Изобретение относится к области металлообработки, в частности к нарезанию зубчатых колес, и может быть использовано во всех областях машиностроения при производстве зубчатых колес.
Известен, способ обработки зубчатых колес симметричным инструментом, получающим относительно вращакадегося колеса движение формообразования зубьев, при этом плоскость режущих кромок остается постоянно касательной к боковой поверхности нарезаемого зуба 1 3Однако известный способ имеет ограниченные возможности применения и невысокую производительность из-за прерывности обработки каждой впадины зуба.
Целью изобретения является расширение технологических возможностей и пов1лшение производительности обра-ботки зубчатых колес.
Для достижения этой цели постоянное касание кромок инструмента осуществляют по плоскости, проходящей через их образующую,, а движение формообразова.ния эубьей выполняют возвратно-поступательньви в радиальном направлении к колесу со скоростью.
согласованной со скоростью вращения ; колеса и с определяемой формой бокрвой поверхности зуба, при этом прямой ход производят к центру колеса до совмещения осей симметрии профиля инструмента и впадины между зубЬ7 ями колеса, а обратный ход - от центра до совмещения оси инструмента с осью зуба колеса.
10
При нарезании колес с эвольвентным профилем зуба скорость относительного движения формообразования в радиальном направлении выбирают пропорциональной изменению секанса угла зацепле15ния и инвалюте того же угла.
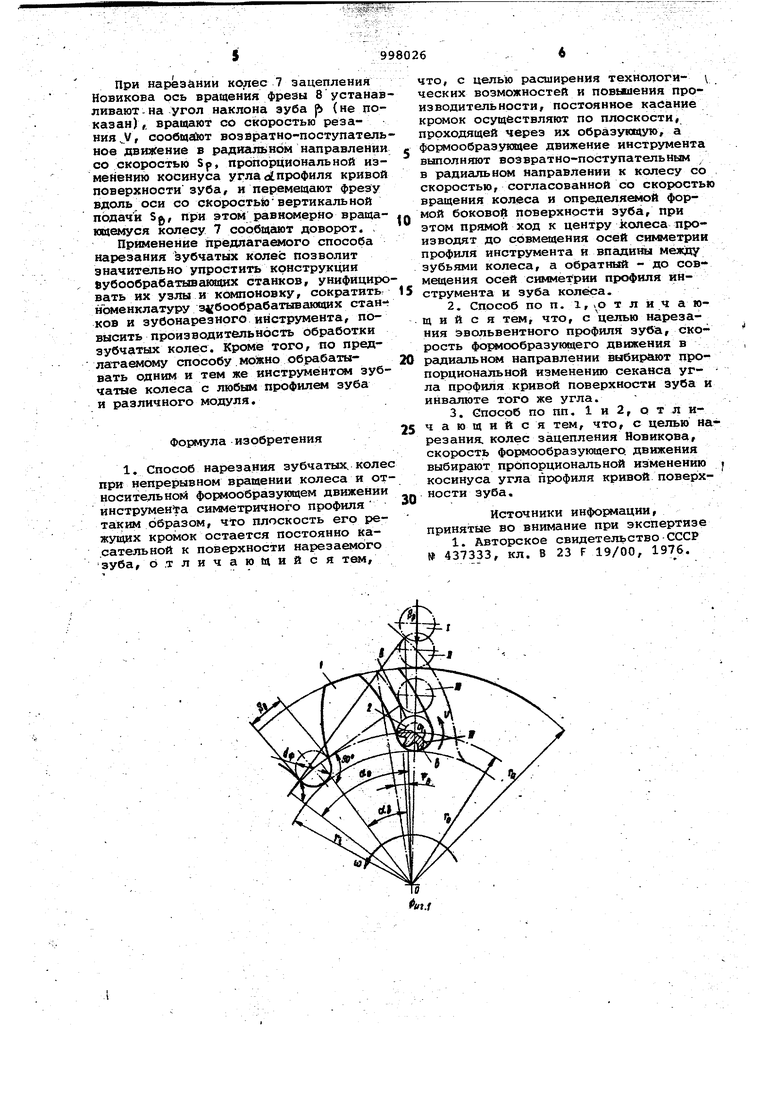
При нарезании колес зацепления Новикова скорость относительного движе- ния формообразования выбирают пропорциональной изменению косинуса угла,
20 профиля кривой поверхности зуба при )постоянной угловой скорости вращения колеса.
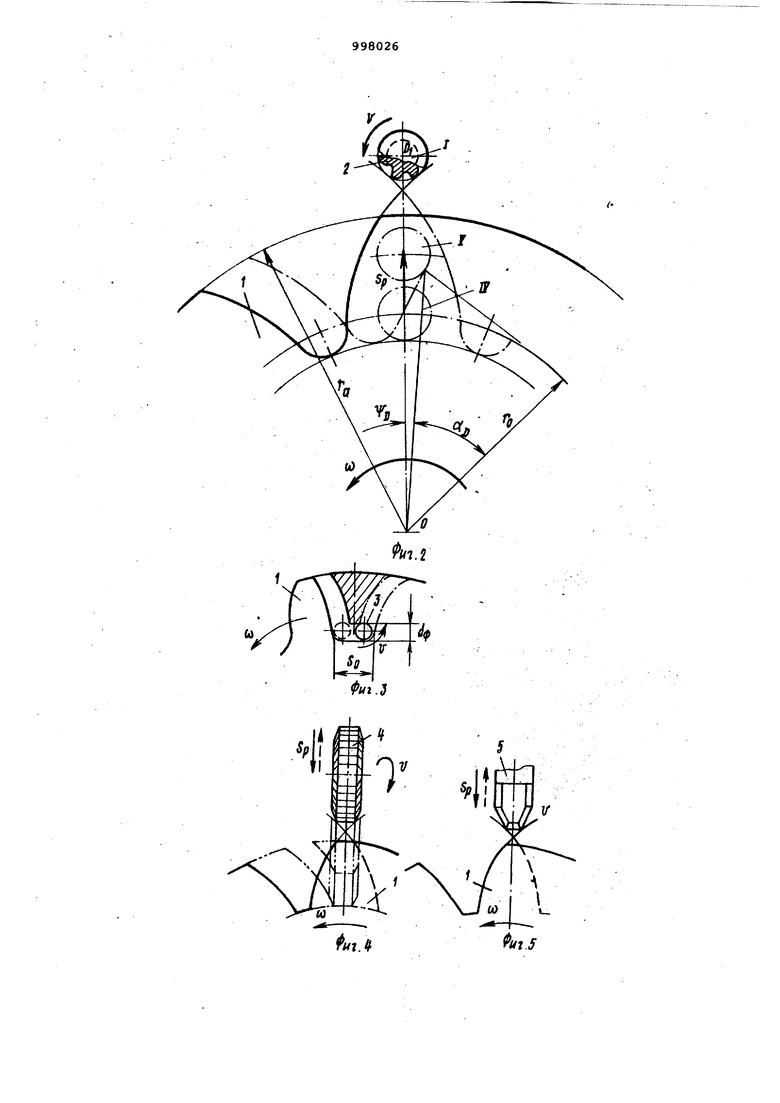
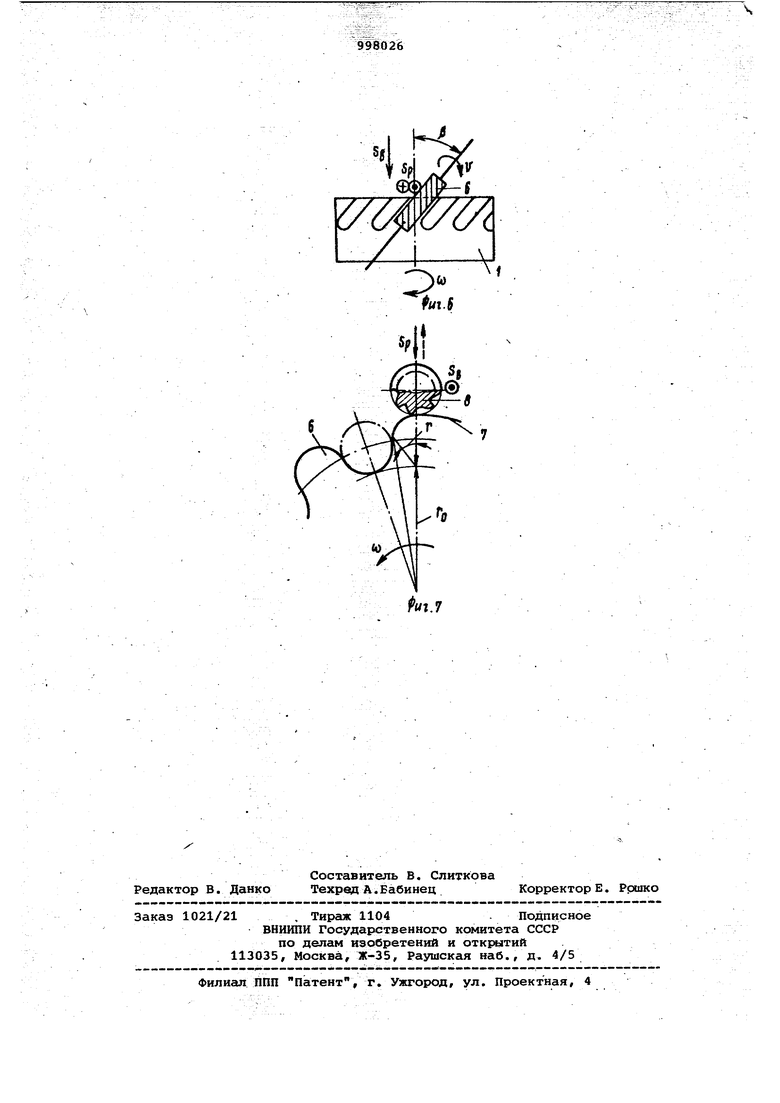
На фиг. 1 изображена сх&ла формообра,зования впадины зуба цилиндричес25кой фрезой при прямом ходе/ на фиг.2 то же, при обратном ходе, на фиг, 3 формообразование впадины инструментом, диаметр которого меньше ширины впадины зуба, на фиг. 4 - схема обра30ботки дисковой фрезой с профильными режущими кромками; на фиг. 5 - схема обработки профильным резцом на фиг. екема обработки колеса с косым зубом ц индрической фрезой; на фиг. 7 обработки зубьев колес с зацеп лением Новикова. Обработку цилиндрического зубчато го колеса 1 производят инструментом например пальцевой фрезой. В исходном положении I инструмент 5 находится от наружной поверхности обрабатьгваемого колеса 1 на расстоянии, соответствующем касанию диаметра фрезы дф обеих пересекающихся вет вей кривых, например эвольвент, очер чивающих боковые стороны профиля зуба. Межцентровая линия, проходящая через центр фрезы и центр колеса О и центр фрезы О(OO), в исходном положении инструмента 1 совпадают с осью симметрии нарезаемого зуба. Инструменту 2 сообщают вращение со ско ростью резания V и поступательное пе ремещение SP в радиальном направлени к центру колеса 1, которому сообащают вращение с угловой скоростью иУ. Скорость поступательного перемещения SP инструмента 2 согласовывают со скоростью вращения колеса по зависимости, определяемой формой боковой поверхности зуба. Для эвольвентного профиля при вращении колеса 1 с равномерной угловой скоростью (V const) скорость радиального перемещения SP пропорциональна секансу и инвалюте текущего угла профиля зуба SP и;-Гр. secot, где , - УГО поворота колеса, соответствующий текущему звольвентному участку зуба. В положении I I инструме г 2 касается наружной поверхности колеса 1. и при дальнейшем движении к центру О начинает выбирать припуск. Формообра зование эвольвентного профиля зуба начинается после прохождения центра фрезы О наружной поверхности, т.е. окружности выступов г- колёса 1. С этого момента инструмент опус тится за угол поворота колеса Ч в по ложение III и, прорезав канавку по ш рине диаметра фрезы dф сформирует эвбльвентный участок зуба с углом профиля, определяемым разностью угло полного эвольвентного участка р и участка в положений III otaU- do После прохождения центра Of инстру мента наружной поверхности колеса об разукяцая режущих кромок инструмента находится в плоскости (Ь-Ь, для положения В) , касакмцейся боковой поверхности нарезаемого зуба. Полный участок эвольвентного профиля сформируется при прохождеНИИ фрезы в положение IV, когда центр фрезы О будет находиться на основно окружности радиусом г„ , а линия цент ров О -О проходить по оси симметрии впадины зуба. При этом сформируетсяj круглое дно впадины зуба радиусом фрезы и шириной SP - d(j,. Наименьший радиус равен г . После выхода инструмента. 