Изобретение относится к прокатному производству, а именно к производству катанки и сортового проката на проволочных и сортовых станах, и может быть использовано для ускоренного охлаждения проката непосредственно в линии стана.
Цель изобретения - повышение эффективности охлаждения путем увеличения теп- лосъема в рабочей камере.
На чертеже схематически изображено устройство, продольный разрез.
Устройство содержит проводку 1 и рабочую камеру 2, снабженную патрубком 3 для подвода охладителя и перфорированным щелевым цилиндрическим насадком 4 для его отвода, который коаксиально установлен по длине в цилиндрическом (трубчатом) отражателе 5 с образованием кольцевого канала 6, снабженного отводящим патрубком 7. Наружная поверхность выходной части проводки 1 выполнена конической и образует с входным коническим участком рабочей каме- ры 2 сужающееся кольцевое сопло 8. Перфорированный насадок 4 выполнен в виде полого цилиндра с наличием в стенке продольных щелей в виде сквозных пазов 9 прямоугольного сечения. Отношение внутреннего диаметра отражателя 5 к наружному диаметру насадки 4 должно составлять 1,5- 2,1. Разгрузочный торец насадка снабжен отсекающей форсункой 10.
Устройство работает следующий образом.
Горячий прокат после выхода из последней клети стана поступает через проводку 1 в рабочую камеру 2, куда через подводящий патрубок 3 подают под давлением охлаждающую воду. В полости рабочей камеры 2 происходит непосредственный контакт холодной жидкости с нагретой поверхностью oбpaбaтывae .ol о проката, в результате чего осуществ.: иотся отбор тепла с горячего металла, отработавшая вода поступает в перфорированный насадок 4, откуда истекает через сквозные пазы 9 в кольцевой канал 6 и выводится через отводящий патрубок 7.
Теплопередача в рабочей камере 2 осуществляется путем . создания на поверхности горячего металла тонкого слоя паровых пузырьков, образующихся в результате протекания испарительного процесса, взаимодействующих с жидкостным холодным потоком. При заданных исходных параметрах вводимого охладителя эффективность теплопередачи определяется в основном активным протеканием массообменных процессов между пограничным слоем с остальной жидкостью, непосредственно не контактирующей с поверхностью охлаждения.
Установка перфорированного насадка 4
по всей длине в цилиндрическом отража- 55 паровых струек, дроблению пузырьков, повытеле 5 приводит в процессе работы к истечению отработавшей водь из насадка в ограниченное пространство кольцевого кашению степени конденсации, т.е. режим теп- лосъема характеризуется максимальной скоростью охлаждения.
0
5
0
5
0
0
нала 6, в котором все продольные щели 9 равноудалены от цилиндрической стенки отражателя 5. Это создает при истечении струи равномерный подпор по длине насадка за счет их соударения и отражающего взаимодействия с внутренней поверхностью отражателя. В результате паровые пузырьки, оторвавщись в зоне отвода охладителя (в полости насадка) от поверхности металла, равномерно распределяются в радиальном направлении по длине насадка и обладают низкой степенью расширения, что способствует равномерному газонасыщению в полости насадка и снижению гидравлического сопротивления на пути ввода в него жидкостного потока из рабочей ка.меры.
Линейная скорость последнего возрастает, что повышает эффективность взаимодействия слоев путем увеличения межфазной поверхности и снижения термического сопротивления охладителя.
Снабжение перфорированного насадка 4 цилиндрическим отражателем 5 с отношением его внутреннего диаметра к наружному диаметру насадка 1,5-2,1 способствует оптимальному ведению режима охлаждения катанки и сортового проката в охлаждающих устройствах данного типа на действующих проволочных и сортовых станах с невысокими энергетическими параметрами охладителя. При о июшении менее нижнего предела, например 1,4, в проведенных экспериментах наблюдается скачок падения скорости охлаждения за счет существенного роста гидравлического сопротивления и исходного давления при равных скоростях охладителя.
При отношении выше верхнего предела, например 2,2, визуальные наблюдения на прозрачной модели показывают разрушение пузырьков в пристенной области насадка 4 и прорыв газовых струек в кольцевой канал 6, при этом происходит снижение линейной скорости охладителя в рабочей камере 2 и скачкообразное падение скорости охлаждения за счет активизации радиального лвижения паровых «пузырьков, роста их вл :имоденствия. В итоге наблюдается тормо- ;-1, жидкостного потока в рабочей ка- ме;)е.
При отношении, равном 1,5 и 2,1, скорость охлаждения возрастает на 30-35% за счет изменения гидродинамики пузырькового процесса.
При отношении, разом 2,1, скорость достигает своего наибольшего значения, за счет оптимального размещения поверхности отражателя 5 относительно продольных щелей 9 перфорированного насадка 4, приводящего в процессе работы к разрушению
шению степени конденсации, т.е. режим теп- лосъема характеризуется максимальной скоростью охлаждения.
Таким образом, изобретение характеризуется скачкообразным увеличением тепло- съема в рабочей камере при неизменных параметрах охладителя в процессе ускоренного охлаждения катанки и сортового проката на проволочных и сортовых станах.
Формула изобретения Устройство для охлаждения движущегося проката, содержащее проводку, рабочую камеру с патрубком для подвода охладителя и перфорированный щелевой цилиндрический насадок для его отвода, ог- личающееся тем, что, с целью повышения эффективности охлаждения, путем увеличения теплосъема в рабочей камере, устройство снабжено цилиндрическим отражателем.
