(54) СПОСОБ БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Расплав для электролизного боровольфрамирования стальных изделий | 1990 |
|
SU1754793A1 |
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| Расплав для электролизного борирования стальных изделий | 1990 |
|
SU1740493A1 |
| Состав для жидкостного борирования стальных изделий | 1988 |
|
SU1548264A1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ борирования стальных изделий | 1987 |
|
SU1578227A1 |
| Расплав для электролизного борирования стальных изделий | 1989 |
|
SU1696576A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ БУРОВЫХ И ЦЕМЕНТИРОВОЧНЫХ НАСОСОВ | 1998 |
|
RU2146723C1 |
| Способ электролизного борирования стальных деталей | 1982 |
|
SU1046339A1 |
| СПОСОБ БОРИРОВАНИЯ ДЕТАЛЕЙ | 2000 |
|
RU2164963C1 |
1
Изобретение относится к металлургии, в частности к хнмико-термической обработке металлов и сплавов и может быть нспользовано в инструментальной и машиностроительной промьшгаенностк.
Известен способ жндкостнсях) (безэлектролизного) борирования в металлических тиглях, заключакшшйся в том, что изделия подвергают воздействию расплава, состоящего из борнокислых солей (боридов), галогенидов щелочных металлов или бария, и электрозсимичес Ьа восстановителей, при 550-95О С. дЗ
Наиболее близким к изобретению по технической суишости и достигаем лу эффекту из известных является способ электролизного борирования металлических (стальных) изделий и расплав на основе борнокислых солей. Процесс ведут при 700-lO5Cf С в течение 4-6 ч при пропускании постоянного тока между 66рируемыми изделиями - катодами и вспомогательными анодамв C2j .
Недостатком известного способа является большая длительность процесса, достигающая, например, при 870 С 46 ч для получения в стали 9ХС слоя толщиной .150-200 мкм. Кроме того, известный боркрующий расплав содержит в своем составе 5О-9О% буры. Расплавленная бура при 800-1050 С является очень агрессивной средой и разъедает подавляющее большинство металлических
10 и неметаллических материалов, поэтому борирование в известных расплавах не может быть осуществлено в безтигельных электродных ваннах, футерованных огнеупорным кирпичом, например щамо15Tow. При борировании в известных расплавах используют тигли из дорогостоящей и дефицитной жаропрочной стали, например Х12Н28, и применяют катод20ную защиту тигля.