2 на ось симметрии впадины между зубьями кол.еса 1 направление его радиального перемещения изменяют на противоположное, - от центра колеса при неизменном направлении вращения последнего иы. Из положения IV реверса инструмент последовательно перемещается по линии О-О через промежуточное по ожение V в исходное I со скоростью радиального хода Sp, изменяющейся по тому же закону, что и при прямом ходе. При этом-формообразуется вторая ветвь.эвольвенты, очерчивающая правую сторону впадины зуба. Затем цикл повторяется для следующего зуба, ив процессе вбзвратно-поступатeльi ыx ходов инструмента в радиальном направлении к колесу при непрерывном вращении последнего обрабатывается зубчатый, венед. Обработка инструментом в виде цилиндрической фрезы особенно эффективна для крупномодульных зубчатых колес, так как уменьшается доля срезаемого материала ко всему объему впадины зуба за сч.ет трепанирующего резания, т.е. вырезанию средечника впадины. При применении фрезы 3 с диаметром d(|) меньше ширины впадины зуба S колеса 1, т,е. djj) SQ , в момент касания фрезой окружности впадин зубьев колеса ,1 радиальное перемещение Sp отключйют, а вращение колеса со скоростью О) продолжают до тех пор, пока фреза не обработает всю ширину впадины колеса (фиг. 3). После чего снова реверсируют перемещение Sp в обратном направлении. В этом случае явление трепанации и вырезание середины зуба н|11более эффективно. Такой закон движения задается специальным -профилем кулака радиального хода фрезы. Для обработки зубчатых колес по предлагаемому способу могут быть применены фрезы с с профильными режущими кромками 4, которые при обработке перемещают схэ скоростью S в радиальном направлений к колесу 1, а также подобного профиля резцы 5, которым сообщают возвратно-поступательное движение вдоль нарезаемого зуба колеса со скоростью резания. При нарезании цилиндрических колес с косым зубом ось вращения фрезы б наклоняют на угол р , равный углу наклона зуба колеса 1, сообщают ей вращение со скоросвью резания V, возвратно-поступательное движение формообразования зуба в радиальном направлении Sp и вертикальную подачу Sg вдоль нарезаемого колеса 1. При этом колесу сообщают доворот, который обеспечивает согласованное положение фрезы относительно нарезаемых зубьев колеса по всей ширине колеса 1. При нареэйнии колес 7 зацепления Новикова ось вращения фрезы 8 устанав ливают - на угол наклона зуба |Ь (не показан),. вращают со скоростью резания V, сообщат возвратно-поступатель ное движение в радигш&нсш направлении со скоростью Sp, пропорциональной изменению косинуса угла dt профиля кривой поверхностизуба, и перемещают фрезу вдоль;оси со скоростьйвертикальной подачи Sg, при этом равномерно вращаюцемуся колесу 7 сооб&(ают доворот. , Применение предлагаемого способа нарезания зубчатых колес позволит значительно упростить конструкции бубообрабатываквдих станков, унифициро вать их узлы и компоновку, сократить номенклатуру з4 бообрабатывающих станков и зубонарезного инструмента, повысить производительность обработки зубчатых колес. Кроме того, по предлагаемому способу моЛнообрабатывать одним и тем же инструментом зубчатые колеса с любым профилем зуба и различного модуля. Формула изобретения 1. Способ нарезания зубчатых, колес при непрерывном вращении колеса и относительной формообразующем движении инструмента симметричного профиля таким образом, что плоскость его режущих кромок остается постоянно касательной к поверхности нарезаемого зуба, О.тличающийся тем. что, с целью расширения технологи- ческих возможностей и повьшения производительности, постоянное касание кромок осуществляют по плоскости, проходящей через их образующую, а формообразукадее движение инструмента выполняют возвратно-поступательным в радиальном направлении к колесу со скоростью, согласованной со скоростью вращения колеса и определяемой формой боковой поверхности зуба, при этом прямой ход к центру koneca производят до совмещения осей симметрии профиля инструмента и впадины между зубьями колеса, а обратный - до совмещения осей симметрии профиля инструмента и зуба колёса. 2.Способ по п. 1, о т л И ч а ющ и и с я тем, что, с целью нарезания эвольвентного профиля зуба, скорость формообразующего движения в радисшьном направлении выбирают пропорциональной изменению секанса уг- ла профиля кривой поверхности зуба и инвалюте того же угла. 3.Способ по пп. 1 и 2, о т л ичающийся тем, что, с целью нарезания, колес зацепления Новикова, скорость формообразующего движения выбирают пропорциональной изменению косинуса угла профиля кривой поверхности зуба. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 437333, кл. В 23 F 19/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания зубчатых колес | 1983 |
|
SU1146151A2 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| Способ нарезания косозубых торцовых колес фрезой | 1990 |
|
SU1798063A1 |
| Способ нарезания эвольвентной части профилей зубьев зубчатых колес методом геометрического построения эвольвенты | 1990 |
|
SU1764873A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2004 |
|
RU2275277C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |