Изобретение относится к области технологических процессов по изготовлению зубчатых колес с криволинейными зубьями для зубчатой передачи, в частности с передаточным числом, равным единице, и шевронной арочной зубчатой передачи.
Известен способ обработки круговых зубчатых колес цилиндрической передачи, при котором одна окружность колеса цилиндрической зубчатой передачи совмещает делительную и основную окружности и окружность нижних активных точек. В результате инструмент-цилиндр, перемещаясь по прямой, оформляет сторону зуба в виде эвольвентной кривой, развернутой от основной окружности. Для формирования второй стороны зуба осуществляют обратное движение инструмента и зубчатого колеса с обкаткой зубьев по эвольвентной кривой, при этом радиус производящей рейки - одинаковый в обоих случаях (SU, А.С. №785569, кл. F 16 H, 1/08 опубл. 1980 г.).
Недостатком известного способа является то, что имеются значительные ограничения по диаметру режущего инструмента для данной ширины зубчатого колеса, а также трудно добиться коэффициента перекрытия для двух пар зубьев и более.
Известен способ обработки круговых зубьев колес цилиндрических и винтовых передач, принятый за прототип, инструментом, вращающимся вокруг собственной оси, перекрещивающейся в пространстве с осью вращающейся заготовки, в условиях их относительного сложного движения, когда обработку производят методом непрерывного деления с применением инструмента со спиральной формообразующей поверхностью, причем угол скрещивания осей инструмента и заготовки выбирают равным 90°, а инструмент (заготовку) приводят в относительное прямолинейное движение в направлении, перпендикулярном оси вращения заготовки (инструмента) (SU, А.С. №282897, кл. B 23 F, 9/02 опубл. 1970 г.).
Недостаток известного способа заключается в том, что при таком способе в зубчатой передаче имеется разновеликость в одном сечении (как по нормали к рабочей поверхности, так и параллельно торцу зубчатого колеса) ширины впадины и толщины соответствующего зуба, что приводит не только к разнопрочности зубьев по их длине, но и ухудшению условий зацепления вследствие разности зазоров в разных сечениях контактируемых зубьев смежных зубчатых колес. Указанным способом зубчатые колеса нарезаются по одному экземпляру, т.е. каждое колесо отдельно.
Техническим результатом изобретения является повышение производительности изготовления зубчатых колес за счет одновременного нарезания зубьев двух зубчатых колес зубчатой передачи и повышения нагрузочной способности ее за счет высокого коэффициента осевого перекрытия, получаемого при нарезании этих зубчатых колес по предложенному способу изготовления зубчатых колес.
Указанный технический результат достигается тем, что по способу изготовления зубчатых колес, который заключается в том, что нарезают зубья заготовки зубчатого колеса режущим инструментом при его поступательном перемещении и вращающимся вокруг собственной оси, перекрещивающейся в пространстве над прямым углом с осью вращения заготовки зубчатого колеса и их относительного прямолинейного движения в направлении, перпендикулярном оси вращения заготовки, нарезают одновременно зубья с криволинейной в продольном направлении формой зубьев и переменным углом наклона линии зубьев двух заготовок соосно установленных зубчатых колес, между которыми устанавливают технологическую втулку длиной α, определяемой из соотношения
α=dpsin0,5ϕ-2b,
где dp - диаметр установки резцов режущего инструмента,
ϕ - угол развертки арочного зуба в плоскости вращения инструмента,
b - ширина каждой заготовки зубчатого колеса,
и с наружным диаметром меньше диаметра впадин зубьев нарезаемых колес, а вращение заготовок зубчатых колес связывают только с относительным поступательным движением инструмента.
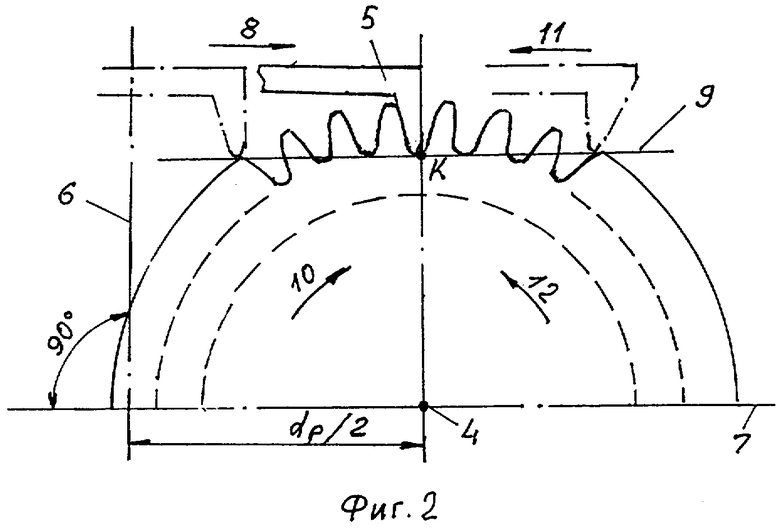
На фиг.1 представлена схема формообразования зубьев при нарезании зубчатых колес.
