Изобретение относится к текстильной промышленности и касается ленточных машин для производства шерстяных, хлопчатобумажных и других волокон.
Известна ленточная машина, содержащая раскатную питающую рамку с выводными валиками, вытяжной прибор, размещенные со стороны питания и выпуска вытяжного прибора датчика линейной плотности ленты устройства для автоматического регулирования линейной плотности ленты, средство для автоматического присучивания ленты в зоне питания, средство для автоматической заправки ленты на выпуске, расположенное между лентоформирующим узлом и лентоукладчиком, имеющим счетчик длины ленты, устройство для автоматической смены выпускной паковки и подсоединенные к системе управления машиной датчики частоты вращения и датчики обрыва ленты, связанные со средствами для автоматического присучивания ленты и ее заправки.
Недостатком данной ленточной машины является низкая производительность вследствие простоев машины, связанных с необходимостью устранения аварийных обрывов ленты, намотов волокон посредством ручного труда, что снижает качество выпускаемой ленты.
Задачей изобретения является создание ленточной машины, обеспечивающей достижение технического результата, состоящего в повышении качества вырабатываемой ленты и производительности за счет снижения уровня ручного труда.
Этот технический результат достигается тем, что ленточная машина содержит связанные с датчиками обрыва ленты средство для автоматической заправки ленты в вытяжной прибор, размещенное между питающей рамкой и вытяжным прибором, и средство для автоматического присучивания ленты, установленное между лентоформирующим узлом и лентоукладчиком, при этом вытяжной прибор имеет средство для автоматической ликвидации намотов, связанное с датчиками обрыва ленты.
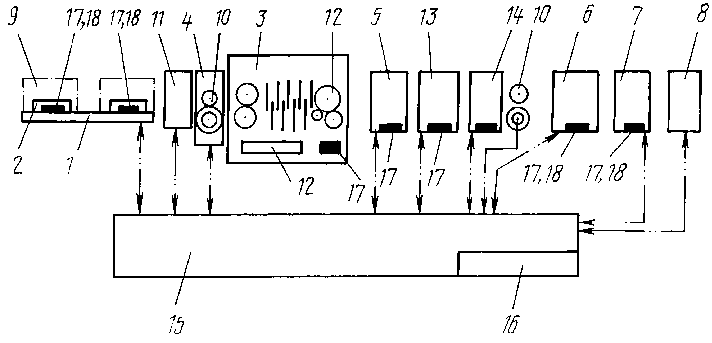
На чертеже изображена общая схема ленточной машины.
Ленточная машина содержит последовательно установленные раскатную рамку 1 с выводными валиками 2, вытяжной прибор 3 с устройством 4 для автоматического регулирования линейной плотности ленты, лентоформирующий узел 5 и лентоукладчик 6, имеющий счетчик 7 длины ленты и устройство 8 для автоматической смены выпускной паковки.
Выводные валики 2 имеют средство 9 для автоматического присучивания ленты в зоне питания. Перед вытяжным прибором 3 и лентоукладчиком 6 установлены датчики 10 линейной плотности ленты, а между раскатной рамкой 1 и устройством 4 для автоматического регулирования линейной плотности размещено средство 11 для автоматической заправки ленты в вытяжной прибор 3, который имеет средство 12 для автоматической ликвидации намотов. Между лентоформирующим узлом 5 и лентоукладчиком 6 расположены средство 13 для автоматической заправки ленты на выпуске и средство 14 для автоматического присучивания ленты.
Машина имеет систему управления 15 с программным устройством в виде контроллера 16, к которому подключены датчики 10 линейной плотности ленты, датчики 17 обрыва ленты и датчики 18 частоты вращения. Датчики 17 обрыва ленты связаны со средствами 9 и 14 для автоматического присучивания ленты, со средствами 11 и 13 для автоматической заправки ленты и средством 12 для автоматической ликвидации намотов.
Ленточная машина работает следующим образом.
Поступающие на раскатную рамку 1 ленты перемещаются выводными валиками 2 в вытяжной прибор 3, где ленты утоняются. Из утоненных лент в узле 5 формируется лента, укладываемая лентоукладчиком 6 в паковку.
Датчики 17 обрыва ленты, датчики 10 линейной плотности ленты, датчики 18 частоты вращения фиксируют аварийное состояние машины и по их сигналу с помощью системы управления 15 подается сигнал на включение необходимого функционального узла. В случае обрыва ленты по сигналу включается средство 9 для автоматического присучивания ленты в зоне питания или средство 14 для автоматического присучивания ленты в зоне выпуска ленточной машины, или средство 12 для автоматической ликвидации намотов в вытяжном приборе 3 или средства 11 и 13 для автоматической заправки ленты. В случае посылания сигналов датчиков 10 или 18, свидетельствующих о нарушении режима работы машины, контроллером 16 дается сигнал на изменение частоты вращения выводных валиков 2 или на изменение режима работы устройства 4 для автоматического регулирования линейной плотности ленты. Контроллер 16 также фиксирует количество, частоту и место аварийных сигналов, что позволяет с помощью методов статистического анализа определить технико-экономические параметры процесса на машине и техническую диагностику состояния машины в целом и отдельных ее узлов и тем самым сократить производительность ленточной машины.
Изменение плавности хода ленты и натяжения в ленте приводит к нестабильности движения ленты и вызывает деформацию и обрыв ленты, а следовательно, и смещение ее с валиков вытяжного прибора. Это устраняется наличием средства 11 для автоматической заправки ленты и непосредственно перед вытяжным прибором. Кроме того, острая необходимость данного средства имеется при переработке, например, шерстяных волокон, когда происходит частая смена партий и, следовательно, перезаправка ленточной машины. Заправка 6-12 лент в вытяжной прибор при смене партий является трудоемкой операцией (5-8 сек), поэтому установка указанного средства 11 является необходимым условием работы автоматизированного производства, где ликвидируются все ручные операции и, следовательно, снижается трудоемкость процесса.
Использование средства 14 для автоматического присучивания ленты в зоне выпуска машины гарантирует укладку в таз ленты строго заданной длины без обрывов по всей длине ленты. Датчики обрыва ленты фиксируют изменение количества волокон в волокнистом потоке, что является дефектом, и дают сигнал на включение соответствующего рабочего органа для устранения дефекта, зафиксированного датчиком.
Наличие в системе управления 15 машиной контроллера 16 позволяет не только управлять работой ленточной машины, но и по показаниям датчиков перепрограммировать машину на новый режим в зависимости от конкретных производственных условий (количество сложений лент, вид волокна и т. д. ), то есть позволяет адаптировать режим работы машины к линейной плотности в виду перерабатываемого волокна к целью достижения максимально возможного качества вырабатываемой ленты. (56) Текстильная промышленность, 1991, N 11-12, с. 23-24.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лентоформирующий узел валичной чесальной машины | 1990 |
|
SU1798405A1 |
| Ленточно-смешивающая машина | 1974 |
|
SU866014A1 |
| Устройство для измерения линейной плотности волокнистой ленты на текстильной машине | 1982 |
|
SU1063886A1 |
| Устройство для контроля линейной плотности волокнистой ленты на ленточной машине | 1985 |
|
SU1341274A1 |
| Приспособление для присучивания вспомогательной нити к мычке устройства для ликвидации обрыва пряжи на кольцевой прядильной машине | 1982 |
|
SU1102825A1 |
| ЛЕНТОЧНАЯ МАШИНА | 1968 |
|
SU217246A1 |
| СТОЛИКОВОЕ ПИТАЮЩЕЕ УСТРОЙСТВО ЛЕНТОЧНОЙ МАШИНЫ | 2001 |
|
RU2213816C2 |
| Устройство для присучивания пряжи в прядильном устройстве | 1988 |
|
SU1672931A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВЫТЯГИВАНИЕМ ВОЛОКНИСТОГО ХОЛСТИКА В ВОЛОКНИСТУЮ ЛЕНТУ НА МНОГОВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЕ | 2001 |
|
RU2213172C2 |
Использование: текстильная промышленность, прядильное производство. Сущность изобретения: в зоне питания ленточной машины размещено средство автоматического присучивания ленты и средство для ее заправки в вытяжной прибор, оснащенный устройством для автоматического регулирования линейной плотности ленты и средством для автоматической ликвидации намотов. Между расположенными в зоне выпуска машины лентоформирующим узлом и лентоукладчиком размещено средство для автоматической заправки ленты и средство для автоматического присучивания ленты. Лентоукладчик имеет счетчик длины ленты и устройство для смены выпускной паковки. Датчики обрыва ленты, датчики линейной плотности ленты и датчики частоты вращения подключены к системе управления машиной, имеющей контроллер. 1 ил.
ЛЕНТОЧНАЯ МАШИНА, содержащая раскатную питающую рамку с выводными валиками, вытяжной прибор, размещенные со стороны питания и выпуска вытяжного прибора датчики линейной плотности ленты устройства для автоматического регулирования линейной плотности ленты, средство для автоматического присучивания ленты в зоне питания, средство для автоматической заправки ленты на выпуске, расположенное между лентоформирующим узлом и лентоукладчиком, имеющим счетчик длины ленты, устройство для автоматической смены выпускной паковки и подсоединенные к системе управления машиной датчики частоты вращения и датчики обрыва ленты, связанные со средствами для автоматического присучивания ленты и ее заправки, отличающаяся тем, что она содержит связанные с датчиками обрыва ленты средство для автоматической заправки ленты в вытяжной прибор, размещенное между питающей рамкой и вытяжным прибором, и средство для автоматического присучивания ленты, установленное между лентоформирующим узлом и лентоукладчиком, при этом вытяжной прибор имеет средство для автоматической ликвидации намотов, связанное с датчиками обрыва ленты.
