Изобретение относится к нанесению защитных металлических покрытий, конкретно к области нанесения цинкового покрытия горячим способом, и может быть использовано в агрегатах горячего цинкования труб.
Известно устройство для удаления золы с расплавленного металла, представляющее собой установленные параллельно вдоль ванны горизонтальные балки, по которым перемещается платформа с установленными на ней под углом скребками, которые сводятся и разводятся пневмоцилиндром и сдвигают окислы с зеркала расплава ванны ll.
Недостатком данного устройства является то, что устройство только сдвигает окислы расплава к стенке ванны, не удаляя их из нее.
Наиболее близким по технической сущности является устройство для сдвигания окислов с зеркала ванн горячего цинкования,представляющее собой каретку со скребком, которые перемещаются по направляющим с помощью пневмоцилиндра.
Пневмоцилиндр подвешен на неподвижной раме. При движении каретки от цилиндра по верхней направляюще
скребок проходит над ванной. При движении каретки в сторону цилиндра каретка идет по нижним направляющим/ скребок опускается в ванну и производит сдвигание окислов с зеркала расплава 2 J.
Недостатки известной конструкции заключаются в том, что устройство также только сдвигает окислы по по10верхности расплава к одной из стенок ванны, откуда их необходимо удалять вручную при помощи черпаков, что небезопасно для обслуживающего персонала, так как температура расплав15 ленного металла в ванне . При этом, если вовремя не удалить окислы из ванны, они растекаются снова по поверхности расплава и захватываются обрабатываемым изделием, что
20 приводит к ухудшению качества покрытия. Чтобы удалить эти окислы из ванны при помощи черпаков, необходимы долговременные остановки агрегата, что приводит к снижению производи25 тельности установки.
Другим недостатком известного устройства является то, что оно не может извлекать, например, гартцинк . 0 из ванны горячего цинкования, который находится на поверхности расплава свинца под слоем цинка.
Целью изобретения является увеличение производительности устройства, улучшение качества покрытия и обеспечение безопасности обслуживающего персонала.
Поставленная цель достигается Teivj, что в устройстве для удаления шлаков из расплава, содержащем опор
ную стойку с неподвижной рамой и .направляющими, приводную каретку, на которой закреплен пневмоцилиндр, на штоке которого установлен скребок с возможностью перемещения по направляющим, скребок выполнен в виде ковша, снабжен шарнирами, установленнЕлми на его задней стенке, и рычагами, с жестко закрепленным на них дном, установленным на щарнирах с возможностью поворота., причем задняя стенка и дно ковша выполнены перфорированными.
Такое конструктивное выполнение устройства для удаления, например, гартцинка позволяет повысить производительность устройства и обеспечить безопасность работы обслуживающего персонала около ванн с горячим расплавом металла за счет того, что устройство, в отличие от скребка, не только сдвигает шлаки к стенкам ванны, а при подъеме из ванны с расплавом захватывает шлаки (гартцинк) , процеживая расплав, и удаляет шлаки из ванны, исключая ручной труд над ванной с горячим расплавом.
Выброс окислов из ковша происходит на безопасном от ванны с расплавом расстоянии.
При этом время удаления шлаков сокращается, так как исключаются долговременные простои агрегата, что увеличивает производительность устройства и всей установки.
Шлаки, удаленные устройством, не . растекаются по поверхности расплава и не выносятся на поверхность покрываемого изделия при выходе его из ванны с расплавом.
Таким образом, изделие из ванны выходит с покрытием, не содержащим шлаки, качество покрытия на изделиях улучшается.
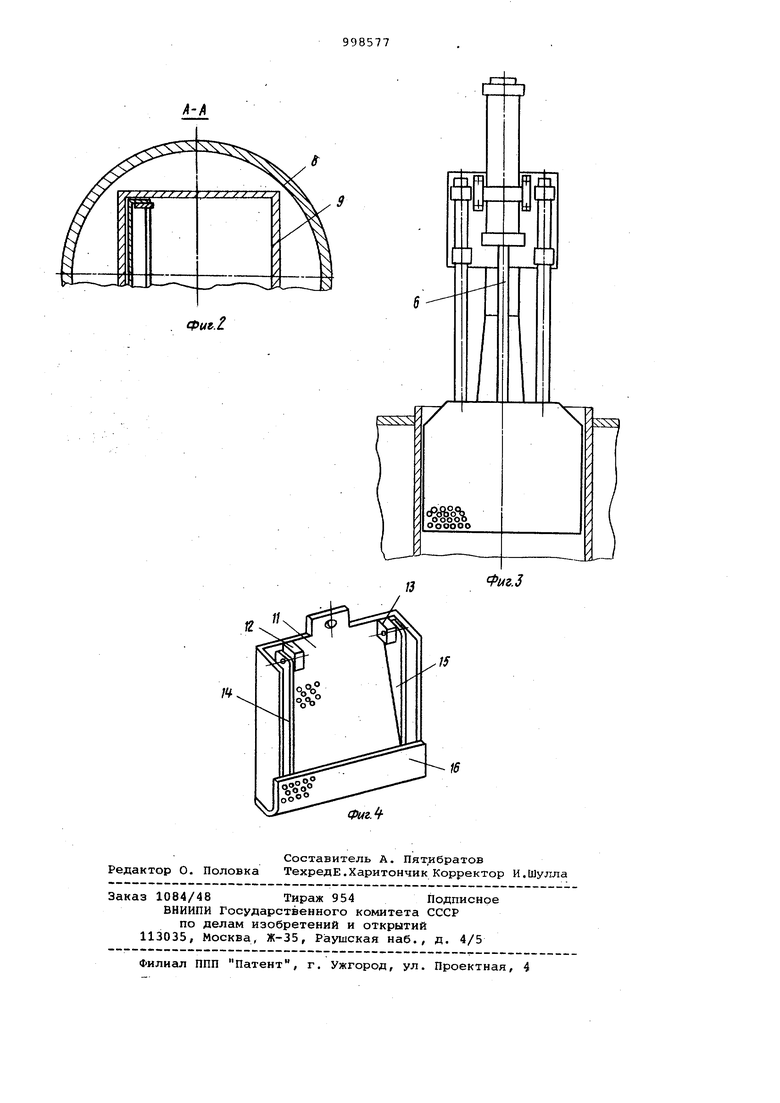
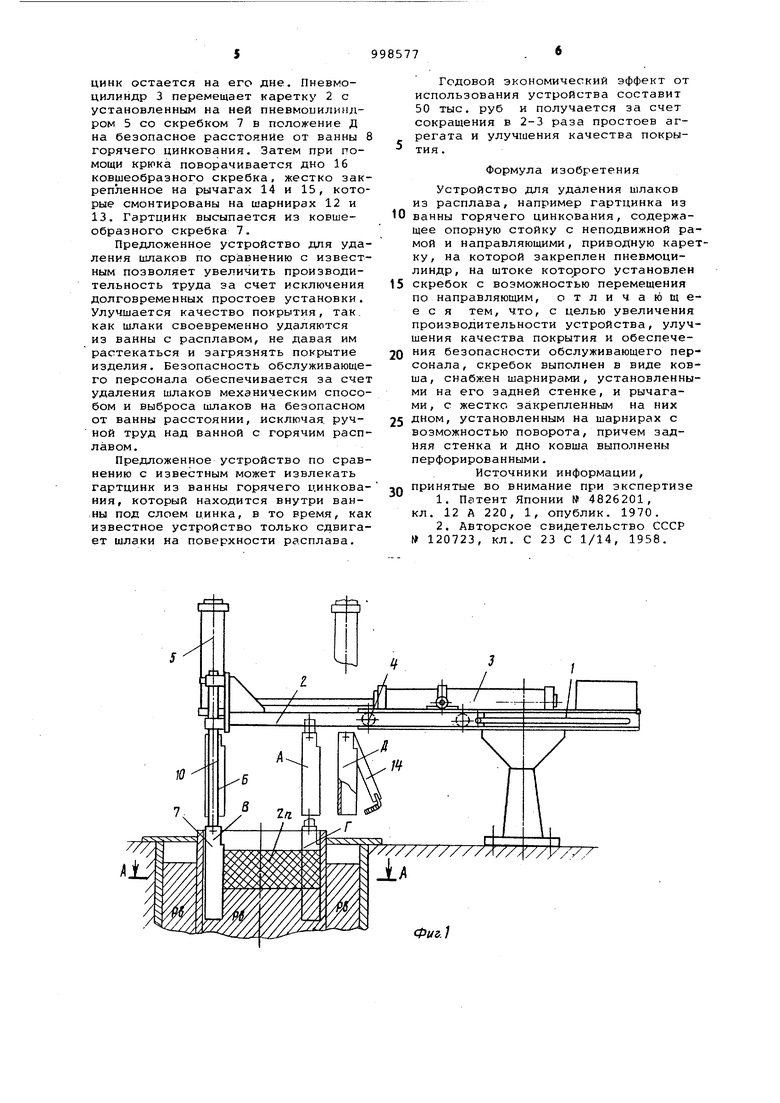
На фиг. 1 показано устройство, общий ВИД; на фиг. 2 - разрез ванны горячего цинкования (А-А на фиг. 1)J на фиг. 3 - устройство, вид сбоку; на фиг. 4 - скребок для удаления гартцинка.
Устройство состоит из опорной стойки с неподвижной рамой 1, на которой смонтирована приводная каретка 2. Каретка 2 может перемещаться при помощи телескопического пневмо(гидро) цилиндра 3 на катках 4. На
каретке 2 установлен пневмо(гидро)цилиндр 5, на щтоке б которого смон тирован скребок 7 для удаления шлаков, в данном случае - гартцинка из ванны 8 горячего цинкования, с раструбом 9 для вертикального покрытия труб.
Скребок 7, выполненный в виде ковша, установлен с возможностью перемещения по направляющим 10.
На задней стенке 11 скребка 7, .выполненной перфорированной, установлены шарниры 12 и 13, на которых укреплены два рычага 14 и 15. К рычагам 14 и 15 жестко закреплено дно 16, выполненное перфорированным. Рычаги 14, 15 с дном 16 установлены на шарнирах 12 и 13 с возможностью поворота.
Устройство работает следующим образом.
В исходном положении (во время работы агрегата) скребок 7 находится в положении А, при этом откидные рычаги 14, 15 с жестко закрепленным на них дном 16 под тяжестью собственного веса находятся в вертикальном положении, образуя ковщ для удаления гартцинка.
Процесс удаления гартцинка заключается в следующих операциях: пневмоцилиндр 3 перемещает каретку 2, на конце которой установлен пневмоцилиндр 5, каретка 2 перемещается на катках 4 по неподвижной раме 1 в положение Б, когда в ванне отсутсвует труба, на которую наносят покртие.
Пневмоцилиндр 5, на щтоке 6 которого установлен скребок 7, перемещает его по направляющим 10 и опукает в ванну горячего цинковс1ния 8 позиция В. Телескопический пневмоцилиндр перемещает каретку 2 со скрком 7 в положение Г, при этом при прохождении скребка 7 через раструб 9 ванны горячего цинкования происходит процеживание расплава металла Расплав проходит через заднюю -стенку 11 ковщеобразного скребка, выполненную перфорированной. Так как диаметр отверстий в стенке ковшеобразного скребка меньше, чем диаметр комочков гартцинка, последние осаждаются на дно 16 скребка, выполненное также с отверстиями. В позиции В скребок 7 прижат к стенке раструба 9 ванны. Так как ширина скребка 7 соответствует ширине раструба 9 ванны 8, то весь гартцинк попадает в скребок и удаляется за один ход скребка. Пневмоцилиндр 5 перемещает скребок 7 по направляющим 10 из положения Г в положение А по вертикальной стенке раструба 9. При этом расплав процеживается сквозь перфорированное дно 16 скребка 7 и гартцинк остается на его дне. Пневмоцилиндр 3 пере1иещает каретку 2 с установленным на ней пневмоиилиядром 5 со скребком 7 в положение Д на безопасное расстояние от ванны 8 горячего цинкования. Затем при помощи крюка поворачивается дно 16 ковшеобразного скребка, жестко закрепленное на рычагах 14 и 15, которые смонтированы на шарнирах 12 и 13. Гартдинк высыпается из ковшеобразного скребка 7.
Предложенное устройство для удаления шлаков по сравнению с известным позволяет увеличить производительность труда за счет исключения долговременных простоев установки. Улучшается качество покрытия, так. как шлаки своевременно удаляются из ванны с расплавом, не давая им растекаться и загрязнять покрытие изделия. Безопасность обслуживающего персонала обеспечивается за счет удаления шлаков механическим способом и выброса шлаков на безопасном от ванны расстоянии, исключая, ручной труд над ванной с горячим расплавом.
Предложенное устройство по сравнению с известным может извлекать гартцинк из ванны горячего цинкования, который находится внутри ван,ны под слоем цинка, в то время, как известное устройство только сдвигает шлаки на поверхности расплава.
Годовой экономический эффект от использования устройства составит 50 тыс. руб и получается за счет сокращения в 2-3 раза простоев агрегата и улучшения качества покрытия.
Формула изобретения
Устройство для удаления шлаков из расплава, например гартцинка из
0 ванны горячего цинкования, содержащее опорную стойку с неподвижной рамой и направляющими, приводную каретку, на которой закреплен пневмоцилиндр, на штоке которого установлен
5 скребок с возможностью перемещения по направляющим, отличающееся тем, что, с целью увеличения производительности устройства, улучшения качества покрытия и обеспечения безопасности обслуживающего персонала, скребок выполнен в виде ковша, снабжен шарнирами, установленными на его задней стенке, и рычагами, с жестко закрепленным на них
5 дном, установленным на шарнирах с возможностью поворота, причем задняя стенка и дно ковша выполтнены перфорированными.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 4826201, кл. 12 А 220, 1, опублик. 1970.
2.Авторское свидетельство СССР 120723, кл. С 23 С 1/14, 1958.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячего нанесения покрытий на трубы | 1981 |
|
SU998576A1 |
| Установка для горячего цинкования | 1977 |
|
SU737496A1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗГАРИ ЦИНКА | 2004 |
|
RU2267546C1 |
| Установка для горячего нанесения покрытия | 1982 |
|
SU1027277A1 |
| Устройство для удаления шлака из электродуговой печи | 2022 |
|
RU2813192C2 |
| Индукционная ванна | 1983 |
|
SU1109469A1 |
| Устройство для сдвигания окислов с зеркала ванн горячего цинкования | 1958 |
|
SU120723A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ИЗГАРИ В ПРОЦЕССЕ ЦИНКОВАНИЯ | 2016 |
|
RU2650662C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
| Устройство для горячего цинкования | 1979 |
|
SU831855A1 |