизны.
С этой целью в описываемое устройство введен подвес в виде скрещенных цилиндрических шарниров, в котором установлено выходное звено системыпередачи копирного механизма, поичем профиль копира выполнен с крутизной, удовлетворяющей условию:
10
(rot4r(,-).
где /j
крутизна профиля копира;,
15 Чо угол трения покоя;
Р .
сила тяги, направленная по касательной к прямой профиля копира ,20
F - сила прижима контактного элемента к копиру.
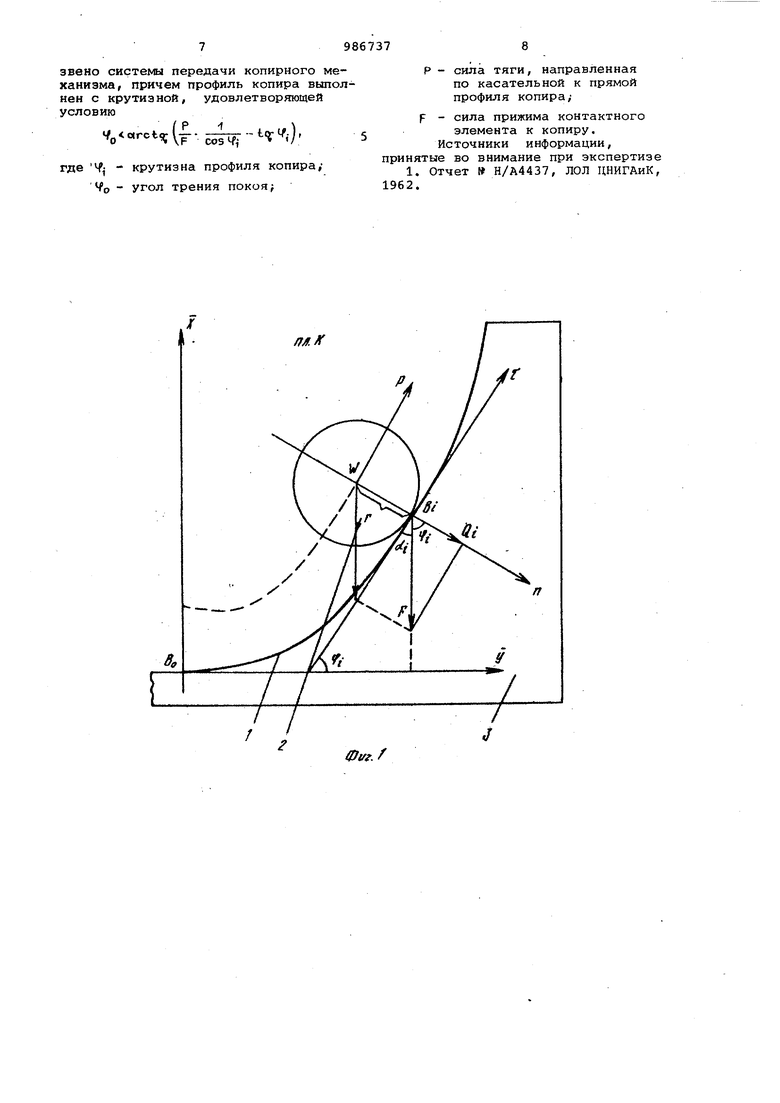
На фиг. 1 представлена принципиальная схема контакта пари роликовый контактный элемент - копир/
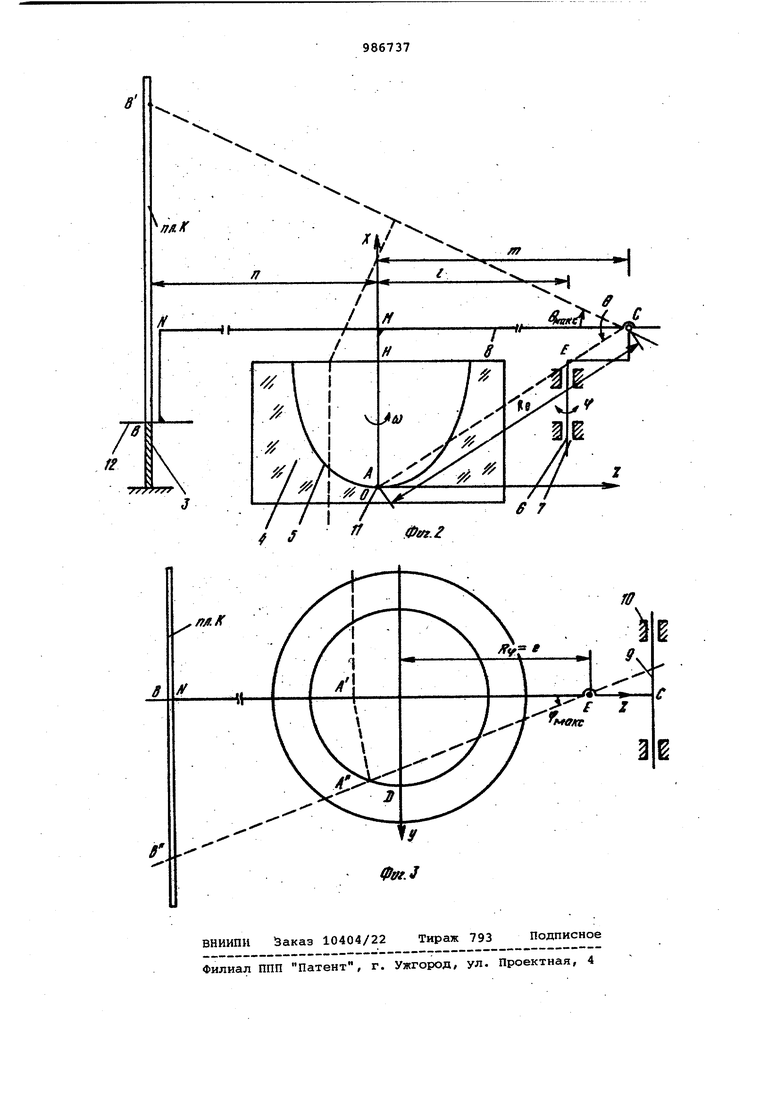
25 на фиг. 2 - кинематическая схема конкретного варианта устройства фронтальный вид; на фиг. 3 - то же,. вид в плане.
