( 54) ОСНАСТКА ДЛЯ -ВАКУУМНОЙ ФОРМОВКИ ЛИТЕЙНЫХ
1
Изобретение относится к области литейного производства и может быть использовано в оснастках для вакуумной формовки литейных форл из сухих формовочных материалов с ферромагнитными добавками.
Известна оснастка, реализующая способ изготовления литейных форм из ферромагнитных сыпучих материалов, включающая наложение электромагнитного поля на ферромагнитный сыпучий материал. При этом вокруг модели устанавливают немагнитные и ферромагнитные стержни ХЗНедостатком оснастки является невозможность центробежной заливки форм, поскольку литейная форма вращается, а при этом могут изменять свое полюжение.
Известна таже оснаст {а, реализующая способ изготовления литейнгой формы с применением вакуума и использоBaHH vi магнитного наполнительного материала, на который периодически воздействуют электромагнитами 23. К числу ее недостатков относятся невозможность центробежной заливки питейных форм из-за отсутствия подвода питания к электромагнитам, смонт1фованным во ащающихся опоках, источник питания электромагнитов требует самостоятельный привод.
Известна наиболее близкая к изобретению оснастка для вакуумной формов10ки литейных форм, содержащая две полуформы, каждая из которых имеет глухую опоку-полуцклиядр, фильтрующую оболочку , образующую со стенками опоки полость, клапан для сообщеISния полости с вакуумным насосом, зуб чатую планетарную передачу с двумя сателлитами и центральной шестерней, установленной соосно с формой. При этом каждая полуформа снабжена элект20рически связанными между собой электромагнитами и генератором, установленными в ее полости, а каждый сателлит закреплен на проходящем через отверстия
fe Ьтенке опоки приводном валу cooTeefствукмцего генератора |}3.
Среди существенных недостатков прототипа следует указать следукяцие : слондаость оснастки, поскольку в каждую опоку необходимо встраивать генератор, питающий электромагниты; скорость вращения ротора генератора, встроенного в опоку, зависит от технологическ скорости вращения опок и, таким образом ограничивает воам ожности регулирования питания электромагнитов, смонтированны во вращающихся опоках.
Целью изобретения является упрощение оснастки и расширение возможности регулирования питания электромагнитов независимо от технологической скорости вращения опок при центробежной заливке
Достигается это тем, что оснастка снабжена электрическим коллектором, причем каждая полуформа снабжена скользящими подпружиненными контактами, связанными электрически с одной стороны с электромагнитами, а с другой - со стационарно установленным электрическим коллектором, выполненным в виде изолированных друг от друга колец для подключения к источнику электроэнергии.
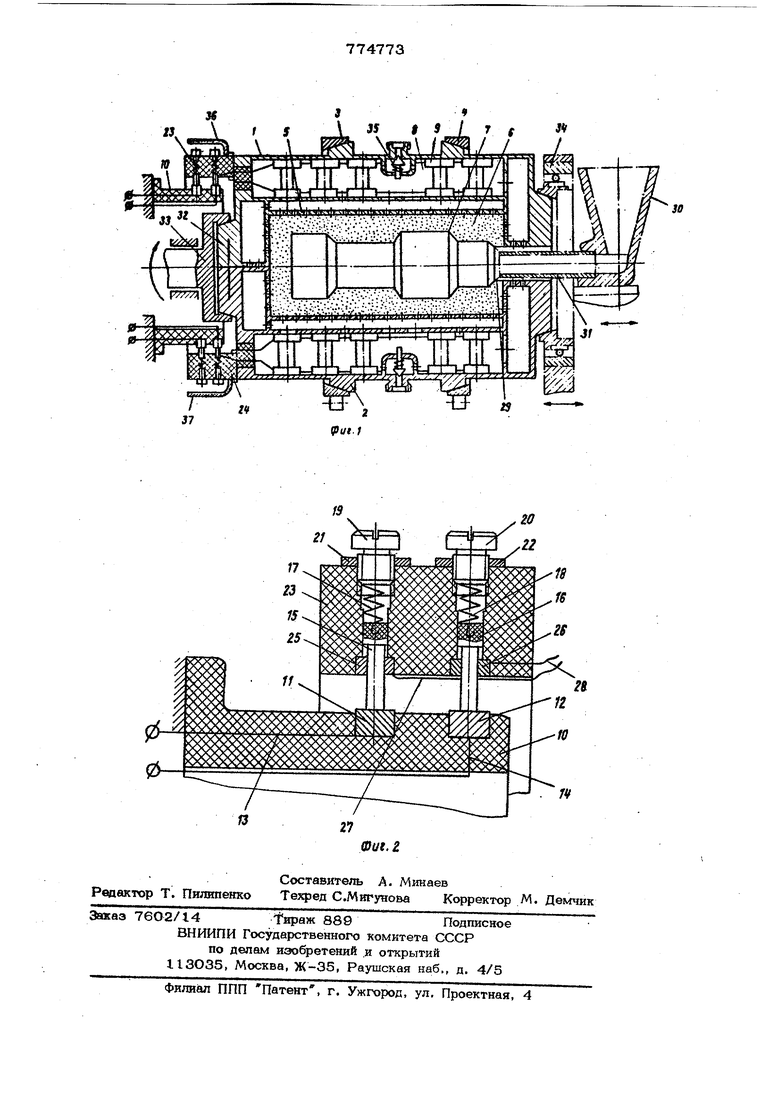
На фиг. 1 показана оснастка для вакуумной формовки питейных форм из сухих формовочных материалов с ферромагнитными добавками, разрез; на фиг. 2 - подвод питания к электромагнитам, смонтированным во вращающихся опоках.
Оснастка для вакуумной формовки литейных форм из сухих формовочных материалов с ферромагнитными добавками состоит из двух опок I и 2 цилиндрической формы, скрепленных после формовки кольцами 3 и 4. Внутри каждой опоки вмонтирована фильтрующая оболочка 5 в виде полуцилиндра с отверстиями малого диаметра для отсасывания воздуха и газов из полости, заполнен ной сухим формовочным материалом 6 с ферромагнитными добавками. При этом формовочный материал отделен от полости формы герметизирующим элементом 7, например синтетической пленкой. Внутри опок 1 и 2 выполнен автономный вакуумный аккумулятор 8, в котором смонтированы электромагниты 9 связанные с электрическим; коллектором to, выполненным в виде двух колец II к 12, изолированных друг от друга и предназначенных для подключения при помощи проводников 13 и 14 к
источнику электроэнергии. При этом каждая полуформа снабжена скользящими контактами 15 и 16 с пружинами 17 и 18 для обеспечения прижима к упомянутым кольцам. Регулировка прижима контактов осуществляется при помоши винтов 19 и 20 с квнтр-гайками 21 и 22 смонтированными в колодках 23 к 24 в виде двух полуколец из изоляционвого материала. Подключение электромагнитов осуществляется при помощи втулок 25 и 26 с проводниками 27 и 28 Обе опоки после сборки образуют горловину 29 для заливки расплавленного металла в полость формы при помощи заливочной воронки ЗО с патрубком 31. Конус 32 опоки связан с обратным конусом 33 передней бабки центрробежной машины. Правая часть собран) ных опок связана конусами с задней
бабкой 34 центробежной машины. Кроме того, каждая опока снабжена подпружиненным клапаном 35 для подключения опоки при помощи гибкого вакуум-провода к
5 вакуумной системе во время вакуумной формовки и последующей установки опоки на центробежную машину. По услоBKstM техники безопасности винты 19 и 2О закрыты щитками 36 и 37. Осg настка показана без кожуха ограждения, являющегося частью центробежной машины.
Работа предложенного устройства осуществляется следующим образом. После изготовления полуформ по методу вакуумной формовки собранные вместе опоки I и 2 устанавливаются , на центробежную машину. При этом конус 32 входит в зацепление с обратным конусом передней бабки центробежной машины и поджимается задней бабкой 34, а скользящие контакты 15 и 16 устанавливаются на кольца II и 12, обеспечивая тем самым подвод питания к электромагнитам 9 через втулки 25 и 26, проводники 27 и 28. Затем подводится в рабочее положение заливочная воронка 30 с патрубком 31, а гибкие вакуум-проводы, идущие от вакуумной системы отключаются от опок 1 и 2, в результате чего клапан 35 под действием пружины закрывается, изолируя автономный вакуумный аккумулятор 8 от окружающей атмосферы. За счет автономного аккумулятора 8 литейная форма сохраняет свою конфигурацию.
Литейная форма, собранная из опок 1 и 2 приводится во вращение, при этом по проводникам 13 и 14 и кольцам 11 и 12 подводится питание требуемогч напряжения к электромагнитам 9. Следует отметить, что напряжение питания электромагнитов может регулироваться в оптимальном режиме независимо от технологической скорости вращения литейной формы. В результате этого создается магнитное поле, взаимо д ействуюшее на ферромагнитные добавки сухого формовочного материала, что способствует сохракению конфигурации литейной формы при заливке расплавлен ного металла. В связи с тем, что автономный вакуумный аккумулятор отключе от источника вакуума при вращении опок I и 2, т.