со
О5
СО

| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| Устройство для горячего цинкования | 1979 |
|
SU831855A1 |
| Печь для плавки лома и отходов цветных металлов | 1987 |
|
SU1479804A1 |
| Установка для горячего цинкования | 1977 |
|
SU737496A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ГАРТЦИНКА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363747C1 |
| Печь-ванна для горячего цинкования | 1983 |
|
SU1177385A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЬНОГО УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА И НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА, ИЗГОТОВЛЕННОЕ ДАННЫМ СПОСОБОМ | 1995 |
|
RU2107237C1 |
| Устройство для удаления шлаков из расплава | 1981 |
|
SU998577A1 |
| Устройство для рафинирования металла в струе | 1979 |
|
SU1042877A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАНН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА ЦИНКА | 2001 |
|
RU2219285C2 |



1. ИНДУКЦИОННАЯ ВАННА, содержащая металлический корпус, керамическую оболочку, футерованную внут,ри порошком и изолированную огнеупорным кирпичом, и индуктор, одна из обмоток которого соединена с источником тока, а другая вьтолнена в виде металлопровода, отличающаяся тем, что, с целью повьш1ения надежности, металлопровод выполнен в виде части витка спирали с раструбками, поперечное сечение которых уменьшается к середине витка металлопровода. 2.Ванна по п. 1, отлич ающ а я с я тем, что раструб выполнен с поперечным сечением, равным 9-10 площадям середины витка металлопровода. 3.Ванна по п. 1, отличающаяся тем, что продольная ось раструба расположена под углом 15-20° к горизонтали.
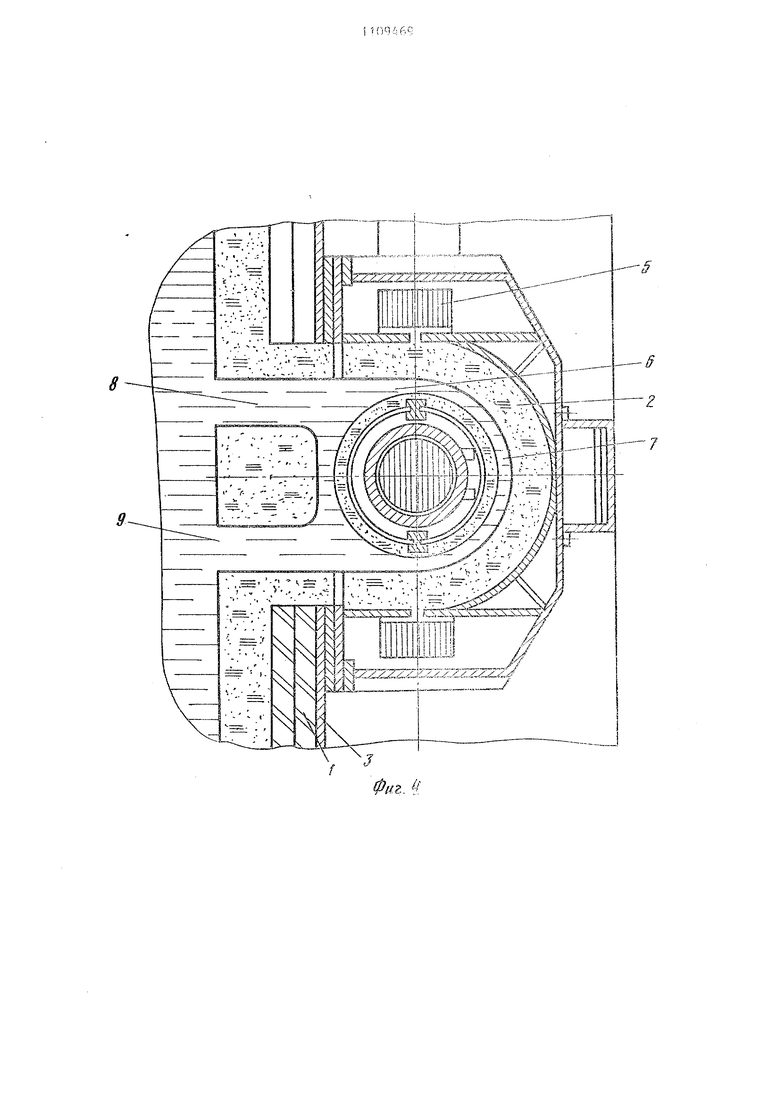
S.df Изобретение относится к устройст вам для нанесения покрытия, в частности цинка, на металлы и может быт использовано, например, для цинкова ния раэличнык деталей, в частности в холодильном машиностроении при пр изводстве воздухоохладителей. Известна ванна для горячего цинк вания, вьшолненная в виде металличе кого корпуса, покрытого изоляцией, в котором находится расплав свинца, установлен раструб с расплавом цинка и электронагреватели, введенные в свинец, выполненные L-образными и установленные так, что образуют в объеме свинца под раструбом с цин ком пространственную решетку, а их верхние концы закреплены шарнирно Однако электронагревйтели занимают -объем ванны, не исключают коро кого замыкания между ними и расплавом и на них осаждаются частицы гартцйнка. Наиболее близкой к изобретению по технической сущности и достигаемому результату является ванна для горячего цинкования, содержащая металлический корпус, керамическую оболочку, футерованную внутри тамот ным порошком и изолированную огнеупорным кирпичом, и индуктор, одна из обмоток которого соединена с источником тока, а другая вьтолнена в виде металлопровода 2. Однако в известной ванне происхо дит слабая конвекция цинка, так как входной и выходной концы канала металлопровода расположены на одном уровне, в результате чего в них образуются два течения - нижнее в кольцо и верхнее из кольца. Образованный гартцинк начинает осаждаться на дно ванны. Поскольку скорость его падения соизмерима со скоростью движения металла в метал-лопроводе, а удельный вес ненамного больше, гартцинк вовлекается нижним течением в горизонтальные кангшы металлопровода и осаждается на их внутреннюю нижнюю поверхность,, Регу лярное осаждение гарти нка приводит к забиванию входного отверстия и вы ходу данного металлопровода и индук тора трансформатора из строя. Ремон такого индуктора производят только после остановки ванны, удаления из нее цинка. Выход ванны, iui режим (с уч€.том плавки цинка в спецнальной ванне плавки н перекачки его тнековым насо сом) занимает около 6 сут непрерывной работы, т.е. около 144 рабочих часов. Ремонт индуктора занимает 3 сут, воздушная сушка по технологии футеровки ванны 15-20 сут. Следовательно, pBMOfiT ванны обходится в 24-29 сут простоя. Таким образом, известная ванна недостаточно надежна, что связано с возможностью забивания гартцинком металлопровода. Возможная мощность индуктора при таком расположении каналов используется чуть ли не наполовину (в канале имеется два течения - холод.ное внизу п горячее вверху) . Целью изобретения является повышение надежности. Поставленная цель достигается тем, что в индукционной ванне, содержащей металлический корпус, керамическую оболочку, футерованную внутри шамотным порошком и изолированную огнеупорным кирпичом, и индуктор, одна из обмоток которого соединена с источником тока, а другая выполнена в виде металлопровода, металлопровод выполнен в виде части витка спирали с раструбами, поперечное сечение которых уменьшается к середине витка металлопровода. При этом раструб выполнен с поперечным сечением, равным 9-10 площадям середины витка металлопровода. Продольная ось раструба расположена под углом 15-20°к горизонтали. В результате разнесения по высоте раструбов получается однонаправленн 11Й поток цинка (из нижнего в верхний из более холодной зоны, за счет чего увеличивается теплоотдача в ванну . Гартцинк в верхний раструб вообще не попадает, так как относится в сторону выходящим потоком металла, поэтому надежность индуктора наполовину повьщ1ается. Выполнение раструбов, в частности нижнего, с поперечным сечением, равным 9-10 площадям сечения кольца, приводит к тому, что скорость осаждения гартцйнка становится значительно большей, чем скорость всасывания металла, поэтому частицы гартцйнка проскакивают вход в раструб, чтс приводит к исключению забивания входа и повышению надежности индуктора. На фиг. 1 изображена ванна для горячего цинкования, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-Л на фиг. 2; на фиг. 4 - часть ванны в плане со вскрытым металлопроводом; на фиг. 5 вид Б на фиг. 3; на фиг. 6 --металлопровод.. Выполнение раструбов с площадью, равной 9-10 площадям середины витка металлопровода, позволяет получить на входе в раструб скорость металла значительно меньше, чем скорость осаждения гартцинка, в результате чего гартцинк не всасывается в раструб, а попадает на дно. Устройство состоит из металлического корпуса 1, керамической оболочки 2, футерованной шалотным порошком и изолированной огнеупорным кирпи.чом 3. В корпусе 1 смонтированы инду торы 4, каждый из которых; представляет собой трансформатор, выполненный в виде первичной обмотки 5 и вто ричной обмотки, состоящей из одного короткозамкнутого витка - кольца, изготовленного из специального сплава. Кольцо после включения индуктора в работу плавится, и образуется металлопровод 6. Металлопровод 6 представляет собой часть витка спирали 7, концы которого выполнены в виде раструбов 8 и 9. Раструбы расположены под углом один к другому с поперечным сечением уменьшающимся к середине витка метал лопровода. Раструб может быть выполнен с поперечным сечением, равным 9-10 площадям середины витка. Продол ная ось раструба может быть расположена под углом 15-20°к горизонтали Ванна работает следующим образом На дно ванны укладываются слитки свинца для создания подушки толщи ной 150 мм. Сверху укладываются цин ковые чушки для создания слоя тол щиной 200 мм. Затем заливается слой жидкого цинка таким образом, что вы ходное окно (раструб 8) покрыто жидким цинком. После этого включается индукционньп нагрев ванны цинкования. Кольцо плавится и образуется металлепровод 6. В жидком металле электромагнитная энергия превращается в электрическую и там же в тепловую. В результате взаимодействия тока вторичной обмот-, ки 6 (металлопровода) с магнитным полем первичной обмотки 5 индуктора 4 происходит непрерывное перемещение жидкого металла из раструба 8 в ванну и из ванны в раструб 9, что выравнивает температуру сплава и ускоряет процесс плавки. Перегретьн металл вследствие тепловой конвекции непрерывно циркулирует, разогревая металл. Условием, позволяющим правильно функционировать ванне, является получение возможности однонаправленного потока металла в ванне за счет того, что раструбы находятся в относительно разных по температуре зонах, что обеспечивает всасывание холодного металла. При зтом нижний раструб должен быть расположен вьше уровня свинца, находящегося в ванне, а верхний ниже уровня цинка (с учетом временного понижения его уровня после изъятия порции деталей), При использовании изобретения уменьшается необходимость в ремонтах, так как индукторы реже выходят из строя, увеличивается срок службы индукторов, за счет чрго повьшается надежность работы, повышается производительность ванны за счет уменьшения времени на восстановление ее после ремонта. Выполнение метал.попровода в виде спирали создает направленньй тепловой поток, при этом увеличивается скорость циркуляции цинка, улучшаются условия работы трансформатора. Экономический эффект от внедрения изобретения составляет около 30 000 руб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для горячего цинкования | 1977 |
|
SU737496A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