Применение изобретения позволит снизить энергозатраты на ускоренное охлаждение катанки и сортового проката примерно на 25% за счет интенсификации теп- 10 охватывающим перфорированный насадок и
лообменных процессов. При этом расходустановленным соосно с ним, при этом
охлаждающей воды на каждое устройствоотношение диаметра отражателя к диаметспизится на 8-10 .ру перфорированного насадка равно 1,5-2,1.
Формула изобретения Устройство для охлаждения движущегося проката, содержащее проводку, рабочую камеру с патрубком для подвода охладителя и перфорированный щелевой цилиндрический насадок для его отвода, ог- личающееся тем, что, с целью повышения эффективности охлаждения, путем увеличения теплосъема в рабочей камере, устройство снабжено цилиндрическим отражателем.
охватывающим перфорированный насадок и
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для поверхностной обработки движущегося проката | 1981 |
|
SU996467A1 |
| Устройство для охлаждения движущегося проката | 1981 |
|
SU1013496A1 |
| Устройство для охлаждения движущегося проката | 1991 |
|
SU1788918A3 |
| Устройство для газожидкостной обработки проката | 1983 |
|
SU1106562A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| Способ поверхностной обработки движущегося проката охлаждающей средой | 1986 |
|
SU1398943A1 |
| Устройство для поверхностной обработки проката | 1987 |
|
SU1519810A1 |
| Устройство для охлаждения проката | 1989 |
|
SU1759902A1 |
Изобретение относится к прокатному производству, а именно к производству катанки и сортового проката на проволочных и сортовых станах и может быть использовано для ускоренного охлаждения проката непосредственно в линии стана. Цель изобретения - повышение эффективности охлаждения путем увеличения теплосъема в рабочей камере. Горячий прокат через проводку 1 поступает в рабочую камеру 2, куда через патрубок 3 подают охлаждающую воду. Отработавшая вода поступает в перфорированный насадок 4, откуда истекает через сквозные пазы 9 в кольцевой канал 6 и выводится через отводящий патрубок 7. Установка насадка 4 в цилиндрическом отражателе 5 приводит к истечению отработавшей воды из насадка 4 в кольцевой канал 6, что создает равномерный подпор по длине насадка. В результате паровые пузырьки, оторвавшись в зоне отвода охладителя от поверхности металла, равномерно распределяются в радиальном направлении и имеют низкую степень расширения, что способ- ствует равномерному газонасыщению в полости насадка и снижению гидравлического сопротивления на пути ввода в него потока жидкости из рабочей камеры. 1 ил. (Л ю се о ®5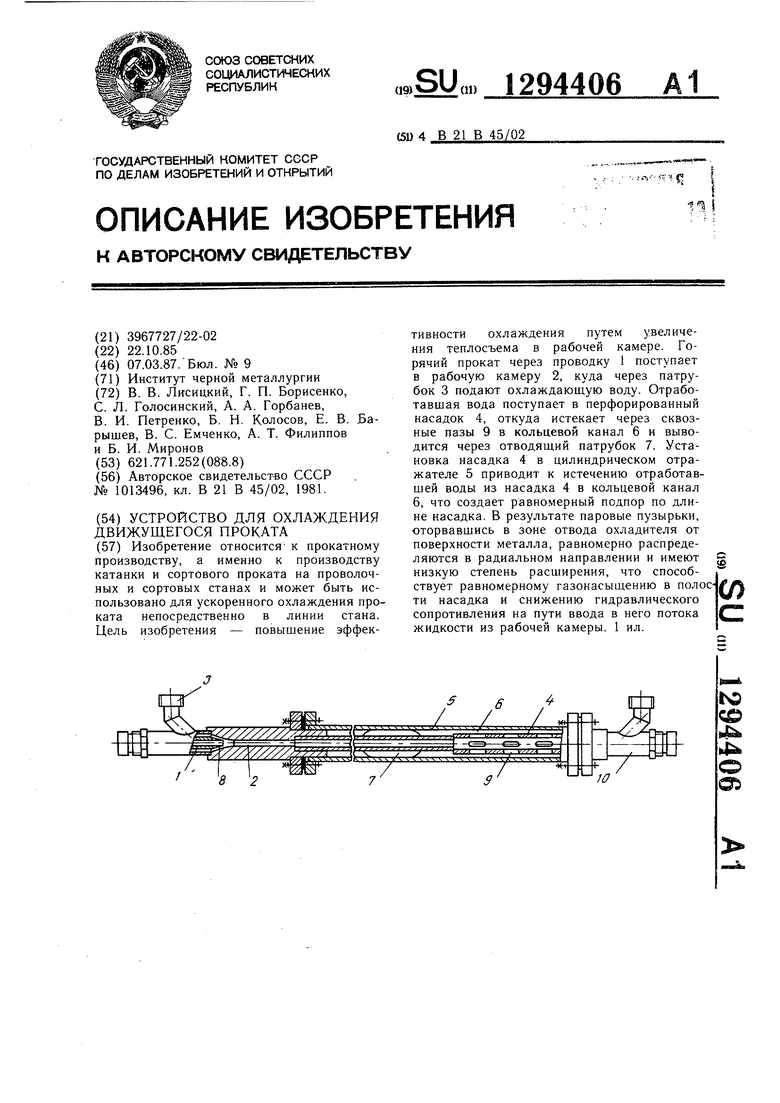
| Устройство для охлаждения движущегося проката | 1981 |
|
SU1013496A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