е. при заливке расплавлен ного металла и отсасывании выделяюших ся газов в автономный вакуумный акку мулятор 8, разрежение в нем будет уменьшаться. В данном случае наряду с центробежными силами воздействующее на ферромагнитные добавки электромагнитное поле будет способствовать сохра нению конфигурации рабочей полости литей ной формы несмотря на то, что разрежение в автономном вакуумном аккумуляторе 8 будет уменьшаться. Расплавленный металл заливается в заливочную воронку ЗО и по патрубкам 31 поступает в полость вращающейся литейной формы. Затем заливочная воронка ЗО отводится вправо. После затвердевания отливки вращение конуса 33 выключается, подача питания к элект ромагнитам прекращается, литейная форма вместе с отливкой снимается с центробежной машины, а после разборки опок I и 2 извлекается полученная отливка. Формовочный материал высыпае ся и после обдувки опок I и 2 они готовы для повторной формовки и заливк Таким образом, предложенная оснастк для вакуумной формовки литейных форм из сухих формовочных материалов с ферромагнитными добавками позволяет следукядее;упроститй оснастку за счет исключения встроенных в опоку генераторов; расширить возможности регулирования питания электромагнитов независимо от технологической скорости вращения опок прицентробежной заливке; компенсировать снижение разряжения в автономном вакуук ном аккумуляторе опок за счет магнитного поля и ферроТ агнитных добавок в формовочном материале;интенси})И1Шроватъ скорость затвердевания отливки за счет металлических добавок в фортиовочный материал и по- высить качество литья; обеспечить хорошую выбивку форм, поскольку, например, железные опилки или порошок при нагревании теряют магнитные свойства при переходе из Oi в l -железо. В процессе затвердевания отливки магнитные свойства пограничного слоя теряются в связи с передачей тепла поверхности литейной формы. Поэтому после прекращения действия на форму магнитного поля и сообщения опок с атмосф х й формовочный материал легко удаляется из опок вместе с отливкой. Формула изобретения Оснастка для вакуумной формовки литейных фо{№л из сухих формовочных материалов с ферромагнитными добавками, содержащая две полуформы, каждая из которых имеет глухую опокуполуциливдр, фильтрующую оболочку, образующую со стенками опоки полость, клапан для сообщения полости с вакуумпроводом, герметизирующий элемент и встроенные в полости опоки электромагниты, отличающ аяся тем, что, с цепью упрощения оснастки и расшкрю-г ния возможности регулирования питания электромагнитов независимо от технологической скорости вращения опок при центробежной заливке, она снабжена электрическим коллектором, причем каждая полуформа снабжена скользящими подпружиненными контактами, связанными электрической схемой с одной стороны с электромагнитами, а с ;другой со стационарно установленным электрическим коллектором, выполненным в виде изолированных друг от друга колец для подключения к источнику электроэнергии. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 367956, кл. В 22 С 9/ОО, 1971. 2.Патент Японии № 512293, кл. В 22 С 9/О2, опублик. 1976. 3. Авторское свидетельство СССР NO 2547686/22-О2, кл. В 22 С 9/ОО, 1977.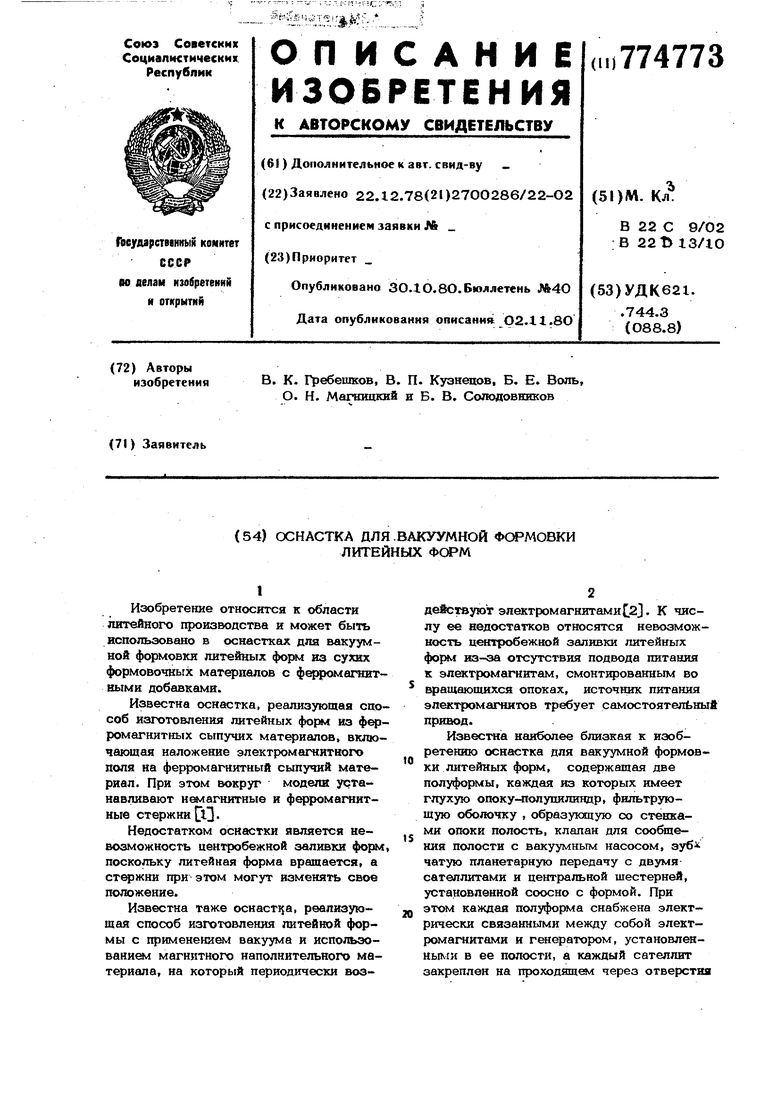
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки литейных форм | 1977 |
|
SU716700A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Оснастка | 1976 |
|
SU582886A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |