-Ч f
taak СП
СО
00
Ипобретение относится к прокатному производству, а именно к производству катанки и сортового проката, и может быть использовано для ускоренного охлаждения металла и нанесения на его поверхность различных защитных покрытий.
Цель изобретения - предотвраи;ение застревания переднего конца проката при входе в рабочую камеру и увеличение выхода годного.
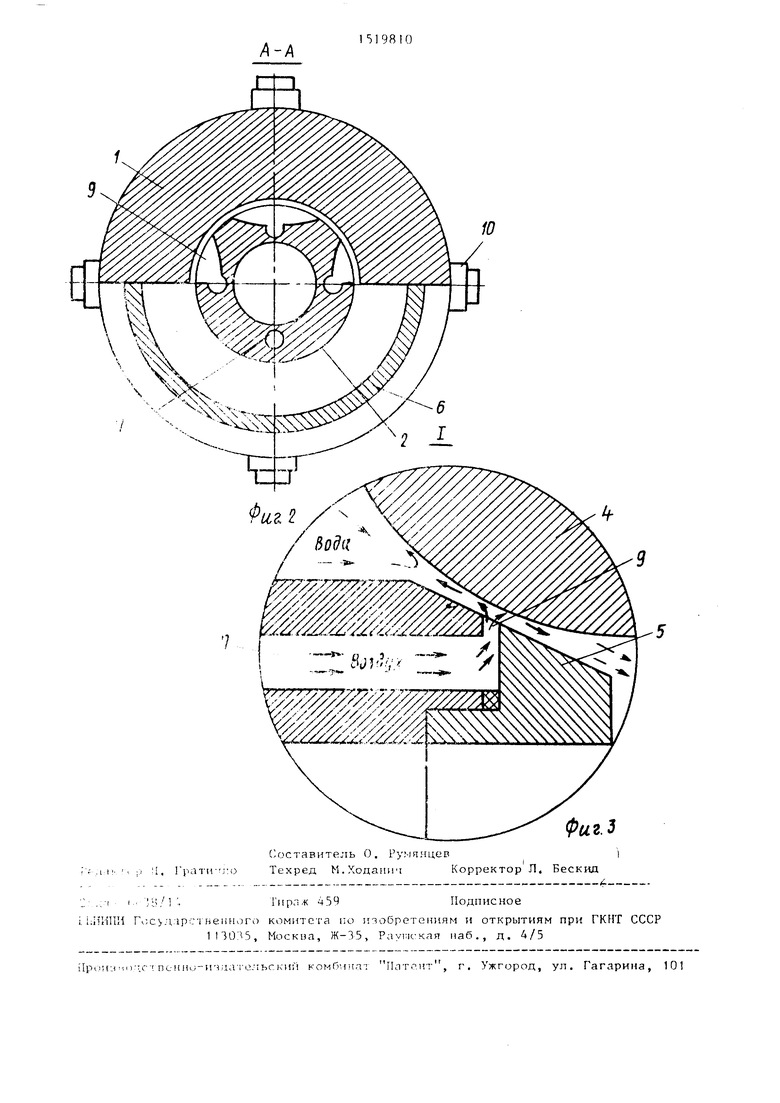
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез Л-А на 1фиг. 1; на фиг. 3 - узел 1 на фиг.1 (место выхода сопел воздухоподводящих каналов).
Устройство состоит из рабочей камеры 1, вводной цилиндрической пронодки 2 с конической входной зоной 3, вы- ходная зона 4 которой размещена во входной зоне 5 рабочей камеры 1, Рабочая камера 1 имеет патрубок 6 для подвода охладителя.
В теле вводной цилиндрической про- водки 2 выполнены воздухоподводящие каналы 7, снабженные вводными патрубками 8, расположенными у ее коническо входной зоны и соплами 9 у ее выходной зоны. Сопла 9 расположены в плос- кости минимального зазора между наружной поверхностью выходной зоны А цилиндрической проводки 2 и внутренней поверхностью, входной зоны 5 рабочей камеры 1. В теле рабочей каме ры 1 и патрубка 6 для подвода охладителя установлены сбрасывающие клапаны 10. Вводные патрубки Ноздухоподво- дящих каналов 7 снабжены отсечными клапанами П.