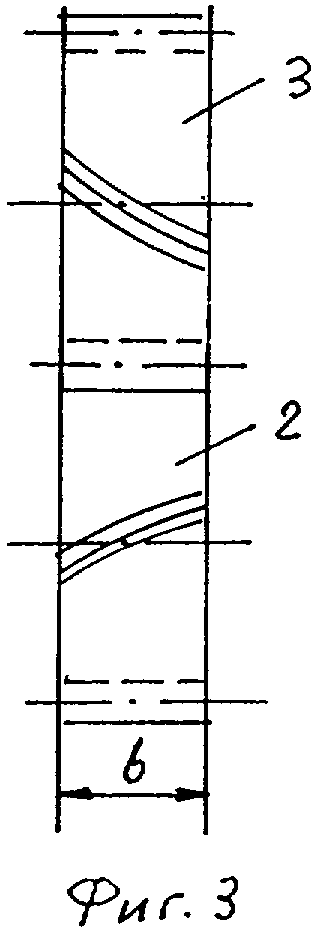
На фиг.2 представлена схема поступательного перемещения инструмента при нарезании зубчатых колес.
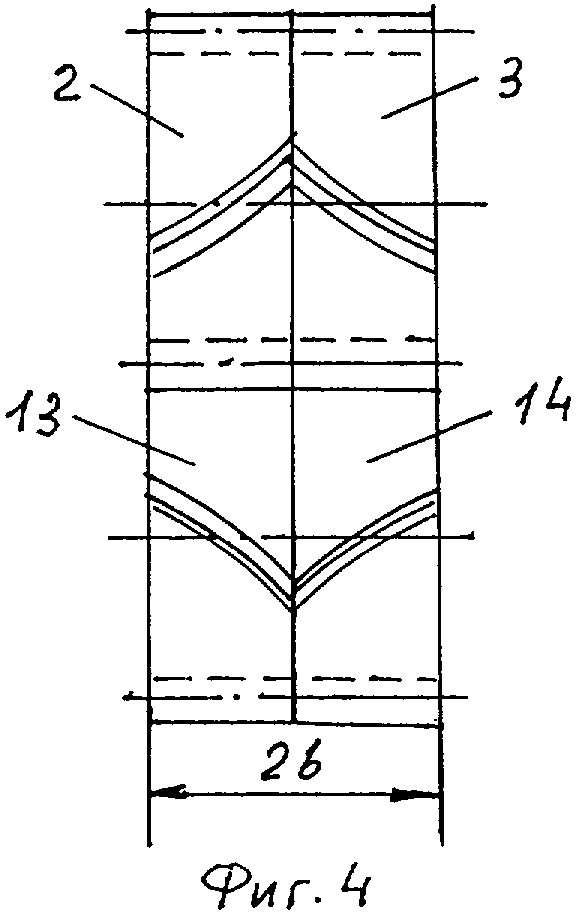
На фиг.3 изображена зубчатая передача из двух одновременно нарезанных зубчатых колес, установленных на параллельных осях.
На фиг.4 изображена зубчатая передача из одновременно нарезанных двух зубчатых колес, установленных соосно и являющихся частью шевронной арочной передачи.
Устройство для реализации предлагаемого способа (фиг.1 и 2) состоит из технологической втулки 1 длиной α, устанавливаемой между двумя заготовками нарезаемых зубчатых колес 2 и 3, каждое шириной b, с общей осью 4 вращения, режущего инструмента 5 (резцовых головок), имеющего диаметр dp установки резцов и ось 6 вращения, причем ось 6 вращения режущего инструмента и ось 4 вращения заготовок колес 2 и 3 находятся под прямым углом, а ось 6 вращения инструмента 5 лежит на оси 8 поступательного перемещения инструмента 5, перпендикулярной оси вращения заготовок зубчатых колес 2 и 3 и инструмента 5, и находится в плоскости, проходящей через середину втулки 1 и параллельной ее торцам и, следовательно, торцам заготовок зубчатых колес 2 и 3.
В этом способе при нарезании выпуклых сторон зубьев стрелкой 8 указано перемещение инструмента 5 вдоль оси 7 в одном направлении, а линией 9 указано движение формообразующей точки инструмента 5, при этом стрелкой 10 обозначено направление вращения заготовок колес 2 и 3 по часовой стрелке.
А для нарезания вогнутых сторон всех зубьев показано перемещение в обратном направлении инструмента 5 по стрелке 11, при этом стрелкой 12 показано вращение заготовок колес 2 и 3 в обратную сторону, т.е. против часовой стрелки.
Способ осуществляется следующим образом.
Нарезают (фиг.1 и 2) одновременно режущим инструментом 5 зубья с криволинейной в продольном направлении формой зубьев и переменным углом наклона линии зубьев двух заготовок соосно установленных зубчатых колес 2 и 3, между которыми устанавливают технологическую втулку 1 длиной α, определяемой из соотношения:
α=dpsin0,5ϕ-2b, где
dp - диаметр установки резцов режущего инструмента 5;
ϕ - угол развертки арочного зуба колес 2 и 3 в плоскости вращения инструмента 5;
b - ширина каждой заготовки зубчатых колес 2 и 3.
При этом наружный диаметр втулки 1 меньше диаметра впадин зубьев нарезаемых колес 2 и 3.
Зубонарезание начинают с касания инструмента 5 поверхности заготовок колес 2 и 3. В дальнейшем формообразование зубьев ведут при поступательном перемещении инструмента 5 вдоль оси 7 в тангенциальном направлении, указанном стрелкой 8, с одновременным его вращением вокруг собственной оси 7, перекрещивающейся в пространстве под прямым углом с осью 4 вращения заготовок зубчатых колес 2 и 3 и их относительного прямолинейного движения в направлении 8 (или 11), перпендикулярном оси 4 вращения заготовок зубчатых колес 2 и 3.
Вращение заготовок зубчатых колес 2 и 3 связывают с относительным поступательным движением инструмента 5 путем контакта его с формируемым профилем зубьев, а формирование профиля зубьев ведут режущим инструментом 5 с нулевым контуром инструментальной рейки.
При этом формообразующая точка инструмента 5 движется по одной стороне профиля зуба, одновременно описывая окружность диаметром dp, а заготовки колес 2 и 3 находятся в зацеплении с резцами инструмента 5 и вследствие этого вращаются, например, по часовой стрелке 10. В точке К на линии 9 заканчивают формирование одной (выпуклой) стороны зубьев. Затем, отводя инструмент 5 в исходное положение, производят поворот (переделение) заготовок 2 и 3 на угол, соответствующий шагу зуба по основной окружности, и процесс повторяют вновь - до нарезания аналогичной (выпуклой) стороны следующего зуба.
После нарезания всех выпуклых сторон всех зубьев на режущем инструменте 5 взамен примененных резцов устанавливают резцы с симметрично (зеркально) расположенными режущими поверхностями относительно диаметра dp и ведут нарезание вогнутых сторон всех зубьев. При этом обработку зубьев ведут поступательным перемещением инструмента 5 по той же линии 9, параллельной оси 7, но в обратном направлении, т.е. по стрелке 11, вследствие чего заготовки колес 2 и 3 против часовой стрелки поворачиваются по стрелке 12.
В обоих случаях вращение заготовок зубчатых колес 2 и 3 кинематически не связано с вращением инструмента 5, а лишь с его поступательным движением, что способствует свободному обкату и формированию эвольвентного профиля зубьев. После нарезания всех зубьев зубчатых колес 2 и 3 технологическую втулку 1 удаляют.
При нарезании указанным способом одновременно получают два зубчатых колеса, нарезанных с одной установки и вследствие этого имеющих одинаковые параметры, причем одно колесо 2 является зеркальным отражением другого 3. Зубчатые передачи из колес, изготовленных предложенным способом, показаны на фиг.3 и 4.
Зубчатая передача (фиг.3) состоит из двух одновременно нарезанных, находящихся в зацеплении и установленных на параллельных осях цилиндрических зубчатых колес 2 и 3 с эвольвентным профилем зубьев, криволинейной в продольном направлении и симметричной относительно линии зацепления зубьев, с переменным углом наклона линии зубьев. Сопряженные зубчатые колеса 2 и 3, установленные на параллельных осях, составляют зубчатую передачу с передаточным числом, равным единице, которая эффективно может быть применена, например, в шестеренных насосах.
Эти же колеса 2 и 3, установленные соосно (фиг.4), могут составить вместе с находящимися с ними в зацеплении сопряженными колесами 13 и 14 шевронную арочную зубчатую передачу.
При вращении, например, зубчатого колеса 2 (фиг.3) его зубья входят во впадины зубчатого колеса 3 и начинают передавать вращающий момент зубчатому колесу 2. При этом за счет большого угла наклона зубьев, следовательно, большого осевого коэффициента перекрытия контактирует, не менее двух пар зубьев, что позволяет передавать более высокую нагрузку, чем при однопарном зацеплении. Аналогично зацепление зубьев осуществляется на зубчатых колесах, изображенных на фиг.4.
Зубчатая передача, нарезанная указанным выше способом, обладает более высоким коэффициентом осевого перекрытия и улучшенными условиями контакта и, следовательно, более высокой нагрузочной способностью и плавностью работы, чем известные арочные передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074062C1 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ПЕРЕДАЧИ | 2012 |
|
RU2510472C1 |
| АРОЧНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092725C1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| ЗУБОРЕЗНАЯ ФРЕЗА, КОНЦЕВАЯ ФРЕЗА И СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2012 |
|
RU2593882C2 |
Изобретение относится к области изготовления зубчатых колес с криволинейными зубьями для зубчатой передачи, в частности с передаточным числом, равным единице, и шевронной арочной зубчатой передачи. Способ заключается в том, что нарезают зубья заготовки зубчатого колеса режущим инструментом при его поступательном перемещении и вращающимся вокруг собственной оси, перекрещивающейся в пространстве под прямым углом с осью вращения заготовки и их относительного прямолинейного движения в направлении, перпендикулярном оси вращения заготовки. Для повышения производительности изготовления и нагрузочной способности зубчатых колес нарезают зубья с криволинейной в продольном направлении формой и переменным углом наклона линии зубьев двух заготовок соосно установленных зубчатых колес, между которыми устанавливают технологическую втулку длиной, определяемой из приведенного соотношения, и с наружным диаметром меньше диаметра впадин зубьев нарезаемых колес, а вращение заготовок зубчатых колес связывают только с относительным поступательным движением инструмента. 4 ил.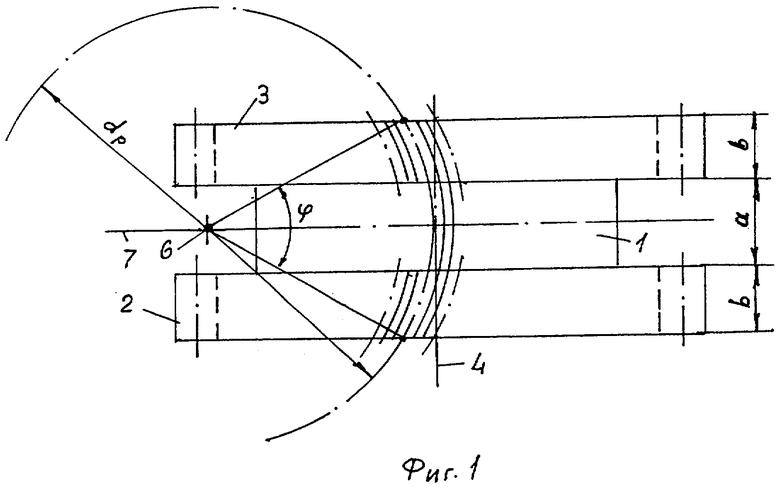
Способ изготовления зубчатых колес, включающий нарезание зубьев заготовок зубчатых колес режущим инструментом при его поступательном перемещении и вращающимся вокруг собственной оси, перекрещивающейся в пространстве под прямым углом с осью вращения заготовки зубчатого колеса и их относительного прямолинейного движения в направлении, перпендикулярном оси вращения заготовки, отличающийся тем, что нарезают одновременно зубья с криволинейной в продольном направлении формой и переменным углом наклона линии зубьев двух заготовок, соосно установленных зубчатых колес, между которыми устанавливают технологическую втулку длиной "α", определяемой из соотношения:
α=dpsin0,5ϕ-2b,
где dp - диаметр установки резцов режущего инструмента;
ϕ - угол развертки арочного зуба в плоскости вращения инструмента;
b - ширина каждой заготовки зубчатого колеса,
и с наружным диаметром меньше диаметра впадин зубьев нарезаемых колес, а вращение заготовок зубчатых колес связывают только с относительным поступательным движением инструмента.
| СПОСОБ ОБРАБОТКИ КРУГОВЫХ ЗУБЬЕВ КОоПЕС ЦИЛИНДРИЧЕСКИХ И ВИНТОВЫХ ПЕРЕДАЧ | 0 |
|
SU282897A1 |
| Цилиндрическая зубчатая передача | 1978 |
|
SU785569A1 |
| Способ нарезания цилиндрических зубчатых колес с криволинейными по длине зубьями | 1989 |
|
SU1726169A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ | 1993 |
|
RU2076022C1 |
| US 4211511 A, 08.07.1980. | |||

