Изобретение относится к способам изготовления устройств для очистки жидкой и газообразной среды, в частности к способам изготовления фильтрующих элементов, и может быть использовано в химической промышленности, сельском хозяйстве и других отраслях народного хозяйства.
Цель изобретения - повышение экономичности и качества изготовления фильтрующего элемента.
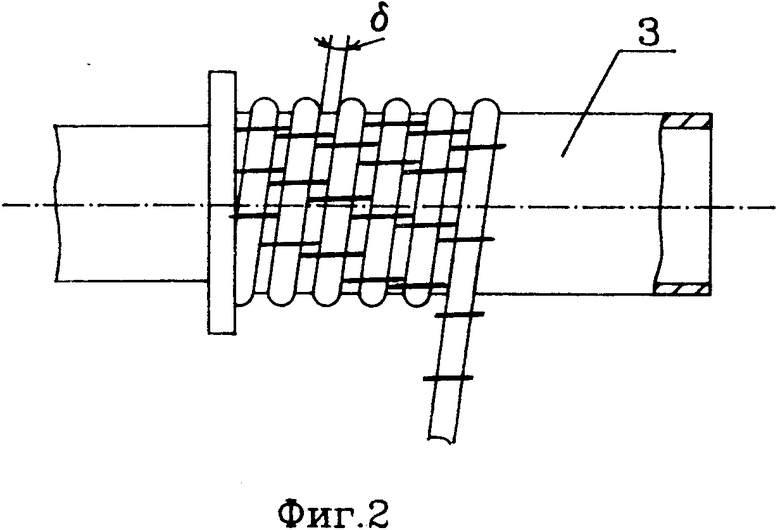
На фиг. 1 показана проволока, используемая при навивке фильтрующего элемента; на фиг. 2 - способ изготовления фильтрующего элемента.
Фильтрующий элемент состоит из проволоки 1 (фиг. 1) и дополнительной проволоки 2. Навивка проволоки 1 с дополнительной проволокой 2 при изготовлении фильтрующего элемента осуществляется на основу 3 (фиг. 2).
Способ изготовления фильтрующего устройства реализуется следующим образом.
П р и м е р 1. Взяли проволоку круглого сечения диаметром 2 мм и дополнительную проволоку круглого сечения диаметром 0,2 мм. Затем навили дополнительную проволоку 2 (фиг. 1) на проволоку 1 с шагом 30 мм, причем перед навивкой один конец дополнительной проволоки 2 прикрепили к проволоке 1 посредством сварки. После этого один конец проволоки 1 прикрепили к основе 3 (не показано) и навили проволоку 1 с дополнительной проволокой 2 на основу 3 (фиг. 2). Поскольку при навивке отдельные витки проволоки 1 ложатся на поверхность основы под определенным углом, то происходит смещение витков дополнительной проволоки 2, расположенных на поверхности каждого последующего витка. На смещение витков оказывает влияние также и деформация, которая имеет место при совместной навивке проволоки и дополнительной проволоки.
В процессе навивки проволоки 1 осуществляется контакт отдельных витков дополнительной проволоки 2 с поверхностью проволоки 1. Поскольку диаметр дополнительной проволоки 2 равен размеру щели фильтрующего элемента, то при навивке получается щель, размер которой равен диаметру дополнительной проволоки ( δ ). В качестве дополнительной проволоки 2 можно использовать капроновую нить (леску), а также проволоку, выполненную из любых других материалов. Профили проволоки 1 и дополнительной проволоки 2 также могут быть любыми. При указанной навивке обеспечивается взаимная фиксация витков друг относительно друга и получается щель строго заданного размера (размер щели определяется диаметром дополнительной проволоки).
П р и м е р 2. Взяли проволоку квадратного сечения со стороной квадрата 3 мм и дополнительную проволоку квадратного сечения со стороной квадрата 0,5 мм. Затем навили дополнительную проволоку 2 (фиг. 1) на проволоку 1 с шагом 40 мм, причем перед навивкой один конец дополнительной проволоки 2 прикрепили к проволоке 1 посредством сварки. После этого один конец проволоки 1 прикрепили к основе 3, навили проволоку 1 совместно с дополнительной проволокой 2 на основу 3 (фиг. 2). В процессе навивки проволоки 1 на основу 3 произвели смещение витков дополнительной проволоки 2 на каждом последующем витке проволоки 1 относительно витков проволоки 2 на каждом предшествующем витке проволоки 1. В процессе навивки проволоки 1 на основу 3 осуществляется контакт витков дополнительной проволоки 2 с поверхностью проволоки 1. Поскольку размер дополнительной проволоки 2 равен размеру щели фильтрующего элемента, то при навивке проволоки получается щель в виде винтовой линии с шириной, равной размеру (ширине) дополнительной проволоки 2, т. е. 0,5 мм.
П р и м е р 3. Взяли проволоку шестигранной формы с размерами 2 мм и дополнительную проволоку круглого сечения с диаметром 0,3 мм. Затем навили дополнительную проволоку 2 (фиг. 1) на проволоку 1 с шагом 25 мм, причем перед навивкой один конец дополнительной проволоки 2 прикрепили к проволоке 1 посредством сварки. После этого один конец проволоки 1 прикрепили к основе 3 и навили проволоку 1 совместно с дополнительной проволокой 2 на основу 3 (фиг. 2). В процессе навивки проволоки 1 на основу 3 произвели смещение витков дополнительной проволоки 2 друг относительно друга. В процессе навивки проволоки 1 на основу 3 осуществляется контакт витков дополнительной проволоки 2 с поверхностью проволоки 1. Поскольку размер дополнительной проволоки 2 равен размеру щели фильтрующего элемента, то при навивке проволоки получают щель в виде винтовой линии с шириной, равной диаметру дополнительной проволоки 2, т. е. 3 мм.
Таким образом, предлагаемое техническое решение обеспечивает повышение экономичности и качества изготовления фильтрующего элемента. (56) Авторское свидетельство СССР N 1428427, кл. В 01 D 39/12, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2034631C1 |
| Способ изготовления трубчатых изделий из композиционных материалов | 1982 |
|
SU1162537A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОКИ | 1997 |
|
RU2129931C1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Скважинный фильтр | 1985 |
|
SU1305309A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Способ получения гранул проппанта | 2019 |
|
RU2719874C1 |
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |

Изобретение относится к способам изготовления фильтрующих элементов, применяемых для очистки жидких и газообразных сред. Способ изготовления фильтрующего элемента включает навивку проволоки на основу с образованием винтовой щелевой поверхности. Новым является то, что предварительно на проволоку навивают дополнительную проволоку, причем диаметр дополнительной проволоки выбирают равным размеру щели. Витки дополнительной проволоки, расположенные на поверхности каждого последующего витка проволоки, смещены относительно витков дополнительной проволоки, расположенных на поверхности предшествующих витков проволоки. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА, включающий навивание проволоки на основу с образованием винтовой щелевой поверхности, отличающийся тем, что предварительно на проволоку навивают дополнительную проволоку, диаметр которой выбирают равным размеру щели, при этом витки дополнительной проволоки, расположенные на поверхности каждого последующего витка проволоки, смещены относительно витков дополнительной проволоки, расположенных на поверхности предшествующего витка проволоки.