Устройство работает следующим образом .
Горячий прокат после выхода из последней клети стана поступает в коническую входную зону 3 вводной цилпнд- рической проводки 2. В это время срабатывают отсечние клапаны, установленные во вводных патрубках 8 воздухоподводящих канашов 7 (порядка 80- 100 атм), и открывают доступ воздуху высокого давления, которые по воздухо подвхздящим каналам 7 через сопла 9 попадают в область, образуемую наружной поверхностью выходной зоны цилиндрической проводки 2 и внутренней поверхностью входной зоны 5 рабочей камеры 1 .
За счет того, что сопла 9 расположены в плоскости минимального зазора между наружнп11 11оперхи к-.тью ныход- Hoi i гчоны А цилиндрической проводки 2 и внутренней поверхностью нходно rio ны 5 рабочей камеры, скорость воздуха и его статическое давление значительно увеличиваются. Вследствие этого npoHcxcjAHT запирание охладителя и прекращается его подача в рабочую камеру. Находящийся в рабочей камере и в патрубке 6 охладителг- удаляется через сбрасьшаюище клапаны 10 за сче повьпиения статического давления в камере 1 и в патрубке для подвода охладителя. После того, как передний конец раската минует входную зону ра Зочей камеры, отсечные клапаны 1 1 воздухоподводящих каналов срабатывают и прекращают подачу воздуха. Давление в области патрубка 6 для подвода охладителя и в рабочей камере 1 падает, отвод охладителя через сбрасывающие клапаны 10 прекращается. Охладитель через патрубок для подвода охладителя поступает в камеру и производит интенсивное охлаждение раската.
Сущность устройства состоит в следующем.
ВьЕЮлненные в теле вводной цилинд- рическ;ой проводки воздухоподводящие каналы позволяют подвести в устройство воздух высокого давления (давление воздуха должно превьшать давление подаваемого в устройство охладителя не менее чем на 10%) и, подавая татем воздух через сопла, расположенные в плоскости минимального зазора между наружной поверхностью выходной зоны цилиндрической проводки и внутренней поверхностью входной зоны рабочей камеры, создать в этой плоскости область давления, превыша- ijiU VTo давление подаваемого охладителя, и тем самым перекрыть доступ охладителя в рабочую камеру устройства. Оставшийся в теле рабочей камеры и продолжающий поступать в патрубок для подвода охладителя охладитель удаляется через установленные в теле рабочей камеры и патрубка сбрасьтающие клапаны. Установленные во вводных патрубках воздухоподводящих каналов отсечные клапаны, снабженные электромагнитном приводом, позволяют подводить и прекращать подачу воздуха высокого давления в рабочую камеру почти мгновенно, что повьппает быстродейт ствие всего устройства.
Таким образом, предлагаемое устройство позволяет за счет быстрого кратковременного в момент входа переднего конца раската во входную зону рабочей камеры, устранения зоны повышенного статического давления, создаваемого охладителем, предотвратить застревание переднего конца раката при входе его в рабочую камеру устройства, а также за счет увелчения быстродействия устройства увеличить длину поверхностно обработанного проката и тем самым повысить выход годного.
Устройство было установлено на р стоянии 15 м от чистовой клети проволочного блока. При выходе из проволочного блока переднего конца раската срабатьшала фотоголовка С (не указана), установленная перед чистовым проволочным блоком, связанная с электромагнитным приводом (не показан) отсечных клапанов I1 воздухопроводов 7, Расстояние между устройством и фотоголовкой выбирается таким образом, чтобы запирание и сброс охладителя в рабочей камере осуществлялись непосредственно перед входом переднего конца раската в устройство.
При заданной скорости конца прокатки в данном конкретном случае фо Головка была установлена на расстоянии 150 м от устройства.
В качестве охладителя использовалась вода, подаваемая в устройство под давлением 16 атм. Воздух высокого давления подавался с пёредви ;- ной компрессорной станции УТ1К-80 с рабочим давлением 80 атм.
Как только срабатывала фотоголовка, включался электромагнитный привод и открывались отсечные клапаны 11. Воздух высокого давления проникал в полость между наружной поверхностью выходной зоны 5 цилиндрической проводки 2 и внутренней поверхностью 4 входной зоны рабочей камеры 1. Происходило запирание охладителя и прекращение его подачи в рабочую камеру 1,
За счет увеличения давления в
рабочей камере 1 и в патрубке 6 для
подвода охладителя происходит сброс
охладителя через сбрасывающие клапа ны 10, настроенные на избыточное
198106
давление 20 ат.. Все пто происх(1дпт п период времени между прохождением переднего конца раската через фото- головку и входом переднего конца раската но входную зону рабочей камеры.
Тлким образом, при входе переднего конца раската в рабочую камеру
10 D ней отсутствует препятствие в виде зоны избыточного статического дпвления. что предотвращает застревание переднего конца раската в устройстве .
15 Предлагаемое устройство по сравнению с известным позволяет предотвратить застревание переднего конца раската зл счет устранения препятствия 3 виде зоны повышенного стати20 ческого давления, создаваемого подаваемым охладителем, и увеличивает длину поверхностно обработанного раскггга на 2,5% за счет быстродействия устройства, что ведет к повы25 ineHHJo выхода годного на 3%,
Формула изобретения
I . Устройство для поверхностной обработки проката, преимущественно
30 для его ускоренного охлаждения, содержащее рабочую камеру, вводную ци- линдрическ ао проводку с конической входной зоной, выходная зона которой размешена во входной зоне pa6o4eii камеры, имеющей па рубок для подвода охладителя, отличаю п;ееся тем, что, с целью предотвращения застревания переднего конца проката при входе в p;i6o4yTo камеру и увели Q чения п.:хода годно о, в теле вводной цилиндрической проводки выполнены воздухоподающие каналы с вводными патрубками, расположенными у ее конической входной зоны, и соплами у .
g ее выходной зоны, размещенными в плоскости минимального зазора между наружной поверхностью выходной зоны цилиндрической проводки и внутренней поверхностью входрюй зоны рабочей
Q камеры, а в корпусе рабочей камеры и в патрубке для подвода охладителя установлены сбрасывающие клапаны.
35
2. Устройство по п, I, о т л и - 55чающеес я тем, что вводные патрубки воздухоподводящих каналов снабжены отсеченными клапанами.
ю
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для охлаждения валковпРОКАТНОгО CTAHA | 1979 |
|
SU818687A1 |
| Вводная коробка | 1984 |
|
SU1261730A2 |
| Устройство для поверхностной обработки движущегося проката | 1981 |
|
SU996467A1 |
| Устройство для охлаждения движущегося проката | 1991 |
|
SU1788918A3 |
| Устройство для охлаждения движущегося проката | 1981 |
|
SU1013496A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889173A1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| Устройство для охлаждения проката | 1987 |
|
SU1574645A1 |
| Устройство для охлаждения движущегося проката | 1985 |
|
SU1294406A1 |
Изобретение относится к прокатному производству, а именно к производству катанки и сортового проката, и может быть использовано для ускоренного охлаждения металла и нанесения на его поверхность различных защитных покрытий. Цель изобретения - предотвращение застревания переднего конца проката при входе в рабочую камеру и увеличение выхода годного. Перед входом раската в устройство воздух под давлением через каналы 7 и сопла 9 запирает в камере и патрубке 6 охладитель, а оставшийся в камере 1 охладитель удаляется через сбрасывающие клапаны 10. Этим устранаяется препятствие на пути раската в устройство, а за счет использования воздуха высокого давления повышается быстродействие устройства. 1 з.п.ф-лы, 3 ил.
| Прокатка и прокатное оборудование | |||
| Экспресс-информация ВИЕИЕ, 1971, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
