В современной технике, особенио электровакуумной, широко применяются керамнчбские муфели круглого сечения, имеющие на наружной поверхности «арезку для размещения в ней электронагревательного элемента (проволоки, ленты и пр.). Преимущество указанных муфелей (с резьбой по наружной поверхности) по сравнению с обычными гладкостеннымн очевидно. Однако получение резьбы на наружной поверхности муфеля связано со значительными трудностями.
Формовка муфеля с резьбой приводит к растрескиванию его во время обжига или же «е обеспечивает необходимой ллотности керамики.
Механическая обработка обожженных муфелей, в частности нарезание на них резьбы, требует много времени, больщого количества абразивов, а главное не обеспечивает получения необходимого качества изделия из-за снятия наружной корки муфеля.
Механическая обработка необожженных муфельных заготовок на вводимых в них оправках, зажимаемых в патроне станка, может быть применена только к трубам малых габаритов.
Изобретение имеет целью обеспечить возмож ность осуществления механической обработки необожженных керамических муфельных заготовок на вводимых в них оправках для получения на наружной поверхности муфеля углублений, резьбы, канавок, а также для придания стенкам муфеля определенной толщины и формы.
Это достигается путем закрепления необожнсенной керамической (алз-ндовой, щамотной и нр.) муфельной заготовки на валу перед ее механической обработкой с помощью вводимой в заготовку оправки-втулки, соединяемой с валом посредством легкоплавкого материала, и заЯОЛН6НМЯ внутренного пространства заготовки сыпучим материалом, например, мелко раздробленными кусками обожженной керамики.
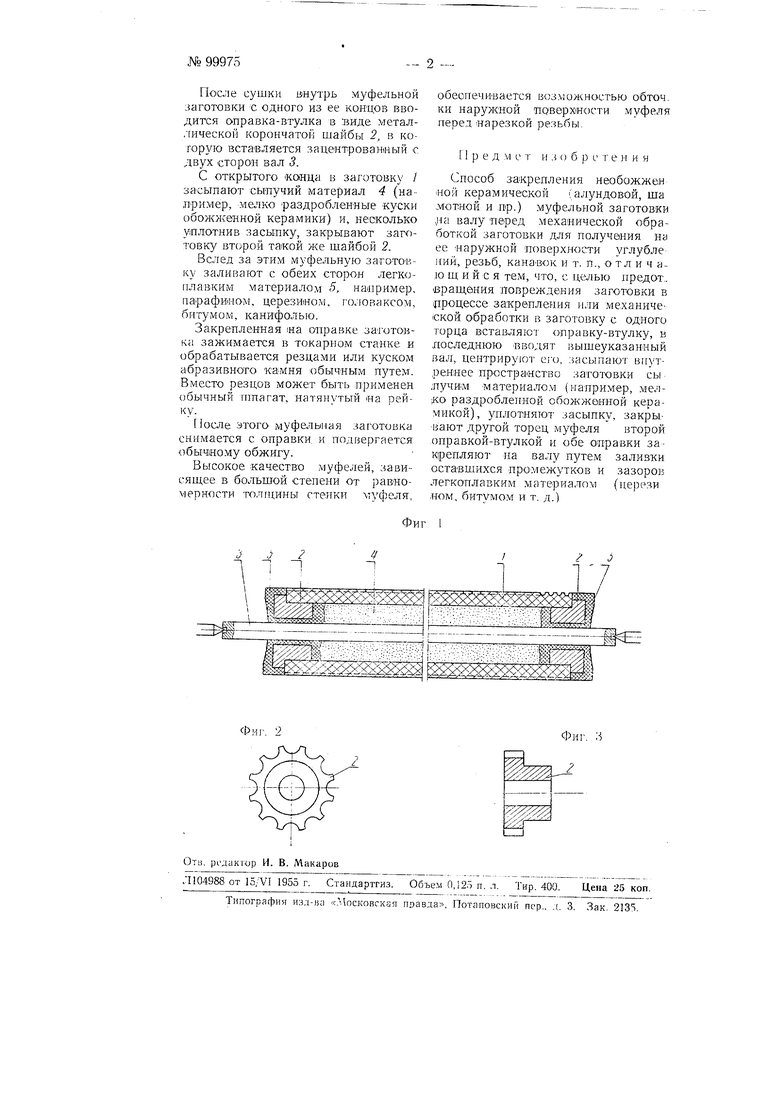
На фиг. представлена в продольном разрезе муфельная заготовка, закрепленная на оправке; на фиг. 2 - вид оправки с торца; на фиг. 3 .- продольный разрез оправки.
Весь процесс изготовления муфелей заключается в следующем.
Обычным путем из керамической массы (алундовой, щамотной и пр.) формуется и сущится муфельная заготовка / с некоторым припуском по наружному диаметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения соли щелочного металла минеральной кислоты из хлорида щелочного металла и минеральной кислоты | 1981 |
|
SU1178314A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| Индукционная муфельная установка для высокотемпературного нагрева углеграфитовых изделий | 1991 |
|
SU1786363A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ ТРУБ РАЗМЕРОМ 406,4+0,4/-0×14,38+0,28/-0,72 мм ИЗ ТИТАНОВОГО СПЛАВА Gr 29 ДЛЯ ПОСЛЕДУЮЩЕГО ИСПОЛЬЗОВАНИЯ ИХ ДЛЯ ОБУСТРОЙСТВА ГЕОТЕРМАЛЬНЫХ СКВАЖИН | 2013 |
|
RU2542132C2 |
| Муфельная печь для обжига керамических изделий | 1976 |
|
SU576507A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОСНОВАНИЙ КОРПУСОВ ИНТЕГРАЛЬНЫХ СХЕМ | 1972 |
|
SU427425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ КЕРАМИЧЕСКИХ ПЛАСТИН | 1991 |
|
RU2021231C1 |
| Подогреватель для высокотемпературных катодов и способ его изготовления | 1960 |
|
SU136824A1 |
| Электрический конденсатор | 1945 |
|
SU66849A1 |
| МОДУЛЬ РАЗДЕЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2338583C2 |
