Изобретение касается способа сварки быстрорежущей стали с конструкционной, осуществляемого с использованием индукционного нагрева и сварочного порощка, вносимого в место соединения и выдавливаемого после расплавления под прессом.
Предложенный способ позволяет сваривать заготовки сегментов к отрезным пилам.
Отличительной особенностью предложенного способа является применение сварочного порошка следующего химического состава; 60% опилок из стали Р18 при сварке стали Р18, или из Р9 ири сварке стали Р9, 10% ферросилиция и 30% обезвоженной буры. Нагрев места соединения осуществляется локально в петлевом индукторе ТВЧ; обжатие заготовки осуи1ествляют непосредственно в индукторе с помои1,ью пресса.
Локальность нагрева, использование сварочного порощка, температура п.чавления которого б.чизка к те.мнературе плавления свариваемой стали, и обжатие соединяемы.х частей непосредственно после прекращения нагрева без удаления их из индуктора позволяют осуществить полное вы давливание сварочного порощка и тем самым получить непосредственное соединение быстрорежущей стали с конструкционной.
Па фиг. 1 показан вид петлевого индуктора сбоку с установленной в нем свариваемой заготовкой; н;. фиг. 2 - его вид спереди.
Па верхнюю плоскость заготовки 1 из конструкционной стали (корпус сварного сегмента) насыпается сварочный порощок предложенного состава, после чего заготовка вставляется в нижиий зажим 2. В верхний зажим 3 вставляется заготовка 4 из быстрорежущей стали (режущая часть сварного сегмента) и затем производится сжатие заготовок с небольщим усилием прижимом 5.
Индуктор 6, имеющий петлевую форму, устанавливается по отнощению свариваемого участка с таким расчетом, чтобы две трети диаметра трубки индуктора приходились на корпус свариваемого сегмента. Такая установка индуктора обеспечивает равномерный нагрев заготовкл сегмента. По окончании нагрева осуществляют обжатие заготовок непосредственно в индукторе с помощью прижима 5.
Предмет и з о б р е т е н и я
1. Способ сварки быстрорежущей стали с конструкционной с нспользованием индукционного нагрева и сварочного порошка, вносимого в место . соединения и выдавливаемого после расплавлення под прессом, о тл и ч а ю щ и и с я тем, что, с целью непосредственного соединения быстрорежзщей стали с конструкционной при сварке, например, заготовок сегментов к отрезным пилам, в состав сварочного порошка входит: 60% опилок из стали Р18 при сварке стали Р18, или из-Р9 при сварке стали Р9, 10% ,феррО1 илиц -1я и 30% обезвоженнЬй буры.
2.Прием выполнения способа по п. 1, отличающийся тем, что нагрев места соединения осуодествляют локально в петлевом индукторе, расположенном относительно заготовок таким образом, что большинство тепла генерируется в заготовке из конструкционной стали по месту соединения.
3.Прием выполнения способа по п. 1, отличающийся тем, что обжатие заготовки осуществляют непосредственно в индзкторе с помощью пресса.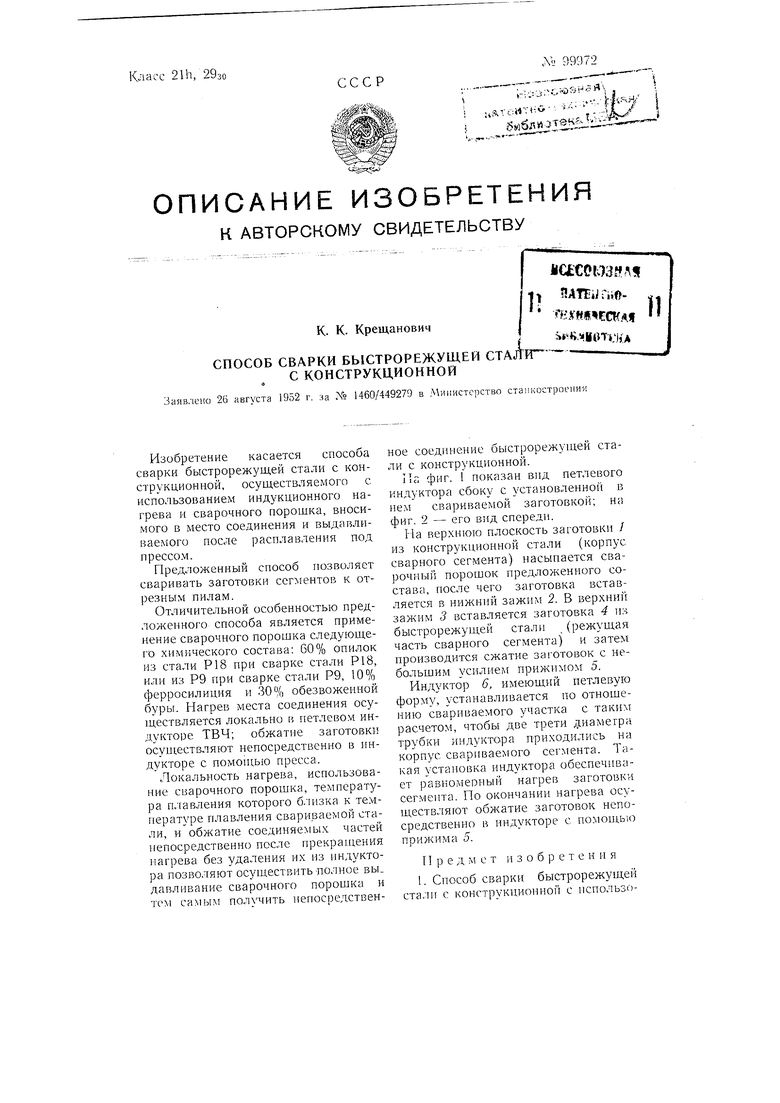
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ НА ВОЗДУХЕ | 2004 |
|
RU2264898C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ К ДЕРЖАВКЕ РЕЗЦА | 2004 |
|
RU2274517C2 |
| Способ диффузионной сварки металлов | 1980 |
|
SU884913A1 |
| Способ диффузионной сварки в вакууме | 1983 |
|
SU1171254A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ высокочастотной сварки | 1990 |
|
SU1712103A1 |
| Способ горячего изостатического прессования крупногабаритных цилиндрических изделий из порошков | 1986 |
|
SU1470455A1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |

