(54) СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля косозубых цилиндрических колес с эвольвентным профилем зубьев | 1987 |
|
SU1527476A1 |
| Способ контроля долбяка | 1989 |
|
SU1710231A1 |
| Способ контроля косозубых цилиндрических колес | 1989 |
|
SU1686301A1 |
| Способ контроля косозубых цилиндрических колес с эвольвентным профилем зубьев | 1986 |
|
SU1375937A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Способ изготовления зубчатых колес с профильной модификацией зубьев | 1989 |
|
SU1683913A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
1
Изобретение относится к измерительной технике в машиностроении и может быть использовано при контроле точности изготов- ления эвольвентных червяков.
Известен способ контроля профиля эвольвентных червяков, заключающийся в том, что при контроле профиля одной стороны витка червяка измерительный наконечник устанавливают в плоскости, касательной к его основному цилиндру, и перемещают вдоль прямолинейной образующей стороны витка. При контроле профиля второй стороны витка червяка измерительный наконечник переустанавливают в диаметрально противоположную и касательную к основному цилиндру плоскость и перемешают измерительный наконечник вдоль прямолинейной образующей второй стороны витка 1 .
Недостатком этого способа является низV. .
кая производительность контроля, обусловленная необходимостью снятия детали со станка и переустановки измерительного наконечника.
Наиболее близким к изобретению является способ контроля профиля эвольвеншого червяка, заключающийся в том, что боковой прямолинейный профиль плоского шаблона в виде половины профиля витка червяка совмещают с прямолинейной образующей винтовой поверхности контролируемого червяка и по зазору между ними судят о точности изготовления профиля 12.
Недостатком указанного сЛособа контроля
10 является низкая производительность контроля из-за необходимости переустановки шаблона П1Ж контроле профиля каждой стороны витка червяка. Кроме того, указанный способ не позволяет контролировать толщину витка червяка
15 или ширину его впадины.
Целью изобретения является повышение производителыюсти за счет одновременного контроля профиля каждой стороны витка червяка и толщины витка или ширины впа20дины.
