Изобретение относится к машиностроению, а именно к констр: кции переносного станка с ручным приводом, предназначенного для зенкерования, развертывания или зачистки отверс.тий, и может быть применено в различных отраслях машиностроения, например/ при выполнении ремонтных работ .
Известен привод переносного сверлильного станка, содержащий установленные на станине входной вал, выходной вал с гнездом для установки режущего инструмента, механизм осевого перемещения выходного вала, резьбовой элемент которого предназначен для взаимодействия с резьбовым элементом этого вала, дополнительный вал, водило, муфту изменения кинематической связи между входным и выходным валами с рычагом ее переключения, и руко- : ятку, связанную с входным валом 1.
Недостатком известного устройства является невысокая производительность, объясняющаяся повышенной сложностью управления приводом в результате того, что рукоятка входного вала и рычаг управления муфтой изменения направления осевого перемещения режущего инструмента не связаны между собой, а также недостаточной скоростью обратного (холостого) перемещения режущего инструмента вследствие того, что скорость вращения выходного вала
5 при хоЛостом ходе такая же по величине, как и при вращении в направлений резания, а ходовой винт не получает дополнительного движения навстречу
10 выходному валу.
Целью изобретения является повьыение производительности обработки за счет обеспечения передачи крутящего момента на выходной вал без изменения направления его вращения по двум раз15личным кинематическим цепям.
Указанная цель достигается тем, что в приводе переносного сверлильного станка, содержащем установленные на станине входной и выходной валы,
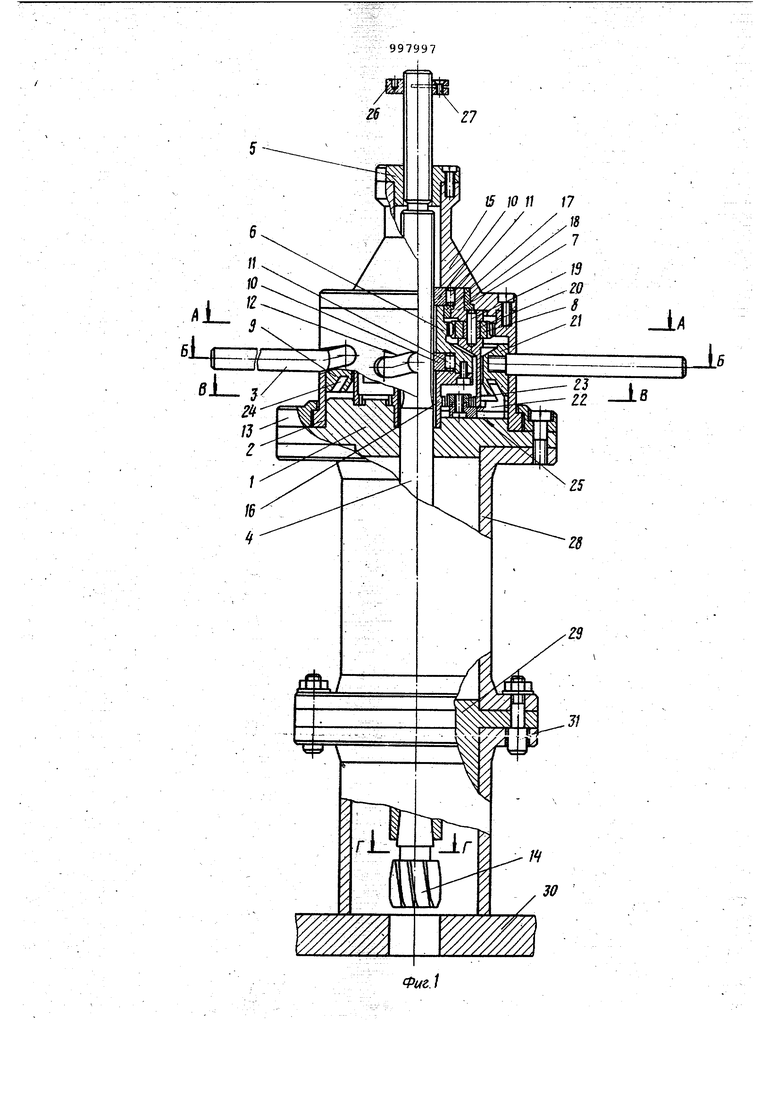
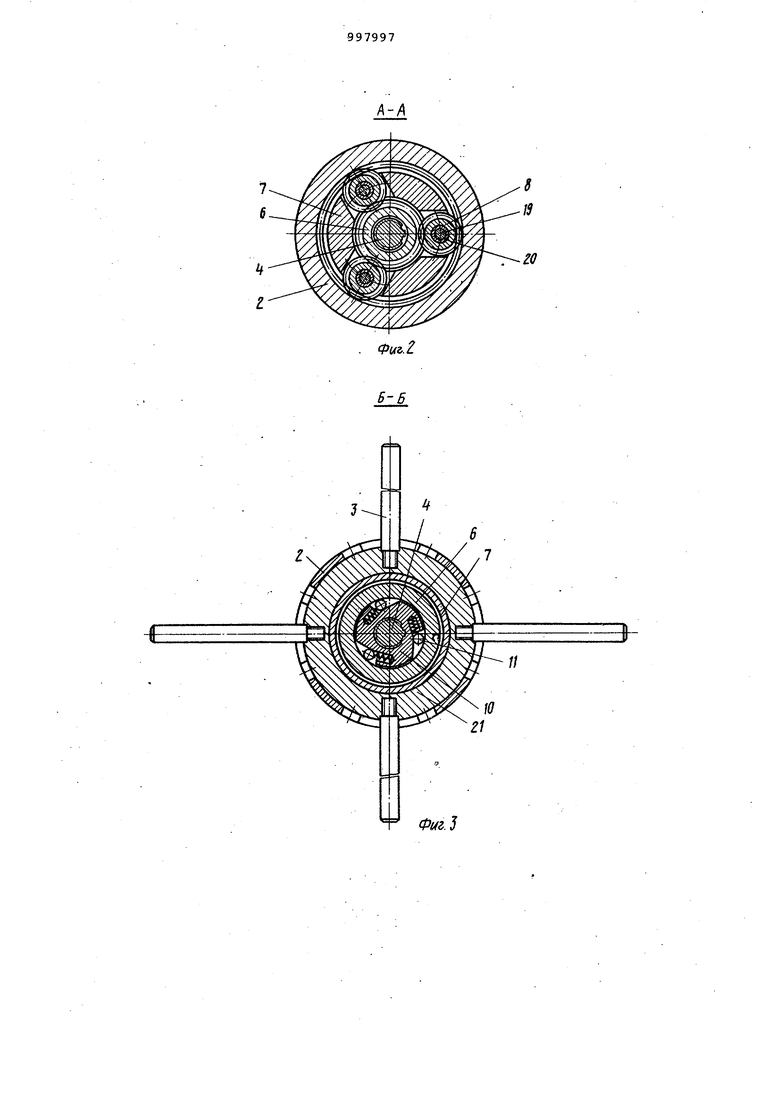
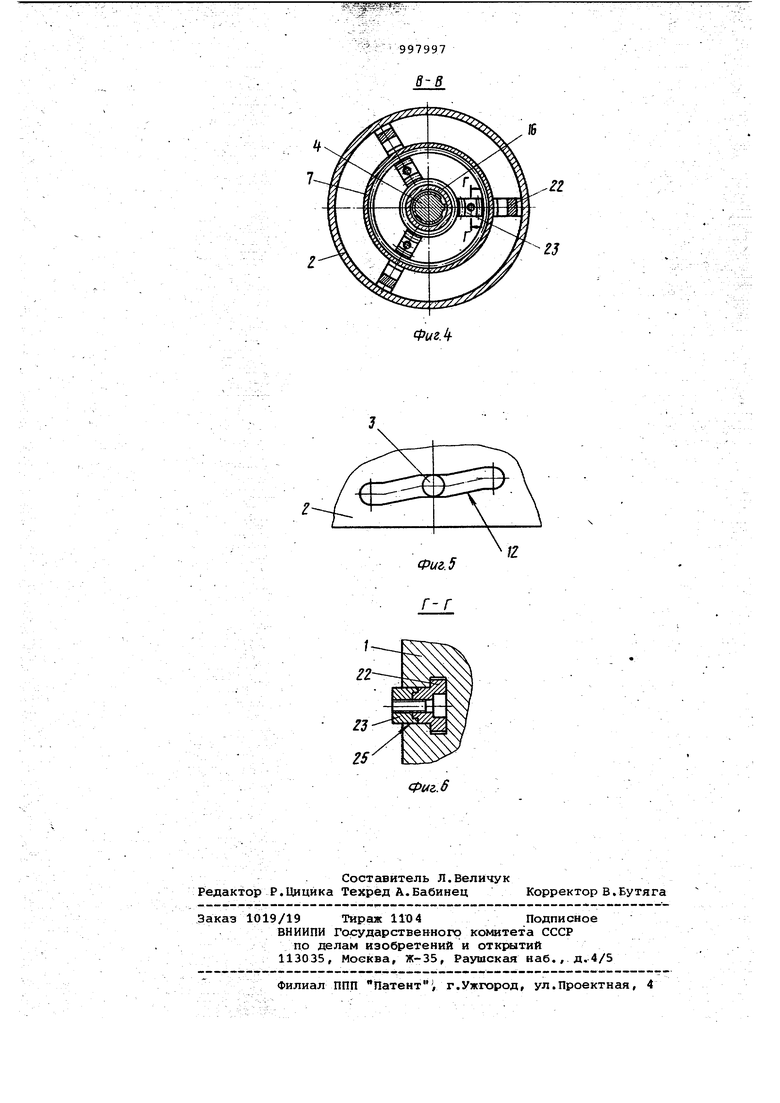
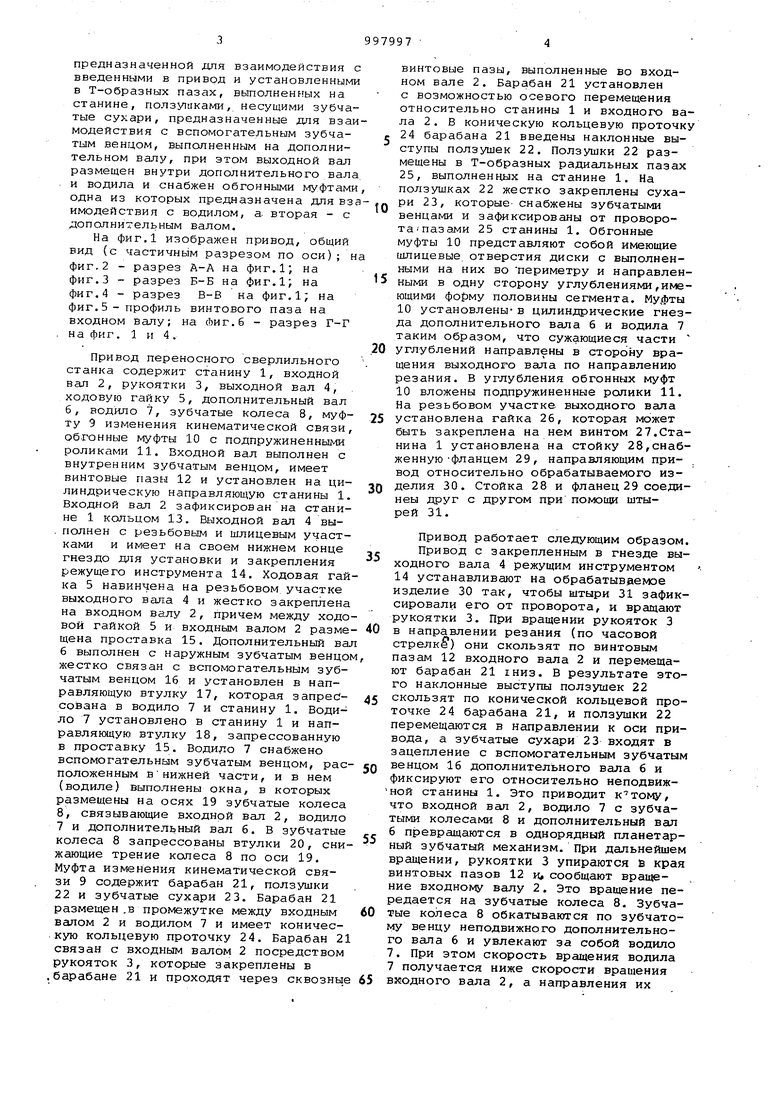
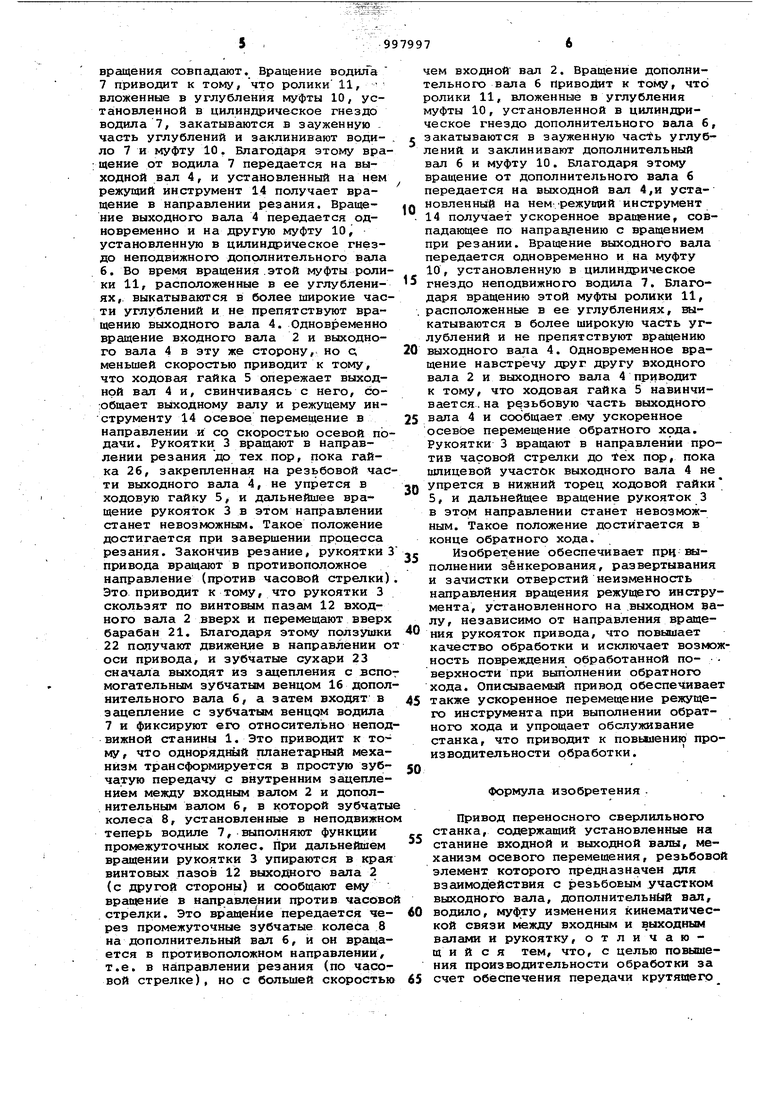
20 механизм осевого перемещения, резьбовой элемент которого предназначен для взаимодействия f резьбовым участком выходного вала, дополнительный вал, водило, муфту изменения кинема25тической связи между входным и выходным валами и рукоятку, входной вал, водило и дополнительный вал выполнены полыми, а муфта изменения кинематической связи выполнена в виде бараба30на с конической кольцевой проточкой, предназначенной для взаимодействия с введенными в приврд и установленными в Т-образных пазах, выполненрых на станине, ползу1иками, несущими зубчатые сухари, предназначенные для взаи модействия с вспомогательным зубчатым венцом, выполненным на дополнительном валу, при этом выходной вал размещен внутри дополнительного вала и водила и снабжен обгонными муфтами одна из которых предназначена для вз имодействия с водилом, а. вторая - с дополнительным валом. На фиг.1 изображен привод, общий вид {с частичнь1м разрезом по оси); н фиг. 2 - разрез А-А на фиг.1, на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - профиль винтового паза на входном валу; на Лиг.6 - разрез Г-Г на фиг. 1 и 4. Привод переносного сверлильного станка содержит станину 1, входной вал 2, рукоятки 3, выходной вал 4, ходовую гайку 5, дополнительный вал 6, водило 7, зубчатые колеса 8, муфту 9 изменения кинематической связи, об.гонные муфты 10 с подпружиненными роликами 11. Входной вал выполнен с внутренним зубчатым венцом, имеет винтовые пазы 12 и установлен на цилиндрическую направляющую станины 1. Входной вал 2 зафиксирован на станине 1 кольцом 13. Выходной вал 4 вы. полнен с резьбовым и шлицевым участками и имеет на своем нижнем конце гнездо Д)1я установки и закрепления режущего инструмента 14. Ходовая гай ка 5 навинчена на резьбовом участке выходного вала 4 и жестко закреплена на входном валу 2, причем между ходо вой гайкой 5 и входным валом 2 разме щена проставка 15. Дополнительный ва 6выполнен с наружным зубчатым венцо жестко связан с вспомогательным зубчатым венцом 16 и установлен в направляющую втулку 17, которая запрессована в водило 7 и станину 1. Водило 7 установлено в станину 1 и направляющую втулку 18, запрессованную в проставку 15. Водило 7 снабжено вспомогательным зубчатым венцом, рас положенным внижней части, и в нем (водиле) выполнены окна, в которых размещены на осях 19 зубчатые колеса 8, связывающие входной вал 2, водило 7и дополнительный вал 6. В зубчатые колеса 8 запрессованы втулки 20, сни жающие трение колеса 8 по оси 19. Муфта изменения кинематической связи 9 содержит барабан 21, ползушки 22 и зубчатые сухари 23. Барабан 21 размещен ,в промежутке между входным валом 2 и водилом 7 и имеет коническую кольцевую проточку 24. Барабан 2 связан с входным валом 2 посредством рукояток 3, которые закреплены в .барабане 21 и проходят через сквозны винтовые пазы, выполненные во входном вале 2. Барабан 21 установлен с возможностью осевого перемещения относительно станины 1 и входного вала 2. В коническую кольцевую проточку 24 барабана 21 введены наклонные выступы ползушек 22. Ползушки 22 размещены в Т-образных радиальных пазах 25, выполненных на станине 1. На ползушках 22 жестко закреплены сухари 23, которые- снабжены зубчатыми венцами и зафиксированы от проворотапазами 25 станины 1. Обгонные муфты 10 представляют собой имеющие шлицевые отверстия диски с выполненными на них во периметру и направленными в одну сторону углублениями,имеющими половины сегмента. Муй)ты 10 установлены-в цилиндрические гнезда дополнительного вала б и водила 7 таким образом, что сужающиеся части углублений направлены в сторону вращения выходного вала по направлению резания. В углубления обгонных муфт 10 вложены подпружиненные ролики 11. На резьбовом участке выходного вала установлена гайка 26, которая может быть закреплена на нем винтом 27.Станина 1 установлена на стойку 28,снабженную фланцем 29, направляющим при- . вод относительно обрабатываемого изделия 30. Стойка 28 и фланец 29 соединеы друг с другом при помощи штырей 31. Привод работает следующим образом. Привод с закрепленным в гнезде выходного вала 4 режущим инструментом 14 устанавливают на обрабатываемое изделие 30 так, чтобы штыри 31 зафиксировали его от проворота, и вращают рукоятки 3. При вращении рукояток 3 в направлении резания (по часовой стрелк) они скользят по винтовым пазам 12 входного вала 2 и перемещают барабан 21 гниз. В результате этого наклонные выступы ползушек 22 скользят по конической кольцевой проточке 24 барабана 21, и ползушки 22 перемещаются в направлении к оси привода, а зубчатые сухари 23 входят в зацепление с вспомогательным зубчатым венцом 16 дополнительного вала 6 и фиксируют его относительно неподвижной станины 1. Это приводит ктому, что входной вал 2, водило 7 с зубчатыми колесами 8 и дополнительный вал 6превращаются в однорядный планетарный зубчатый механизм. При дальнейшем вращении, рукоятки 3 упираются В края винтовых пазов 12 и сообщают вращение входному валу 2. Это вращение передается на зубчатые колеса 8. Зубчатые колеса 8 обкатываются по зубчатому венцу неподвижного дополнительного вала 6 и увлекают за собой водило 7. При этом скорость вращения водила 7получается ниже скорости вращения вкодного вала 2, а направления их
вращения совпадают. Вращение водила 7 приводит к тому, что ролики 11, вложенные в углубления муфты 10, установленной в цилиндрическое гнездо водила 7, закатываются в зауженную часть углублений и заклинивают водило 7 и муфту 10. Благодаря этому вращение от водила 7 передается на выходной вал 4, и установленный на нем режущий инструмент 14 получает вращение в направлении резания. Вращение выходного вала 4 передается одновременно и на другую муфту 10, установленную в цилинддэическое гнездо неподвижного дополнительного вала 6. Во время вращения.этой муфты ролики 11, расположенные в ее углублениях, выкатываются в более широкие части углублений и не препятствуют вращению выходного вала 4. Одновременно вращение входного вала 2 и выходного вала 4 в зту же сторону, но с; меньшей скоростью приводит к тому, что ходовая гайка 5 опережает выходной вал 4 и, свинчиваясь с него, со;общает вьлходному валу и режущему инструменту 14 осевое перемещение в
направлении и со скоростью осевой подачи. Рукоятки 3 вращают в направлении резания до тех пор, пока гайка 26, закрепленная на резьбовой части выходного вала 4, не упрется в ходовую гайку 5, и дальнейшее вращение рукояток 3 в этом направлении станет невозможным. Такое положение достигается при завершении процесса резания. Закончив резание, рукоятки 3 привода вращают в противоположное направление (против часовой стрелки) Это приводит к тому, что рукоятки 3 скользят по винтовым пазам 12 входного вала 2 вверх и перекющают вверх барабан 21. Благодаря этому ползушки 22 получают движение в направлении о оси привода, и зубчатые сухари 23 сначала выходят из зацепления с вспо могательным зубчатым венцом 16 дополнительного вала 6, а затем входят в зацепление с зубчатым венцом водила 7 и фиксируют его относительно неподвижной станины 1. Это приводит к тому, что однорядный планетарный механизм трансформируется в простую зубчатую передачу с внутренним за цеплением между входным валом 2 и дополнительным валом 6, в которой зубчаты колеса 8, установленные в неподвижно теперь водиле 7, выполняют функции промежуточных колес. При дальнейшем вращении рукоятки 3 упираются в края винтовых пазов 12 выходщого вала 2 (с другой стороны) и сообщают ему врапоние в направлении против часово ,стрелки. Это вращение передается через промежуточные зубчатые колеса 8 на дополнительный вал 6, и он вращается в противоположном направлении, т.е. в направлении резания (по часовой стрелке), но с большей скоростью
чем входной вал 2. Вращение дополнительного вала 6 Приводит к Тому, что ролики 11, вложенные в углубления муфты 10, установленной в цилиндрическое гнездо дополнительного вала 6, закатываются в зауженную углублений и заклинивают дополнительный вал 6 и муфту 10. Благодаря этому вращение от дополнительного вала 6 передается на выходной вал 4,и установленный на нем/режущий инструмент 14 получает ускоренное врасцение, совпадающее по направлению с вращением при резании. Вращение выходного вала передается одновременно и на муфту 10, установленную в цилиндрическое
5 гнездо неподвижного водила 7. Благодаря вращению этой муфты ролики 11, расположенные в ее углублениях, выкатываются в более широкую часть углублений и не препятствуют вращению
0 выходного вала 4. Одновременное вращение навстречу друг другу входного вала 2 и выходного вала 4 приврда1Т к тому, что ходовая гайка 5 навинчивается, на резьбовую часть выходного вала 4 и сообщает ему ускоренное
5 осевЬе перемещение обратного хода. Рукоятки 3 вращают в направлении против часовой стрелки до tex пор, пока шлицевой участок выходного вала 4 не упрется в нижний торец ходовой гайки
0 5, и дальнейщее вращение рукояток 3 в этом направлении станет невозможным. Такое положение достигается в конце обратного хода.
Изобретение обеспечивает прч ил5полнении зёнкерования, развертывания и зачистки отверстий неизменность направления вращения режу1дего инструмента, установленного на выходном валу, независимо от направления враще0ния рукояток привода, что повышает качество обработки и исключает возможность повреждения обработанной по- верхности при выполнении обратного хода. Описываемый привод обеспечивает
5 также ускоренное перемещение режущего инструмента при выполнении обратного хода и упрощает обслуживание станка, что приводит к повышению производительности обработки.
50
Формула изобретения .
Привод переносного сверлильного станка, содержащий установленные на станине входной и выходной валы, механизм осевого перемещения, резьбовой элемент которого преде1азначен для взаимодействия с резьбовым участком выходного вала, дополнительней вал, водило, муфту изменения кинематической связи между входным и выходным валами и рукоятку, отличающий с я тем, что, с целью пошлшения производительности обработки за счет обеспечения передачи крутящего момента на выходной вап без изменения направления его вращения по двум различным кинематическим цепям, входной вал, водило и дополнительньай вал выполнены полыми, а муфта изменения кинематической связи выполнена в виде барабана с конической кольцевой проточкой, предназначенной для взаимодей ствия с введенными в привод и установленными в Т-образных радиальных пазах, выполненных на станине, ползушками, несущими зубчатые сухари, предназначенные для взаимодействия с вспомогательным зубчатым венцом, выполненным на дополнительном валу, при этом выходной вап размещен внутри дополнительного вала и водила и снабжен обгонными муфтами, одна из которых предназначена для взаимодействия с водилом, а вторая - с дополнительным валом. Источники информации, принятые во внимание при экспертизе 1. Патент СССР I 2698, кл. В 23 В 45/06, опублик. 1927
r-/
в-в
f6
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ДВИГАТЕЛЬНЫЙ МАЛОГАБАРИТНЫЙ | 2017 |
|
RU2675288C1 |
| Плансуппортная расточная головка | 1989 |
|
SU1748961A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1997 |
|
RU2128277C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |