(54) БОРТОСНАСТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования многопустотных панелей | 1990 |
|
SU1735015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| Установка для изготовления многопустотных строительных изделий | 1983 |
|
SU1101356A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ, ПРЕИМУЩЕСТВЕННО МНОГОПУСТОТНЫХ | 2007 |
|
RU2349449C1 |
| Установка для формования многопустотных панелей | 1988 |
|
SU1523352A1 |
| Устройство для группового изготовления пустотных бетонных изделий | 1989 |
|
SU1659207A1 |
| Установка для изготовления многопустотных изделий на основе неорганических вяжущих материалов | 1980 |
|
SU1043012A1 |
| Установка для изготовления многопустотных железобетонных изделий | 1973 |
|
SU496183A1 |
1
Изобретение относится к строительству, точнее к формовочному оборудованию для изготовления железобетонных многопустотных изделий, применяемых для перекрытий жилых и промышленных зданий и сооружений.
Известна установка для формования железобетонных многопустотных изделий, содержащая бортоснастку, передвижную траверсу с пустотообразователями, балку с поршнями и гильзами для формования заглушек, которые устанавливаются в каналы отформованных изделий после извлечения пустотооЬразователей при помош,и приспособлений, выступающих над поверхностью изделий 1.
Недостатком данной установки является то, что выступающие над поверхностью изделия приспособления препятствуют полной механизации операций при производстве изделий с заглушками, что снижает производительность установки.
Наиболее близким к предлагаемому является устройство для заглушек пустотных плит, содержащее установленные на основании поперечные и продольные борта, перемещаемые приводом, последние из которых в верхней части имеют полости с поршнями для формования заглушек, приемное приспособление для готовых заглушек, расположенное на конце продольного борта противоположного заглушаемому торцу из5 делия и пневмоцилиндры для перемещения поршней 2.