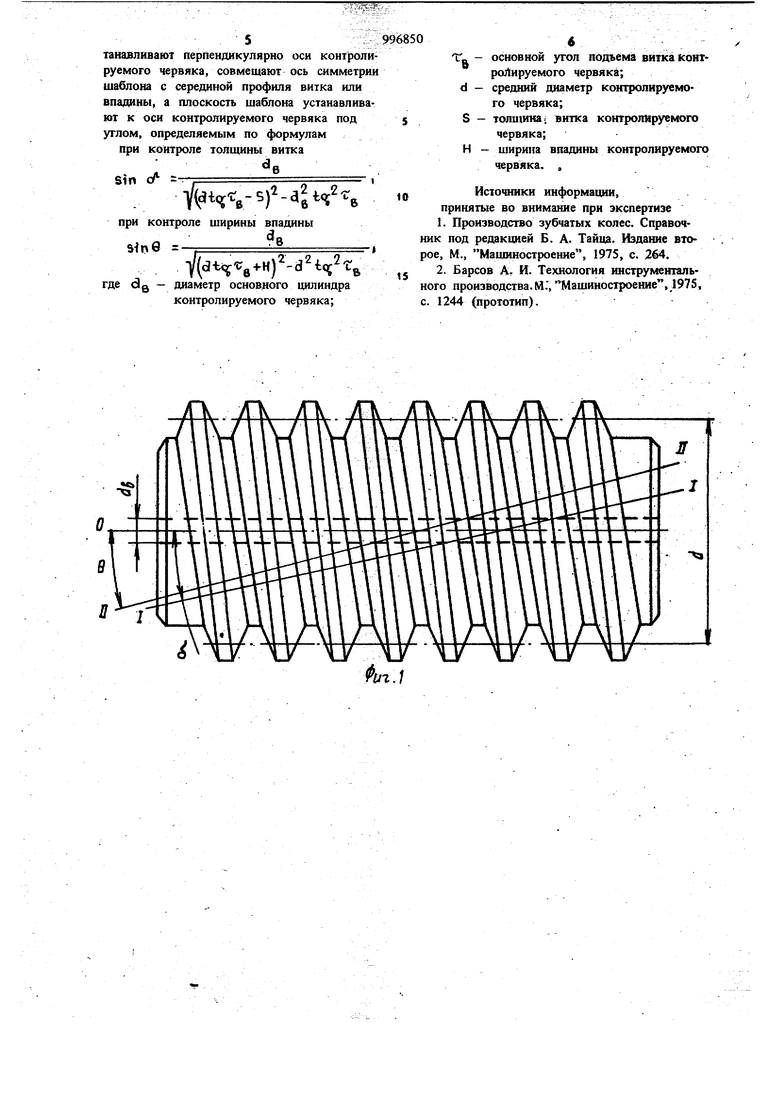
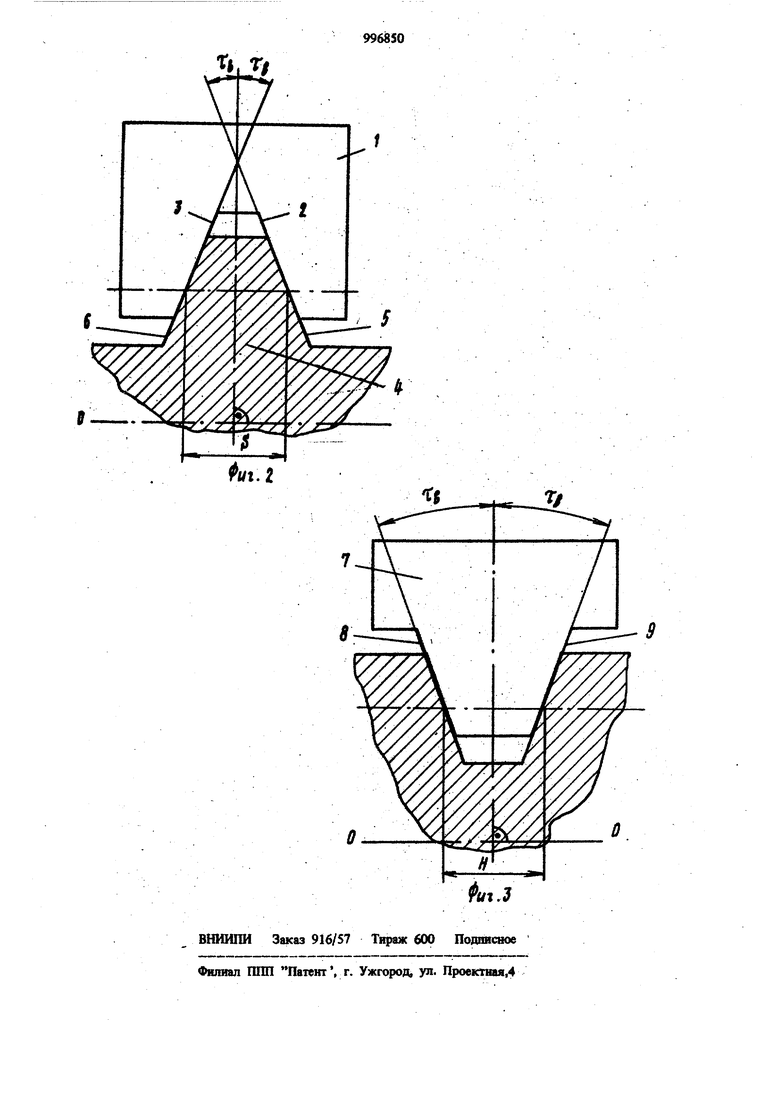
Цель достигается тем, что согласно способу контроля профиля эвольвентного червяка, заключающемуся в том, что боковой 39 прямолинейный профнль плоского шаблона совмещаютс прямолинейны образующей вннтовой поверхностн контролнруемого черв ка н по зазору между нимн судят о точностн нзготовлення профнля, нспользуют шаблон с двухсторонним симметричным пря мобочным профилем, угол профиля которог вы&1рают равным основному углу подъема випса контролируемого червяка, оси симмет рии шаблона устанавливают перпендикуляр но оси контролнруемого червяка, совмещаю ось снмметрин шаблона с серединсж профиля витка или впадины,, а плоскость Щаблона устанавливают к оси контролируемого червяка под углом, определяемым по; формулам:При контроле толщины витка )-- при контроле ширины впадины d. Sine - где в диаметр основного цилшщра ко ролнруемого червяка; fg - основной угол подъема внтка контролируекюго червяке; - средний диаметр контрсишруеню го червяка; S - толщина внтка контролируемого червяка, И - ашрнна впадины контролируемо червяка. На фиг. 1 показан общий вид звольвентного червяка, у которого в сечении I-I, расположенном под углом d к оси 0-0 червяка, находится симметричный прямобочный профиль витка н в сечении Q-П, расположенном под углом 9 к оси червяка, находится снмметричньп) прямобочный профнль впадины; на фиг. 2 - положе ние шаблона при контроле профнлей н толщнны внтка червяка; на фнг. 3 - положение шаблона при контроле профилей н ишр ны впаднны внтка червяка. Способ контроля профиля каждой стороны внтка червяка и толщины витка осуществля ют следующим образом. Плоский шаблон 1, нмеющнй прямоблочный профнль нз образующих 2 и 3, расположенных симметрично под углом Tg к осн шаблона 1, устанавливают на виток 4 червяка так, чтобы ось снмметрии шаблона бьша перпендикулярна осн О-О контролируемого червяка. Совмещают ось симметрии шаблона 1 с серединой профнля внтка 4 я плоскость шаблона 1 наклоняют относительно оси червяка на угол d торый определяют по формуле Sincf |(ачг,у)2-а5цЧ, dg - диаметр основного цилиндра контролнруемого червяка; Tg - основной угол подъема витка контролируемого червяка; -толщина витка контролируемого червяка; -средний диаметр контролируемого червяка. После этого по несовпадению образующих 2 н 3 шаблона 1 с образующими S и 6 витка 4 контролируемого червяка определяют погрешность изготовления профилей витка и по смещению шаблона 1 вдоль оси симметрии определяют толщину витка. Контроль профилей и ширины впадины червяка производят аналогичным образом плоским шаблоном 7 с прямоблочным профилем, составленным прямолинейными образующими 8 и 9. При этом плоскость шаблона 7 устанавливают к оси О-О контролируемого червяка под углом 6 , определяемым по формуле -Зшв , ) где Н - ширина впадины сонтролируемого червяка. Таким образом, предлагаемый способ позволяет повысить производительность контроля звольвентных червяков за счет одновременного контроля профилей каждой стороны витка червяка н толпшнь витка или ширины впадины. Формула изобретения Способ контроля профнля звольвентного червяка, заключающийся в том, что боковой прямолинейньж профиль плоского шаблона совмещают с прямолинейной образующей винтовой поверхности контролируемого червяка и по зазору между ними судят о точности изготовления профиля, отличающийся тем, что, с целью повышения производительности за счет одновременного контроля профнля каждой стороны витка червяка и толщины витка или впадины. Используют шаблон с двухсторонннм симметричным прямобочным профилем, угол профиля которого выбирают равным основному углу подъема внтка контролнруемого Червяка, ось симметрии шаблона устанавливают перпендикулярно оси контро руемого червяка, совмещают ось симметр шаблона с серединой профиля витка или впадины, а плоскость шаблона устанавлив ют к оси контролируемого червяка под углом, определяемым по формулам при контроле толщины витка Sin сЛ V(d4v) при контроле ширины впадины Sine У() где OQ - диаметр основного щшиндра контролируемого червяка; Т„ - основной угол подъема витка контро Кируемого червяка; d - средний диаметр ко1гфолируемого червяка; S - толщина; витка контролируемого червяка; Н - ширина впадины контролируемого червяка. , Источники информащш, принятые во внимание при экспертизе 1.Производство зубчатых колес. Справочпод редакш1ей Б. А. Тайца. Издание вто, М., Машиностроение, 1975, с. 264. 2.Барсов А. И. Технология инструментальо производства, и:, Машиностроение, J975, 1244 (прототип).