На фиг. 1 видно, что плоскость
30 проходит через рабочую кромку 1 контакта элемента с копиром. В этой плоскости расположена система координат X, у с центром в точке Ь начальной точке контакта скользящег по копиру роликового контактного элемента 2 с .рабочей кромкой 1 копи ра 3. К центру W контактного элемен та 2 приложены сила тяги Р , направ ленная по касательной t по ходу воз вратно-криволинейного движения от точки краю копира и обратно, и сила прижима F контактного элемен та 2 к кромке 1. Крутизна Ч,- опреде ляется как дополнительный угол к лу di, причем tg ot,- (УХ )в . Так как уравнение плоской кромки 1 копи ра 3 неизвестно и координаты yg и X р. определяются как функции коор динаты х- точки обрабатываемой асфе рической поверхности с любым сколь угодно малым шагом х, то можно определить tg ci; с достаточной точностью следующим образом: 4,-(ll)B,. где dyg. лу(х. ;), лх(х4 )-приращения координат про филя копира в окрес ности точки Вт. При Движении контактного элемента 2 вверх должно выполняться уеловие;Р 7/ F Sin f + , гдеР-згпЧ,- - сила скатывания; F p-Gl-f p - сила трения скольжения, так как принимаем, что контактный элемент 2 неподвижно соединен с ось проходящей через точку W . Рассмотрим далее, например, равномерное скольжение, которое выполняется при знаке в формуле (1 ) P F-Sin4.Q. Q F-co54,- , где Q - сила контактного давления. В таком случае . P-F-51-nCf. р ГР F-CosMi F где Что угол трения. Контактный элемент 2 может двигаться вверх по копирной кромке без остановки только в том случае, ecли.)fQ, где % - угол трения покоя, т.е. если обеспечивается движение вне угла или конуса трения. o,,,()) При обработке асферической поверхности значительной крутизны (% макс 0 краю поверхности) профиль не может быть подобным профилю изделия для соблюдения условия равномерного скольжения.и, тем более, для осуиествления движения с ускорением положительного знака. Усилие . прижима полагается постоянным по величине и направлению и эквивалентно весу той части устройства, которая подвешивается в сферическом шарнире. Такое усилие прижима соответствует простому конструктивному решению устройства.Принятие равным его по величине и направленным по нормали к асферическому профилю рабочей кромки копира контактного давления Q существенно усложнило бы конструкцию узла привода движения контактного элемента по копиру, поэтому изготовление профиля копира более пологим, соответствующим условию (2), является предпочтительным решением, особенно на стадии заготовительной операции и при предварительном шлифовании. Итак, принцип масштабного воспроизведения заданной траектории жолжен дополняться принципом преобразования данной траектории по одной и более координатам, причем вид. вводимой для этого системы координат определяется типом копирного механизма. Рассмотрим, например, формообразование глубокой асферической поверхности высшего порядка, симметричной относительно оси вращения ОХ и заданной следующим уравнением в меридиональном сечении Z О (вводим ортогональную систему координат х, у, Z, начало которой - точка О - находится в вершине а.сферической поверхности) : (х) п , . где Р(х)111а.--х - полином п-ногопоJ- рядка. Координатная ось ОХ совпадает с осью вращения (осью симметрии) детали 4 с асферической поверхностью 5 формообразуемой в процессе обработки. Ось б цилиндрического шарнира 7, посредством которого осуществляется разворот рычага 8 в плоскости, параллельной плоскости YOZ, расположена между осью 9 цилиндрического шарнира 10, осуществляющего разворот рычага 8 в плоскости, параллельной оси ОХ , и осью ОХ. Точечный инструмент 11 и линейный контактный элемент 12 образуют точк контакта инструмент - обрабатываемая поверхность и контактный элемент - копир то есть А и & сопряженные через рычажно-шарнирный механизм типа кривошипно-шатунного. Конструктивно инструмент 11 и линейный контактный элемент 12 жестко связаны с рычагом 8. Плечие , т п + т, п + е рычага .8 определяют масштаб построения профиля рабочей кромки 1 копира 3 по двум координатным осям, параллельным осям OY и ох Крутизна рабочей кромки 1 определяет ся относительно оси OY . Максимальная крутизна Ч.щс профиля рабочей кромки .1 копира 3 пропорциональна отношению отрезков ВБ/БВ , которое связано с конструктивными параметрами данного варианта устройства и габаритами формообразуемой асферической поверхности 5 следующей зависимостью : ВВ M(n-t-m} в АН je titm ВВ m OB(n+e)oD m Цилиндрические координаты 0 , R 0 и Ч , Кц, совместно с координатами осей 6 и 9 в системе координат X, у, Z Ьпределяют кривую асферического профиля рабочей кромки 1 копира 3. Устройство работает следующим образом. Деталь 4 с формообразуемой асферической поверхностью 5 вращается вокруг оси, совпаданяцей с координатной осью ОХ, с угловой скоростью W . Рабочее движение системы передачи копирного механизма производит ся посредством двух разворотов рыча га 8 в подвесе, состоящем из двуХ, скрещенных цилиндрических шарниров 7 и 10 в плоскости, параллельной оси Ох на угол 0 , и в плоскости, параллельной плоскости YOZ , на угол , осуществляемых с разными махзштабами копирЬвания « при е: m величина е -выбирается согласно условию (7) При этом инструмент 11 производит съем материала детсши 4, контактируя с формооб разуемой асферической поверхностью 5 под действием вертикально направлен ной нагрузки - веса всего верхнего звена устройства - до тех пор, пока контактный элемент 12 не войдет в контакт с рабочей кромкой 1 копира по всей эоне расчетного контактирования. Таким образом, производятся разгрузки зоны обработки и прекра щение съема материала детали 4 и од новременная нагрузка в зоне точки контакта 6 , но контактный элемент 12 движется по рабочей кромке копир без рывков и-заеданий ввиду более, полного ее профиля, чем профиль сечения асферической поверхности 5. После завершения данного цикла обработки производятся контроль формы поверхности 5, новая настройка копира 3 в узле 11 координатных подвижек и повторный цикл обработки, вплоть до получения асферической поверхности 5 с требуемой точность1С Съем материала может производиться путем точения - инструмент точечный, резец,- или путем шлифования инструмент дисковый, с приводом вра-щения его вокруг оси. Контактный эл мент также может выполняться в нескольких вариантах: линейный, роликовый, сферический со сложным боковым рабочим профилем. Для уменьшения люфтов и мертвых ходов при возвратно-криволиней ом движении выходного звена системы передачи копирного механизма от центра детали к ее краю и обратно направляющие вращательного движения рычага 8 в его подвесе мо- ; гут быть выполнены на упругих элемецтах, работающих на внутреннем трении т.е. цилиндрические шарниры 7 и 10 могут быть заменены крестообразными пружинными шарнирами, обеспечивающими рабочий ход в пределах 0-10. Предлагаемое устройство обладает простой кинематической схемой и обеспечивает повышение точности формо-. образования асферических поверхностей значительной крутизны (30-90) до 10 мкм на заготовительной операции и при предварительном шлифовании, а также может быть использовано на доводочныз5, операциях (окончательное шлифование и полирование) при введении коррекционных узлов и элементов в кинематическую схему устройства. Это делает возможным изготовление топографических аэрофотообъективов и объективов для фотокинотехники с повыиенным качеством изображения, а также механических деталей сложного профиля в области точного приборо-, станко- и машиностроения . Формула изобретения Устройство для копирной обработки асферических поверхностей с копирным механизмом, включающим копир, контактный элемент, рычажно-шарнирную систему передачи, на выходном звене которой размещен инструмент, отличающееся тем, что, с целью повьшения точности обработки поверхностей значительной кривиз- ны, в устройство введен подвес в виде скрещенных цилиндрических шарниров, в котором установлено выходное
звено системы передачи копирного механизма, причем профиль копира вьтолнен с крутизной, удовлетворяющей условию
o «-чif -Ч ,)
где - крутизна профиля копира/ о угол трения покоя;
Р - сила тяги, направленная по касательной к прямой профиля копира,F - сила прижима контактного
элемента к копиру. Источники информации, принятые во внимание при экспертизе 1. Отчет Н/А4437, ЛОЛ ДНИГАиК, 1962.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки асферических поверхностей | 1981 |
|
SU1028480A1 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |
| Устройство для копировальной обработки асферических поверхностей | 1973 |
|
SU515630A1 |
| Датчик высотного положения рабочего органа землеройной машины (его варианты) | 1984 |
|
SU1208151A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Способ обработки оптических деталей с асферическими поверхностями | 1976 |
|
SU650789A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Устройство для ленточного шлифо-ВАНия пЕРЕСЕКАющиХСя пОВЕРХНОСТЕй | 1979 |
|
SU844239A1 |
| Способ шлифования | 1979 |
|
SU854689A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |