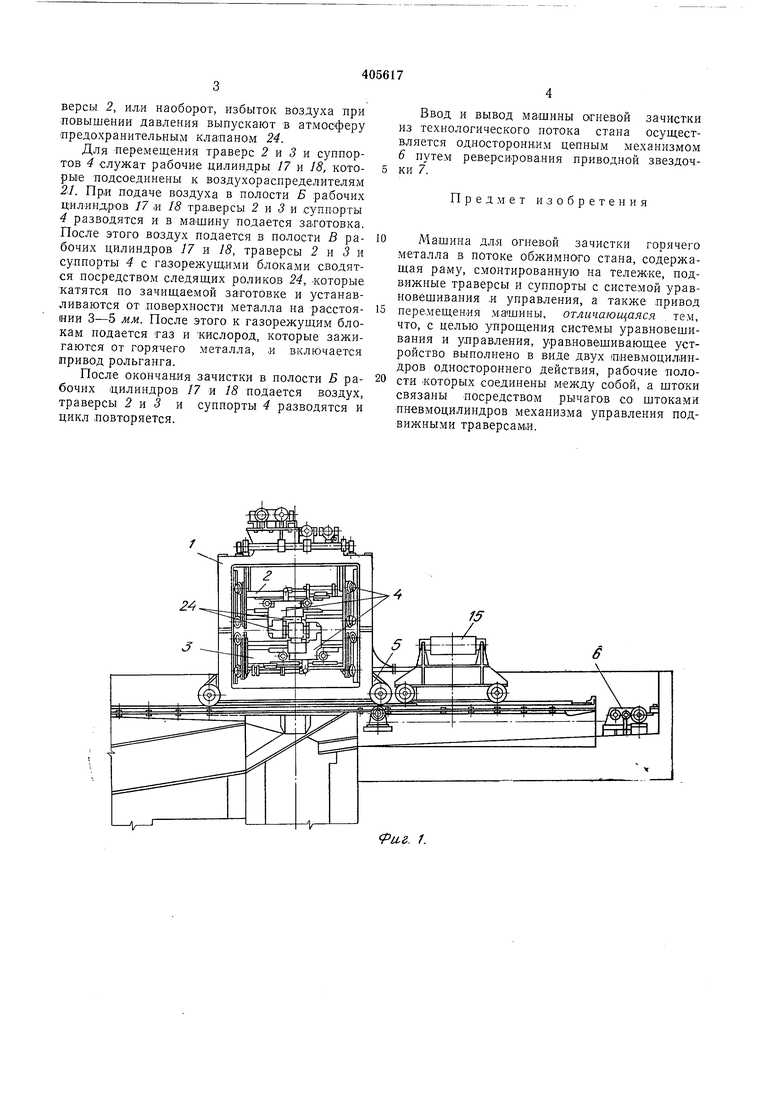
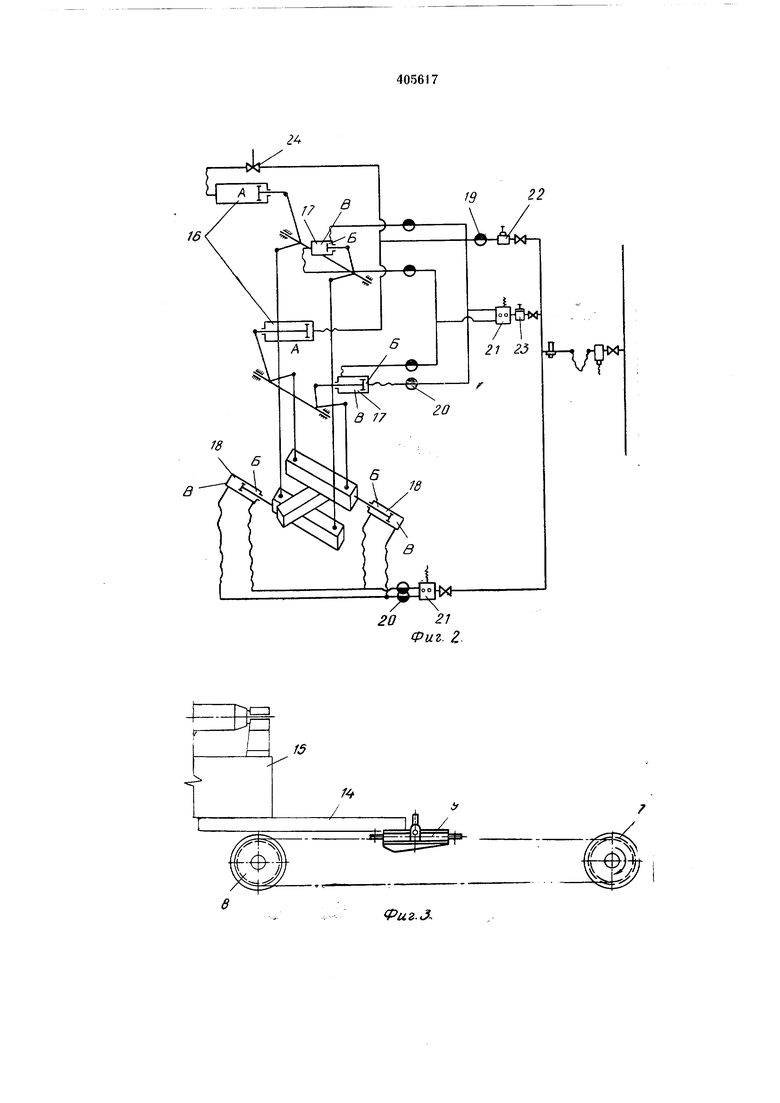
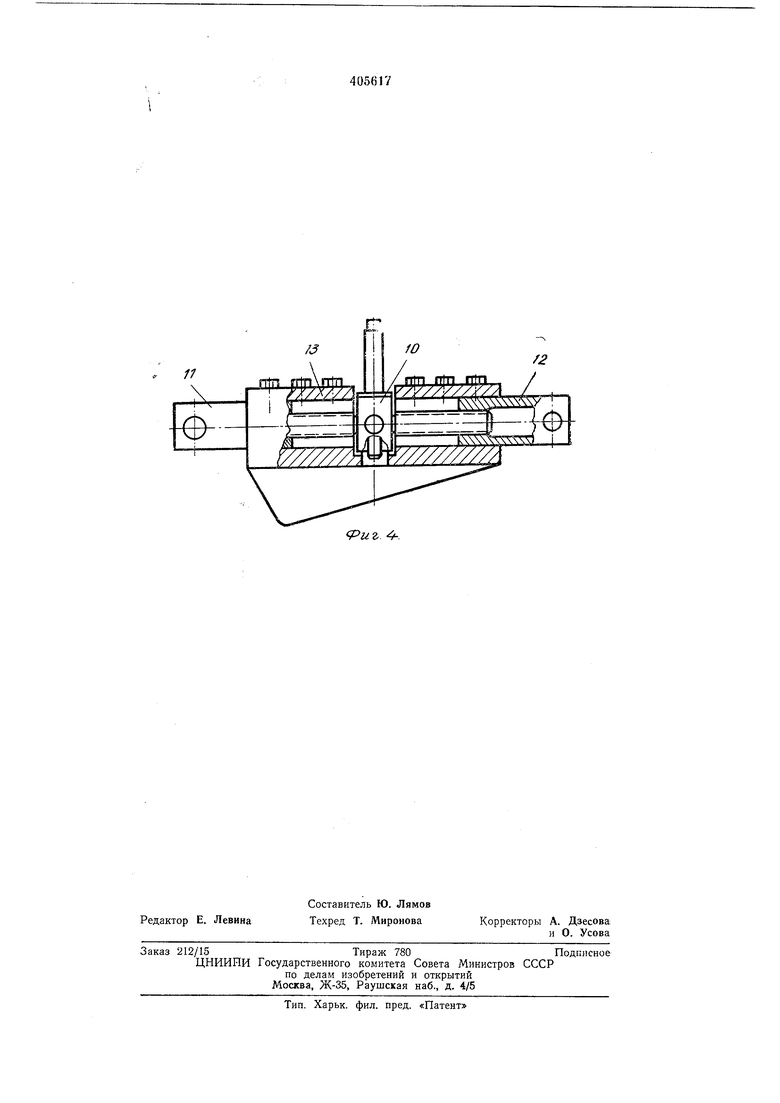
Известны машины для огневой зачистки горячего металла, содержащие раму, смонтированную на тележке, подвижные траверсы и суппорты с системой уравновешивания и управления, а та«же привод перемещения машины. Цель .изобретения - упрощение системы уравновешивания .и управления. Эта цель достигается тем, что уравновешивающее устройство выполнено в виде двух пиевмоцилиндров одностороннего действия, рабочие полости которых соединены друг с другом, а штоки связаны посредством рычагов со штоками пневмоцилиндров рычагов со щтоками пнев.моцилиндров механизма управления подвижными траверсами. На фиг. 1 показано предлагаемое устройство, общий вид; «а фиг. 2 - схема привода подвижных траверс; на фиг. 3-4 - механизм пере.мещеиия машин. Машина огневой зачистки состоит из рамы 1, в которой .монтированы подвижные верхняя 2 и нижняя 3 траверсы. По траверса.м в горизонтальной плоскости перемещаются суппорты 4 с газорежущими блоками. Рама машины смонтирована «а тележке 5, которая передвигается по . рельсам перпендикулярно оси прокатки с помощью одностороннего цепного механизма 6, состоящего из приводной 7 и не приводной 8 звездочек и натяжного стройства 9. Натяжное устройство снабжено винто.м JO с левой .и правой резьбой я штангами U и 12, .которые пере.мещаются по направляющим J3. Натяжное устройство крепится к штанге 14 тележки с холостым роликом J5, соединенного с рамой .ма1шины огневой зачистки. Тележка с холостым роликом ставится в прое.