Недостатком этого устройства является трудоемкость операций по заделке каналов изделия заглушками, которые необходимо
Q переносить для из установки в каналы изделия на длину последнего, что приводит к уменьшению производительности устройства.
Цель изобретения - повышение произ15 водительности устройства.
Указанная цель достигается тем, что борт оснастка, содержащая установленные на основании поперечные и продольные борта, последние из которых в верхней части имеют полости с поршнями для формования за20глушек, снабжена опорными катками,, контактирующими с выполненным наклонным в сторону продольного борта основанием, причем каждый из катков связан с помощью кривошипно-щатунного механизма
соответственно с верхней частью продольного борта и с поршнем.
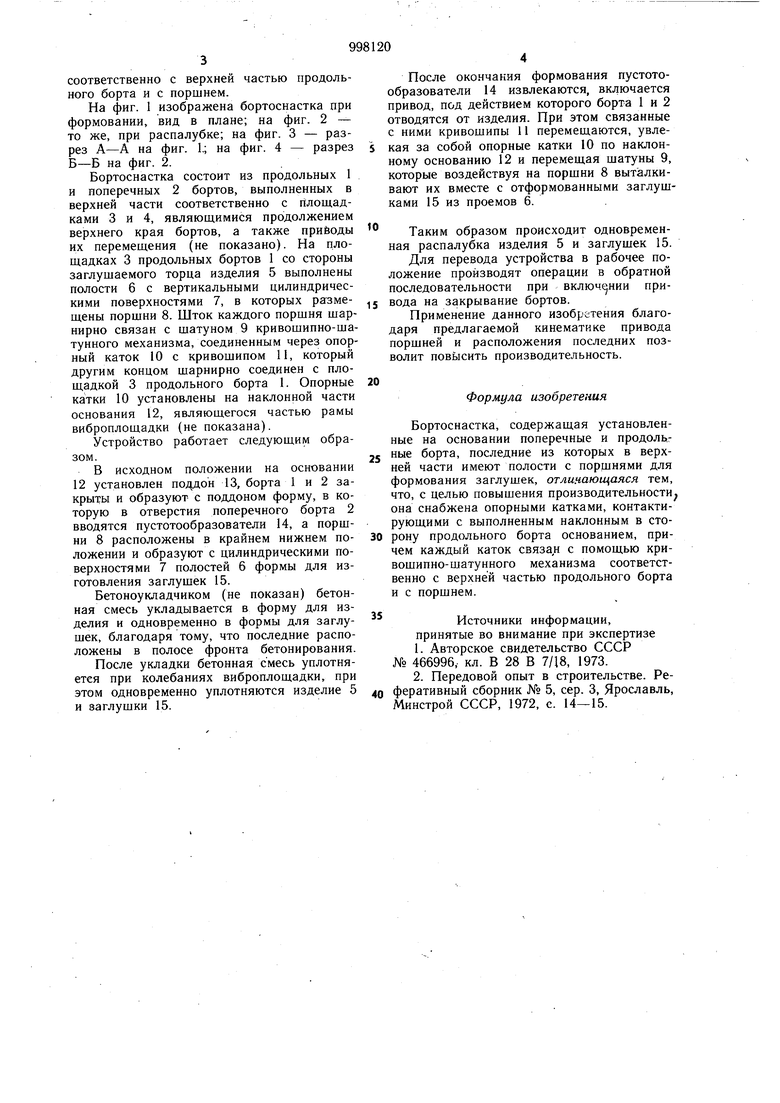
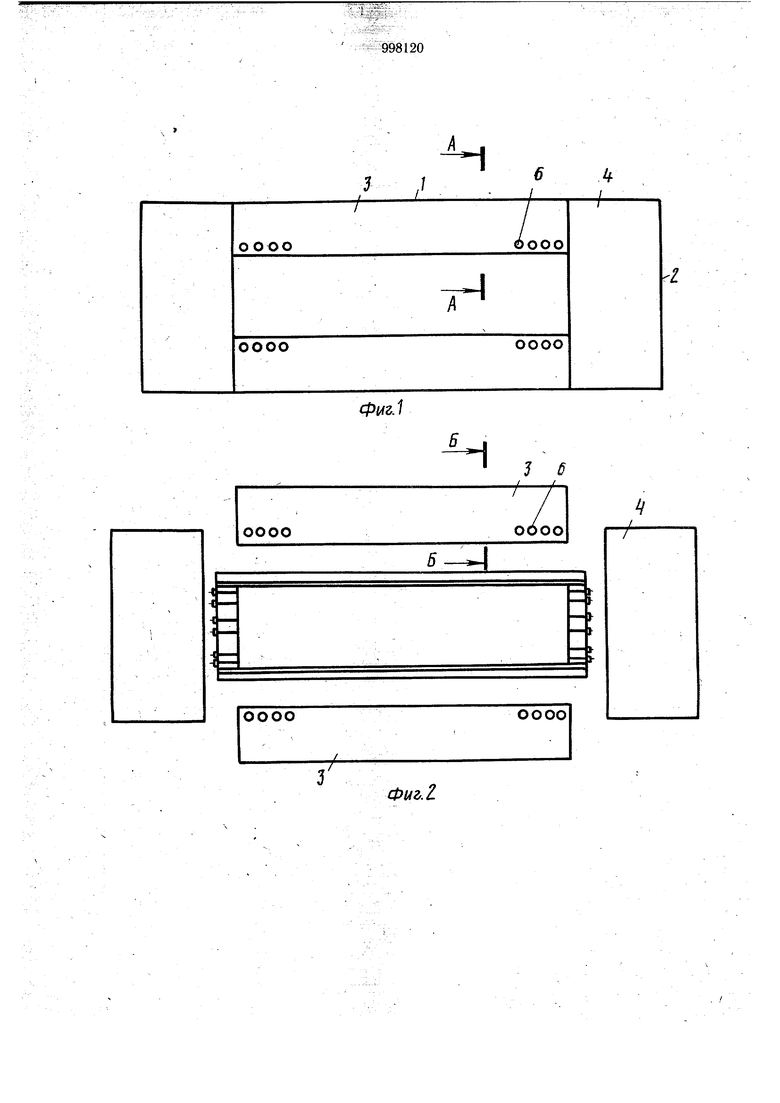
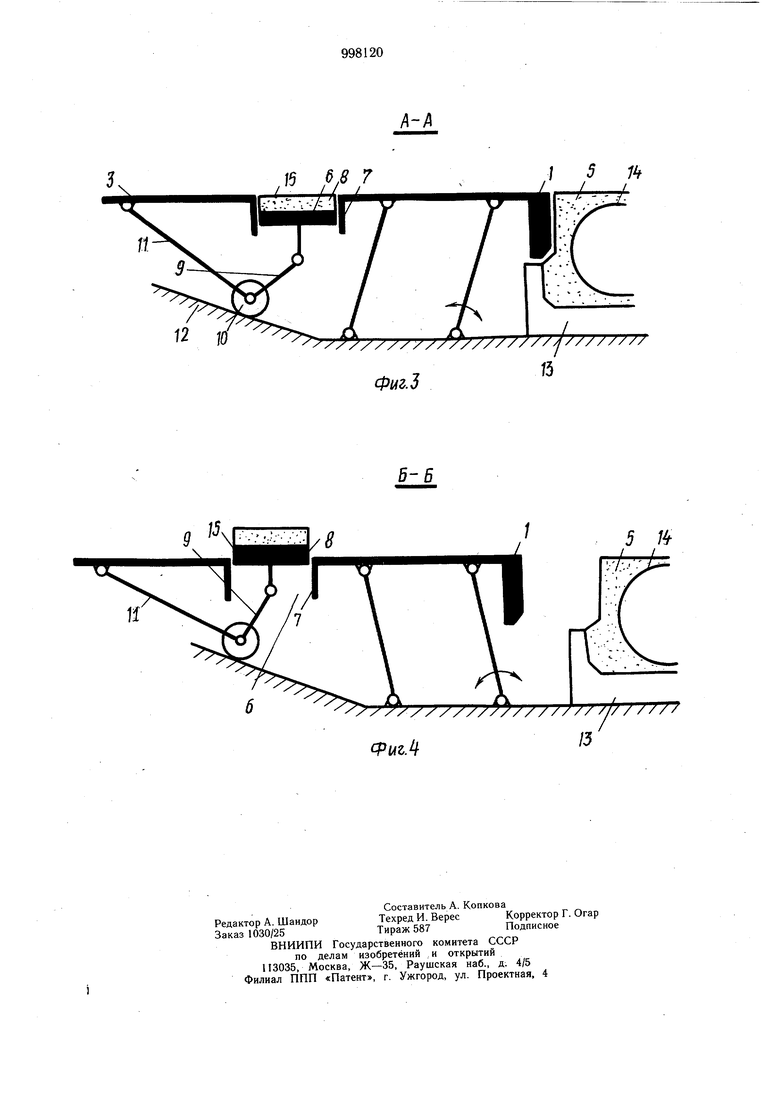
На фиг. 1 изображена бортоснастка при формовании, вид в плане; на фиг. 2 - то же, при распалубке; на фиг. 3 - разрез А-А на фиг. 1.; на фиг. 4 - разрез Б-Б на фиг. 2.
Бортоснастка состоит из продольных 1 и поперечных 2 бортов, выполненных в верхней части соответственно с площадками 3 и 4, являющимися продолжением верхнего края бортов, а также прийоды их перемещения (не показано). На площадках 3 продольных бортов 1 со стороны заглущаемого торца изделия 5 выполнены полости 6 с вертикальными цилиндрическими поверхностями 7, в которых размещены поршни 8. Шток каждого поршня шарнирно связан с шатуном 9 кривошипно-шатунного механизма, соединенным через опорный каток 10 с кривошипом 11, который другим концом щарнирно соединен с площадкой 3 продольного борта 1. Опорные катки 10 установлены на наклонной части основания 12, являющегося частью рамы виброплощадки (не показана).
Устройство работает следующим образом.
В исходном положении на основании 12 установлен поддон 13, борта 1 и 2 закрыты и образуют с поддоном форму, в которую в отверстия поперечного борта 2 вводятся пустотообразователи 14, а порщни 8 расположены в крайнем нижнем положении и образуют с цилиндрическими поверхностями 7 полостей 6 формы для изготовления заглушек 15.
Бетоноукладчиком (не показан) бетонная смесь укладывается в форму для изделия и одновременно в формы для заглушек, благодаря тому, что последние расположены в полосе фронта бетонирования.
После укладки бетонная смесь уплотняется цри колебаниях виброплощадки, при этом одновременно уплотняются изделие 5 и заглушки 15.
После окончания формования пустотообразователи 14 извлекаются, включается привод, под действием которого борта 1 и 2 отводятся от изделия. При этом связанные с ними кривошипы 11 перемещаются, увлекая за собой опорные катки 10 по наклонному основанию 12 и перемещая шатуны 9, которые воздействуя на поршни 8 выталкивают их вместе с отформованными заглушками 15 из проемов 6.
Таким образом происходит одновременная распалубка изделия 5 и заглушек 15.
Для перевода устройства в рабочее положение производят операции в обратной последовательности при включ(нии привода на закрывание бортов.
Применение данного изобретения благодаря предлагаемой кинематике привода поршней и расположения последних позволит повь1сить производительность.
Формула изобретения
Бортоснастка, содержащая установленные на основании поперечные и продольные борта, последние из которых в верхней части имеют полости с порщнями для формования заглушек, отличающаяся тем, что, с целью повышения производительности она снабжена опорными катками, контактирующими с выполненным наклонным в сторону продольного борта основанием, причем каждый каток связан с помощью кривошипно-шатунного механизма соответственно с верхней частью продольного борта и с поршнем.
Источники информации, принятые во внимание при экспертизе
Минстрой СССР, 1972, с. 14-15.
оооо
оооо
€4
1
/;
ф14г.1
Ч
J е
оооо
оооо
Фиг.1 ,15 /.g .J t2 /1 Фиг.З I 5 n IL