Цель изобретения - интенсификация процесса обработки.
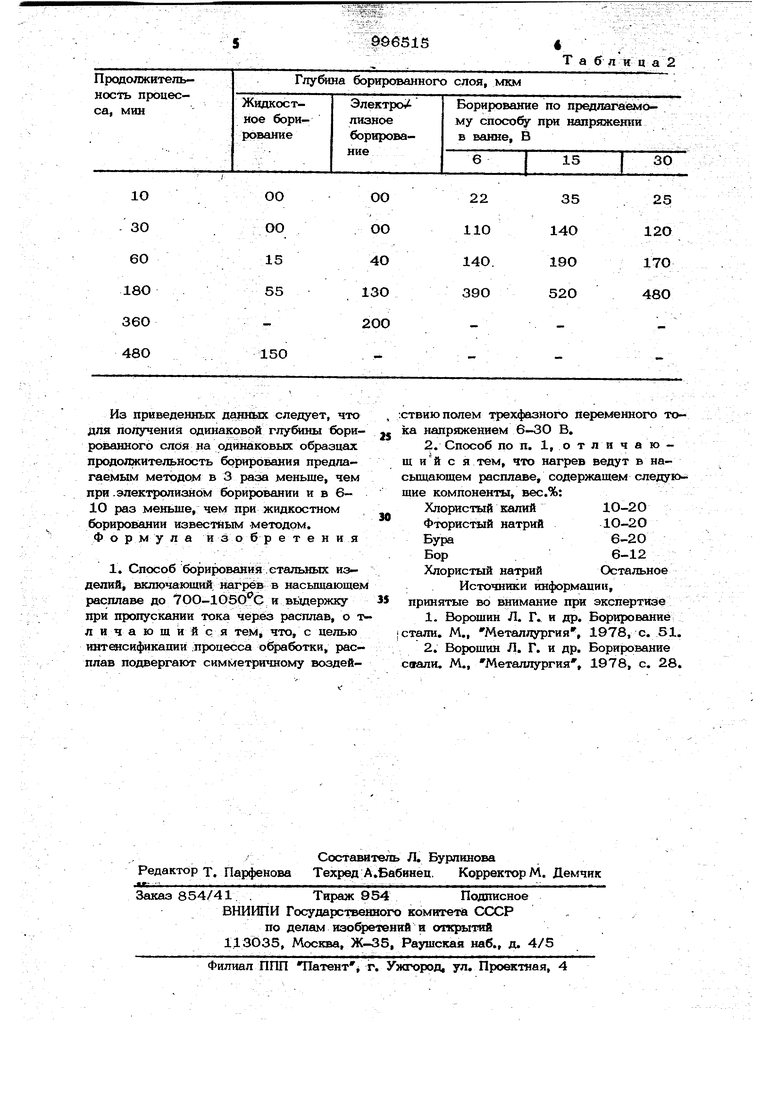
Указанная цель достигается тем, что в известном способе борирования стальных иадепий, включающем нагрев в насы шаюшем расплаве до 7РО-1О50 С и выдержку при пропускании тока через расплав, согласно изобретению, расплав подвергают симметричному воздействию полем трехфазнсго переменного тока напряжением 6-ЗО В. Кроме того, нагрев ведут в насьшающем расплаве, содержащем следующие компоненты, вес.%: Хлористий калий1О-20 Фтористый натрий10-2О Бура6-2О Бор6-12 ористый натрийОстальное Борнрование по предлагаемому способу осуществляют следующим образом. борируемые изделия помещают в меж электродном пространстве сЬл$шой ванны в поле трехфазного переменного тока, по воздействием которого процесс борирования проводят при 700-1050 С. Борирование изделий при этом протекает ускоре нно по сравнению с электролизным и жидкостным борированием. Повышение скорости борирования стали, нахошпцейся в поле переменного тока может быть объяснено при учете электро химических реакций, протекающих на гра це раздела металл-расплав в анодный и катодный полупериоды. При наличии в расплаве галоидньпс ионов в анодный полупериод возможно одновременное протекание реакций, сопровождающихся как образованием на гра
1О1О6668
1 2 3
151513 948
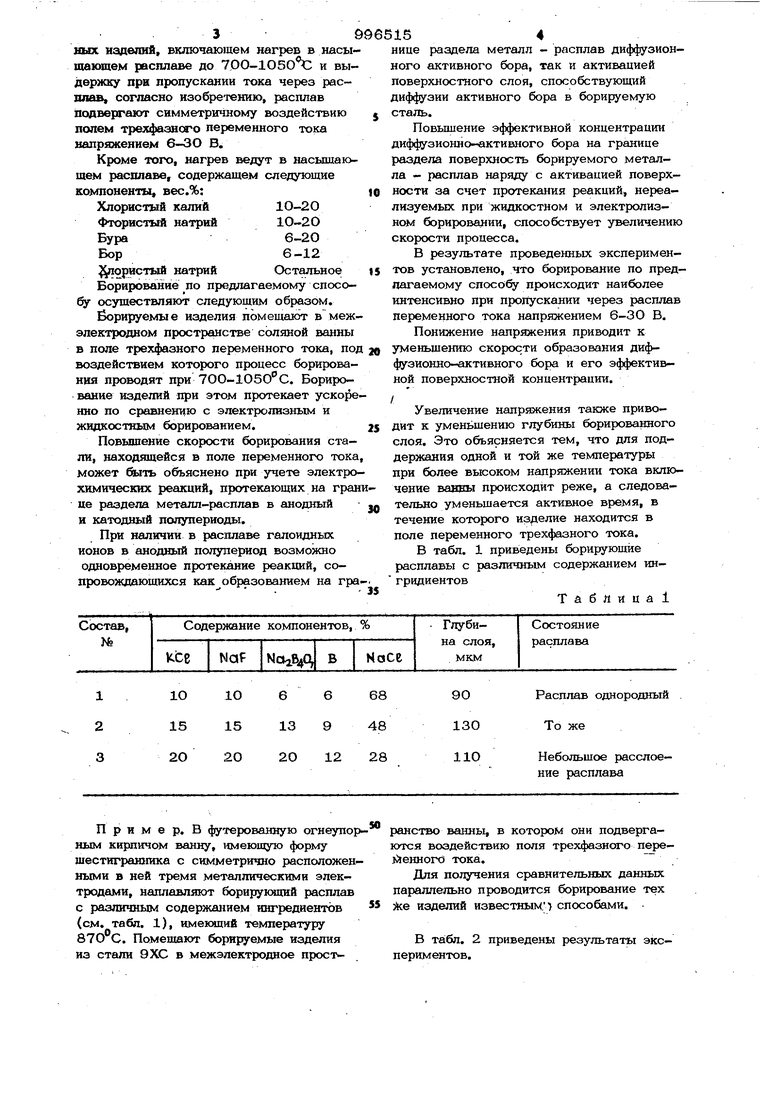
2О2020 12 28 П р и м е р. В футерованную огнеупор ным кирпичом BaH3fiy, имеющую форму шестиграшппса с симметрично расположенными в ней тремя металлическими электродами, наплавляют борирукмций расплав с различным содержанием ингредиентов (см. табл. 1), имекщий температуру 870 С. Помещают борируемые изделия из стали 9ХС в межэлектродное прост
9ОРасплав однородный
130То же
НОНебольшое расслоение расплава нице раздела металл - расплав диффузионного активного бора, так и активацией поверхностного слоя, способствующий диффузии активного бора в борируек1ую сталь. Повышение эффективной концентрации диффузионно-активного бора на границе раздела поверхность борируемого металла - расплав наряду с активацией