(54) ШШ1ИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА
gjp
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для огневой зачистки металла | 1973 |
|
SU474407A1 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА | 1966 |
|
SU181031A1 |
| Машина для огневой зачистки горячего металла в потоке прокатного стана | 1976 |
|
SU603519A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| КОНТАКТНОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ ГАЗОРЕЖУЩИХ ГОЛОВОК МАШИНЫ ОГНЕВОЙ ЗАЧИСТКИ | 1965 |
|
SU168248A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО МЕТАЛЛА В ПОТОКЕ ОБЖИМНОГО СТАНА | 1973 |
|
SU405617A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Машина для огневой зачистки металла | 1976 |
|
SU599875A1 |
Изобретение относится к черной металлургии и может быть применено в прокатном производстве.
По основному авт. св. № 474407 известна машина для огневой зачистки металла, содержащая стойки с газорежущими блоками, шарнирно связанными с Компенсирующими рычагами, в свою очередь шарнирно закрепленными на . стойках, и приводной корпус для размещения газорежущих блоков, установленный между стойками и уравновешенный при помощи груза, при этом каждый коктенсирующий рычаг шарнирно связан с приводом
Известная машина не позволяет начинать зачистку заготовок с головной части, так как газорежущие блоки не устанавливаются в размер, равный сечению зачищаемой заготовки плюс 5-10 Мм ( что необходимо для зачистки с головной части ), а зачистка начинается после посадки газорежущих блоков на заготовку, поверхность которой является как бы ограничителем дальней, шего движения газорежущих блоков. Поэтому головная часть заготовки в месте посадки газорежущих блоков, на заготовку остается незачищенной на длину 150-200 мм и идет в отход.
Целью изобретения является расширение технологических воз1июжностей машины путем устранения незачищенных участков заготовки в начале обработки.
Поставленная цель достигается тем, что машина снабжена кронштейном, закрепленным на одной ив стоек со стороны гильзы, и пневмогидроцилиндрами закрепленными на кронштейне, прм этом
10 машина снабжена подвижной плитой, закрепленной на штоках пневмогидроцйлиндров и оснащенной регулировочными винтами, взаимодействующими через . гильзу и ксжтенсирующие рычаги с га15 зорёжущйми блоками.
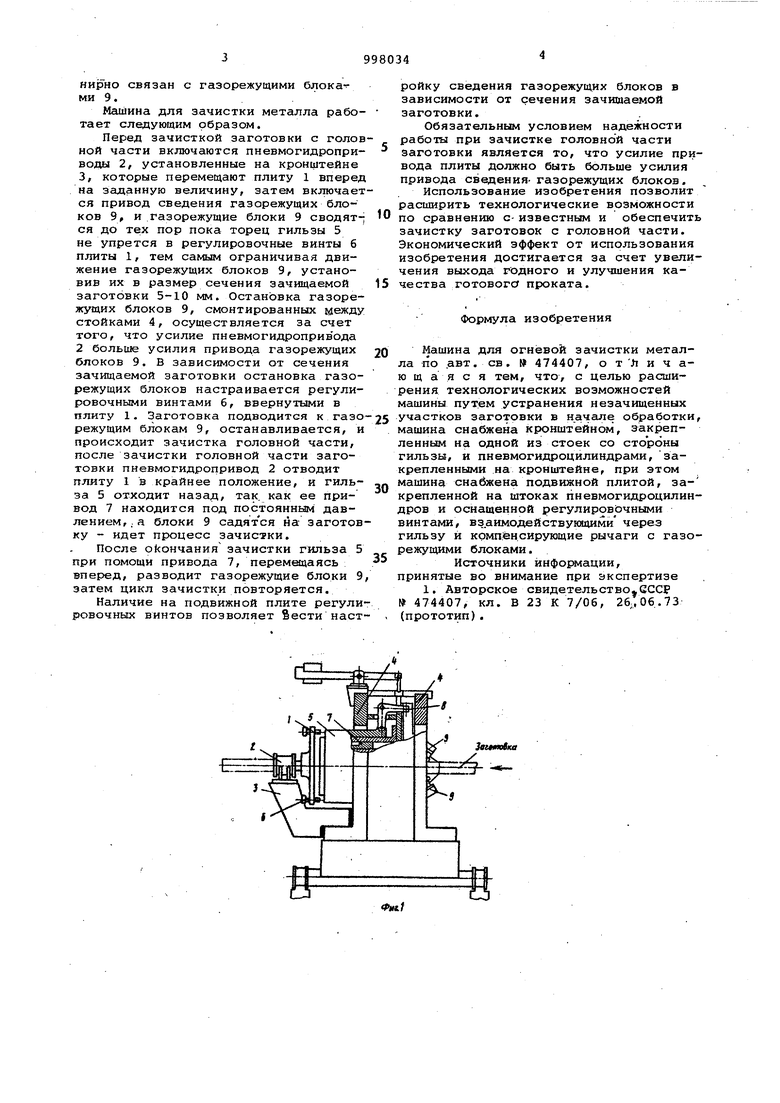
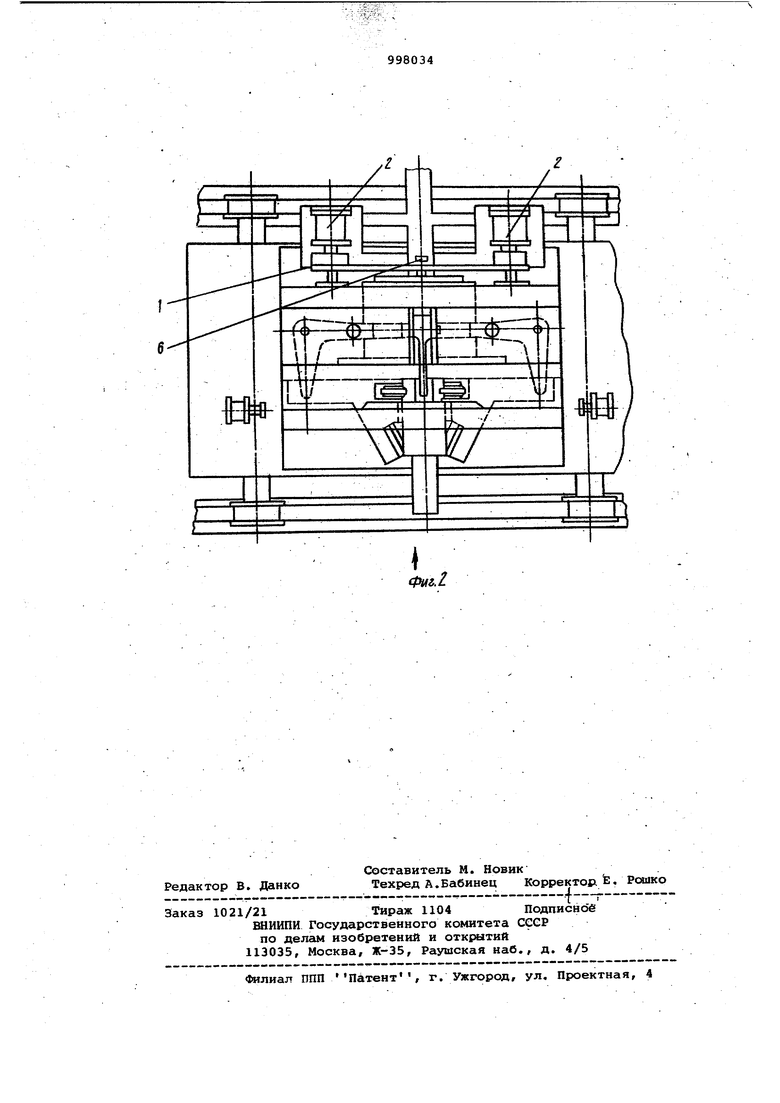
На фиг.- 1 показана машина, общий вид; на фиг. 2 - то же, вид сверху (повернуто).
20
Машина для огневой зачистки металла оснащена подвижной плитой 1, соединенной со штоками пневмогидроприводов 2, неподвижно закрепленных на кронштейне 3, крторый в свою очередь
25 неподвижно укреплен на стойке 4 со стороны гильзы 5, подвижная плита несет на себе два регулировочных винта 6. служащие для ограничения двиуке кя привода 7, который через гиль30зу 5 и компенсирующие рычаги 8 шарнирно связан с газорежущими блока-г ми 9. Машина для зачистки металла работает следующим образом. Перед зачисткой заготовки с голов ной части включаются пневмогидроприводаа 2, установленные на кронштейне 3, которые перемещают плиту 1 вперед на заданную величину, затем включает ся привод сведения газорежущих блоков 9, и газорежущие блоки 9 сводят-ся до тех пор пока торец гильзы 5 не упрется в регулировочные винты б плиты 1, тем самым ограничивая движение газорежущих блоков 9, установив их в размер сечения зачищаемой заготовки 5-10 мм. Остановка газорежуадих блоков 9, смонтированных между стойками 4, осуществляется за счет того, что усилие пневмогидропривода 2 больше усилия привода газорежущих блоков 9. В зависимости от сечения зачищаемой заготовки остановка газорежущих блоков настраивается регулировочными винтами 6, ввернутыми в плиту 1, Заготовка подводится к газо режущим блокам 9, останавливается, и происходит зачистка головной части, после зачистки головной части заготовки пневмогидропривод 2 отводит плиту 1 в крайнее положение, и гильза 5 отходит назад, так. как ее привод 7 находится под постоянным давлением,; а блоки 9 садятся на заготов ку - идет процесс зачистки. После okoнчaния зачистки гильза 5 при помощи привода 7, перемещаясь вперед, разводит газорежущие блоки 9 затем цикл зачистки повторяется. Наличие на подвижной плите регули ровочных винтов позволяет Йести наст
-ЕЕ
Г ройку сведения газорежущих блоков в зависимости от сечения зачищаемой заготовки. Обязательным условием надежности работы при зачистке головной части заготовки является то, что усилие привода плиты должно быть больше усилия привода сведения- газорежущих блоков. Использование изобретения позволит расширить технологические возможности по сравнению с- известным и обеспечить зачистку заготовок с головной части. Экономический эффект от использования изобретения достигается за счет увеличения выхода годного и улучшения качества готового проката. Формула изобретения Машина для огневой зачистки металла по авт. ев. № 474407, о тЛ и ч аю щ а я с я тем, что, с целью расширения технологических возможностей машины путем устранения незачищенных участков заготовки в начале обработки, машина снабжена кронштейном, закрепленным на одной из стоек со стороны гильзы, и пневмогидроцилиндрами,закрепленными на кронштейне, при этом машина снабжена подвижной плитой, закрепленной на штоках пневмогидродилиндров и оснащенной регулировочными винтами, взаимодействующими через гильзу и компенсирующие рычаги с газорежущими блоками. Источники инфо вдации, принятые во внимание при экспертизе 1. Авторское свидетельство есСР 474407/ кл. В 23 К 7/06, 26;,06.73 (прототип).