м между рольгангом, если машина огневой зачисткл .металла выведена из технологического потока. Для уравновешивания и перемещения траверс 2 и 5 и перемещения суппортов 4, применена пневматическая система, состоящая из уравновешивающих цилиндров 16, рабочих дил.ИНдров 17 а 18, дросселей 19 и 20, воздухораспределителей 21, регуляторов давления 22 V. 23 -л предохранительного клапана 24. Полное уравновешивание верхней 2 и нижней 3 траверс с суппортами 4 и газорежущим,и блоками достигается изменением давления воздуха, который подается в уравновешивающие цилиндры 16 регуляторами давления 22. Оба уравновешивающие цилиндра соединены между собой, причем, при перемещении траверс воздух из рабочей полости А уравновешивающего пиев.моцилиндра 16 нижней траверсы 3 переходит в рабочую полость А уравновешивающего пневмоцилиндра верхней траверсы 2, ил.и наоборот, избыток воздуха при повышении давления выпускают в атмосферу предохранительным клапаном 24.
Для перемещения траверс 2 и 5 и суппортов 4 служат рабочие цилиндры 17 и 18, которые подсоединены к воздухораспределителям . При подаче воздуха в полости Б рабочих цилиндров 17 (И 18 траверсы 2 и 5 и суппорты 4 разводятся и в машину подается за.готовка. После этого воздух подается в полости Б рабочих цилиндров 17 и 18, траверсы 2 н 3 н суппорты 4 с газорежущлми блоками сводятся посредством следящих роликов 24, которые катятся по зачищаемой заготовке и устанавливаются от поверхности металла на расстоянии 3-5 мм. После этого к газорежущим блокам подается газ и кислород, которые зажигаются от горячего металла, .и включается привод рольганга.
После окончания зачистки в полости Б рабочих -цилиндров 17 и 18 подается воздух, траверсы 2 и 5 и суппорты 4 разводятся и цикл повторяется.
Ввод и вывод машины огневой зачистки из технологического потока стана осуществляется односторонним цепным механизмом 6 путем реверсирования приводной звездочки 7.
Предмет изобретения
Машина для огневой зачистки горячего металла в потоке обжимного стана, содержащая раму, смонтированную на тележке, подвижные траверсы и суппорты с системой уравновешивания .и управления, а также привод
перемещения машины, отличающаяся тем, что, с целью упрощения системы уравновещивания и управления, уравновещивающее устройство выполнено в виде двух ппевмоцилиндров одностороннего действия, рабочие полости Которых соединены между собой, а штоки связаны посредством рычагов со штоками пневмоцилиндров механизма управления подвижными траверсами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА | 1966 |
|
SU181031A1 |
| Машина для огневой зачистки горячего металла в потоке прокатного стана | 1976 |
|
SU603519A1 |
| Машина для огневой зачистки металла | 1976 |
|
SU599875A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| ВПТБ mi :1"ОПЕ | 1973 |
|
SU406665A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ДЕТАЛЕЙ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА НА УДАР | 1969 |
|
SU233980A1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
.e. 1.
22
VT
20 21 Фиг. Z
15
f
в
(Puz-J7
fO
f2
L
vTi I dTo.. r.I
I
Q
I k,,,V V //////2/ш:
Pu г