поверхности за счет протекания реакций, нереализуемых при жидкостном и электролизном борировании, способствует увеличению скорости процесса. В результате проведенных экспериментов установлено, что борирование по предлагаемому способу происходит наиболее интенсивно при пропускании через расплав переменного тока напряжением 6-30 В. Понижение напряжения приводит к умеиыпению скорости образования диффузионно-активного бора и его эффективной поверхностной концентрации. Увеличение напряЕжения также приводит к уменьшению глубины борированного слоя. Это объясняется тем, что для поддержания одной и той же температуры при более вьюоком напряжении тока включение вавБЫ происходит реже, а следовательно уменьшается активное время, в течение которого изделие находится в поле переменного трехфазного тока. В табл. 1 приведены борирующйе расплавы с различным содержанием ингридиентовТаблица 1 ранство ванны, в котором они подвергаются воздействию поля трехфазного пере- йенного тока. Для получения сравнительных данных параллельно проводится борирование тех 3ke изделий известным } способами. В та;бл. 2 приведены результаты экспериментов. Из приведенных дадаых следует, что для получени-а одинаковой глубины борированного слоя на одинаковых образцах продолжительность борирования предлагаемым методом в 3 раза меньше, чем при .электролизном борировании и в 610 раз меньше, чем при жидкостном борировании известным методом. Ф о р м у л а изо б р е т е н и я 1, Способ борирования. стальных изделий, включающий нагрев в насыщающем расплаве до 7OO-1O5Q C и вьадержку при пропускании тока через расплав, о т л и ч а ю щ и и с я TeMj что, с целью интенсификации процесса обработки, расплав подвергают симметричному воздейТ а б л и ц а 2 ствию полем трехфазного переменного тока напряжением 6-30 В, 2. Способ по п. 1, о т л и ч а ю щ с я тем, что нагрев ведут в насьпцаюшем расплаве, содержащем следукхщие компоненты, вес.%: Хлористый калий10-20 Фтористый натрий1О-2О Бура6-20 Бор6-12 Хлористый натрийОстальное Источники информации, принятые во Евнимание при экспертизе 1.Ворошин Л. Г. и др. Борирование стали. М., Металлургия, 1978, с. 51. 2.Ворощин Л. Г. и др. Борирование свгали. М., Металлургия, 1978, с. 28.
