Изобретение относится к обработке металлов давлением, а точнее к устройствам для импульсной пробивки большого числа отверстий.
Известно устройство для пробивки радиальных отверстий в полых деталях, содержащее матрицу, пуансонодержатель с подпружиненными пуансонами, механизм перемещения подвижных деталей штампа, включающий толкатель, и привод пуансона [1] .
Такое устройство характеризуется сложностью конструкции и не позволяет осуществить пробивку отверстий в пробуемой области длинной трубы, установленной в подземной коммуникации, что снижает эффективность работы устройства.
Известно также устройство для пробивки отверстий в полых деталях, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средство перемещения пуансонов в виде порохового заряда [2] .
Такое устройство характеризуется сложной конструкцией, требует наличия матриц, исключает одновременную пробивку более двух отверстий и пробивку отверстий в длинных трубах, особенно тех, которые установлены в грунте или внутри какой-то другой детали. Кроме этого, такое устройство после пробивки отверстий требует возвращения пуансонов со вставками в первоначальное положение. Перечисленные обстоятельства снижают эффективность работ по пробивке отверстий.
Цель изобретения - упрощение конструкции и повышение эффективности работы.
Это достигается тем, что пуансонодержатель выполнен в виде подвижной детали, размещаемой в требуемом месте заготовки (обрабатываемой трубы), и в нем выполнен дополнительный сквозной канал, другой пуансон размещен в дополнительном сквозном канале, пуансоны выполнены в виде патронов и устройство снабжено замком, запирающим пуансоны в сквозных каналах пуансонодержателя и выполненным в виде планки, и нагревательными мостиками, установленными в планке напротив капсюлей патронов и соединяемыми с источником тока.
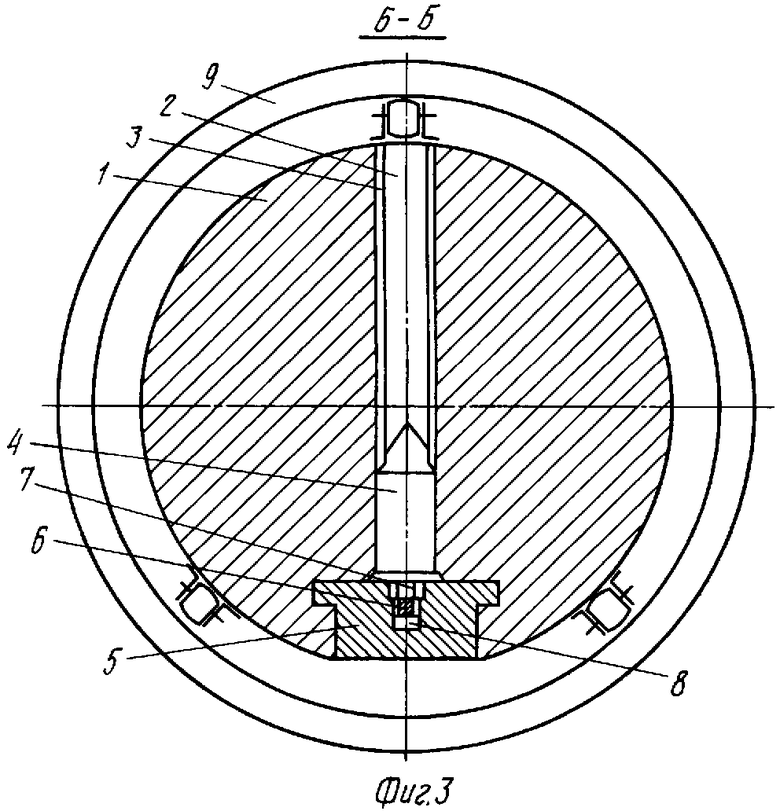
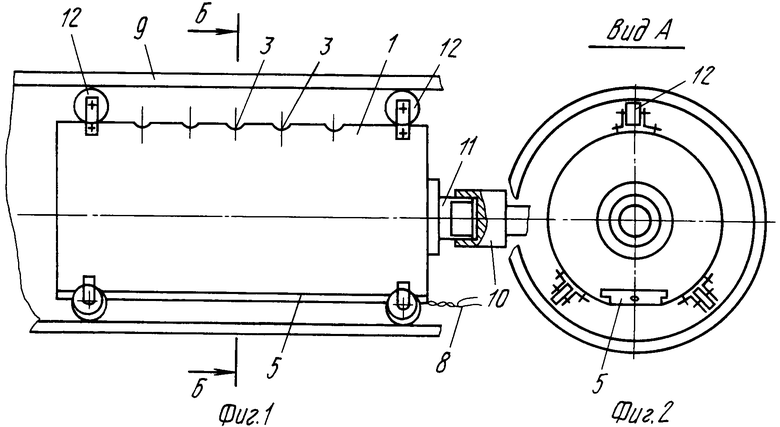
На фиг. 1 показано устройство в трубе, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для пробивки отверстий в полых деталях содержит пуансонодержатель 1 в виде подвижной детали, размещаемой в требуемом месте обрабатываемой полой заготовки и имеющей каналы 2 радиального направления, в которых в виде тонкостенной цилиндрической оболочки установлен дополнительный сквозной канал 3, служащий для размещения в них с одного конца пуансонов 4 в виде патронов.
Сквозные каналы закрываются замком 5, запирающим пуансоны в сквозных каналах. Замок выполнен в виде планки, в которой на изоляционном вкладыше 6 против капсюлей патронов (пуансонов) установлены нагревательные мостики 7, соединенные параллельно токоведущими жилами 8, размещенными в планке, с источником тока (на чертеже не показан).
В подлежащей обработке полой заготовке 9, например трубе, к нужному месту, где надлежит осуществить пробивку отверстий, пуансонодержатель перемещают с помощью штанг 10, первая из которых навинчивается на хвостовик 11, закрепленный на торце пуансонодержателя. На пуансонодержателе для уменьшения затрат на его перемещения установлены свободно вращающиеся ролики 12.
Устройство работает следующим образом. В дополнительные сквозные каналы 3 при извлеченном замке 5 устанавливают пуансоны 4 в виде патронов; после проверки состояния нагревательных мостиков и электрической цепи замок в виде планки устанавливают так, чтобы нагревательные элементы оказались против капсюлей патронов. На резьбу хвостовика 11 навинчивают секцию штанги 10 и подают снаряженный патронами пуансонодержатель 1 в полую заготовку 9 к месту, где необходимо произвести пробивку отверстий в полой детали. Подключают токоведущие жилы 8 к источнику тока, происходит накаливание нагревательных мостиков, непосредственное соприкосновение которых с капсюлями патронов обеспечивает передачу достаточного количества теплоты, чтобы вызвать инициирование капсюле и возгорание заряда в патрон. Быстро растущее давление в патроне вызывает движение пули по дополнительному сквозному каналу и в дальнейшем пробивку отверстия в полой заготовке 9. После выполнения этой операции отключают источник тока, извлекают пуансонодержатель, а затем замок и патроны (гильзы). Далее цикл повторяют.
Такое устройство благодаря наличию дополнительных сквозных каналов с размещаемыми в них пуансонами в виде патронов и замка, запирающего пуансоны и содержащего нагревательные мостики, обеспечивает упрощение конструкции и повышение эффективности. (56) Авторское свидетельство СССР N 1621742, кл. В 21 D 28/28, 1989.
Авторское свидетельство СССР N 1238832, кл. В 21 D 28/28, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Устройство для пробивки отверстий | 1981 |
|
SU1031581A1 |
| ПАТРОН ОХОТНИЧИЙ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ПУЛИ | 1997 |
|
RU2141096C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2001 |
|
RU2201832C2 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Канцелярский дырокол | 1988 |
|
SU1639951A1 |
Использование: при обработке полых деталей. Сущность изобретения: пуансонодержатель выполнен в виде передвижной детали с каналами, в которых установлены свободно пуансоны в виде патронов. Они запираются общим замком в виде планки. Напротив капсюлей патронов установлены нагревательные мостики, соединенные с источником тока. Пуансонодержатель с пуансонами устанавливают в нужном месте внутри детали. Подается напряжение на нагревательные мостики, заряды в патронах возгораются, пули перемещаются по каналам и пробивают отверстия в стенке детали. 3 ил.
УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ПОЛЫХ ДЕТАЛЯХ, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средства перемещения пуансонов в виде порохового заряда, отличающееся тем, что пуансонодержатель выполнен в виде подвижной детали, размещаемой в требуемом месте заготовки, и в нем выполнен дополнительный сквозной канал, другой пуансон размещен в дополнительном сквозном канале, пуансоны выполнены в виде патронов, и устройство снабжено замком, запирающим пуансоны в сквозных каналах пуансонодержателя и выполненным в виде планки, и нагревательными мостиками, установленными в планке напротив капсюлей патронов и соединяемыми с источником тока.
