Изобретение относится к порошковой металлургии, в частности к способам прессования с наложением ультразвуковых колебаний.
Известен способ прессования изделий из порошка в металлической пресс-форме, предусматривающий загрузку порошка в матрицу и уплотнение путем наложения статического давления. Недостатком этого способа является большая неравномерность распределения плотности по объему, что приводит к быстрому разрушению прессованного или спеченного изделия. Применение высокого давления прессования для порошков твердых и хрупких материалов способствует возникновению больших упругих напряжений в местах контактов между частицами и вызывает хрупкое разрушение этих участков при снятии давления, последнее приводит к тому, что формование изделий из порошков больших размеров и сложной формы становится практически невозможным из-за их плохого качества.
Наиболее близким к предлагаемому способу по технической сущности является известный способ, включающий вибрационное уплотнение порошка в пресс-форме при наложении осевых колебаний с частотой 20-30 кГц при одновременном воздействии на пресс-форму синхронных по фазе дополнительных колебаний той же частоты с результирующей обоих колебаний, направленной под углом 10-20о к оси пресс-формы. Недостатком способа является малый срок службы пресс-формы. Это обусловлено тем, что в процессе прессования под действием ультразвуковых колебаний частицы порошка интенсивно проникают в зазор между пуансоном и матрицей пресс-формы и, действуя как абразив, вызывают быстрое их разрушение. Кроме того, в процессе прессования меняется усилие прессования, а значит и акустическая нагрузка. В результате акустическая система выходит из резонанса и эффективность от использования ультразвуковых колебаний невысокая.
Целью изобретения является повышение срока службы пресс-формы за счет устранения абразивного действия порошка.
Поставленная цель достигается за счет того, что в способе, включающем загрузку порошка в пресс-форму приложения к нему статического давления прессования, наложение ультразвуковых колебаний осуществляют после достижения давления прессования в течение 1-5 с.
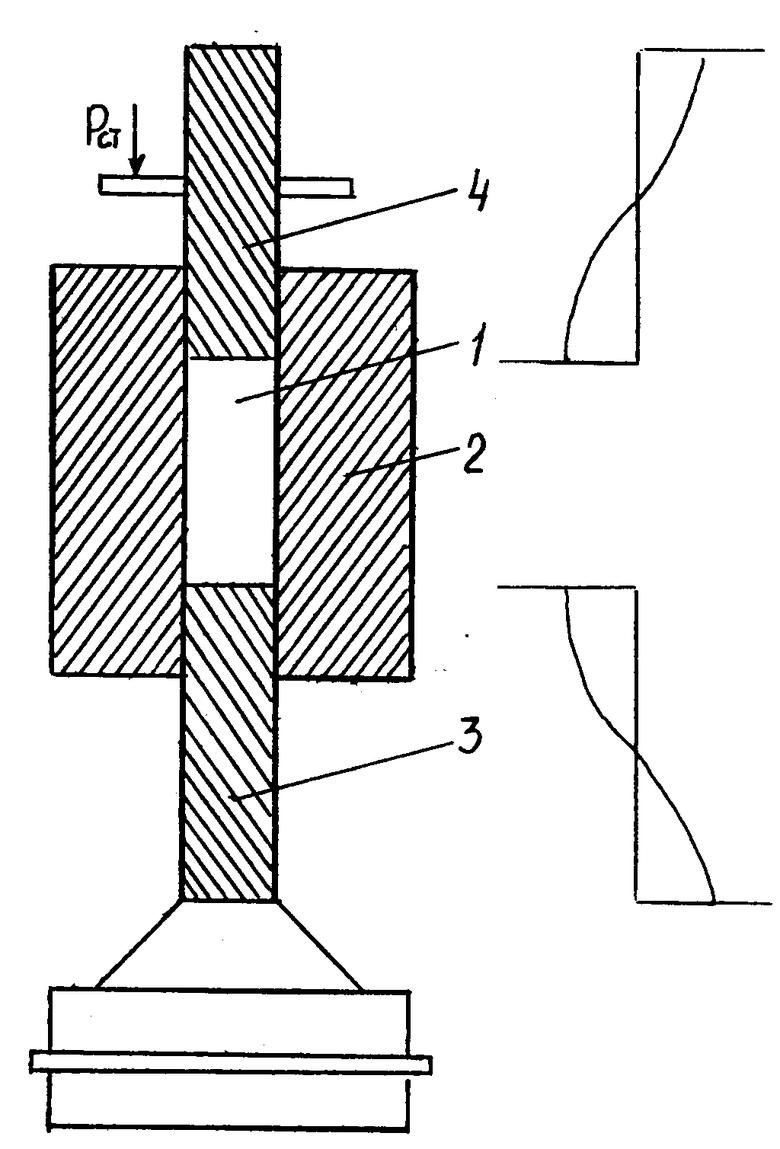
На чертеже изображена схема установки, реализующая предлагаемый способ. Порошок 1 загружают в пресс-форму 2, имеющую подвижный нижний пуансон 3, который является и волноводом ультразвуковых колебаний. На загруженный в матрицу порошок 1 устанавливают подвижный пуансон 4. Прикладывают давление прессования. Затем через нижний пуансон 3 накладывают на прессуемый порошок ультразвуковые колебания в течение 1-5 с.
Способ осуществляется следующим образом. Загружают порошок в пресс-форму, после достижения необходимого давления прессования накладывают ультразвуковые колебания на порошок в течение 1-5 с.
Наложение ультразвуковых колебаний на прессуемый порошок в течение времени, меньшего 1 с неэффективно, так как с энергии ультразвуковых колебаний в этом случае недостаточно для пеpеpаспределения частиц порошка по объему и снятия возникшего в процессе прессования неравномерного распределения напряжения. Как показали исследования, ультразвуковое воздействие в течение 1-5 с приводит к полному выравниванию напряжений по всему объему прессовки. Увеличение времени воздействия ультразвука более 5 с не приводит к улучшению качества прессовки и сокращает срок службы пресс-формы.
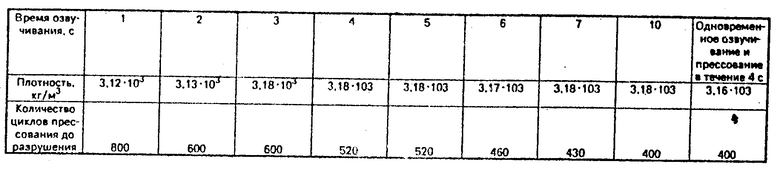
П р и м е р. Порошок засыпали в прямоугольную пресс-форму с площадью поперечного сечения 0,49 см2. На загруженный порошок установили верхний пуансон и провели нагружение до давления прессования равного 3000 Н/м2, затем накладывали ультразвуковые колебания частотой 30 кГц и амплитудой 5-10 мкм на порошок через нижний пуансон. Источником ультразвуковых колебаний служил пьезокерамический излучатель. Время ультразвукового воздействия на порошок составляло 4 с. Зависимость плотности прессовки и количества циклов прессования от времени от времени ультразвукового воздействия приведена в таблице.
По предлагаемому способу в пресс-форме было произведено 520 циклов прессования, в то время, как по способу-прототипу (при одновременном приложении усилия прессования и наложении ультразвуковых колебаний) - 400 циклов. Плотность прессовок, полученных по предлагаемому способу ρ= 3,18 ˙103 кг/м3 (давление прессования 3000 н/м2) сравнима с плотностью прессовок, полученных одновременным наложением ультразвуковых колебаний и давления прессования ( ρ = 3,16˙ 103 кг/м3). Таким образом, предлагаемый способ не ухудшая качество изделий позволяет получить экономический эффект за счет увеличения срока службы пресс-формы.
(56) Авторское свидетельство СССР N 954184, кл. В 22 F 3/02, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ СКАЛЬПЕЛЕЙ | 1990 |
|
RU2025189C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ КУБИЧЕСКОГО НИТРИДА БОРА | 1991 |
|
RU2034642C1 |
| СПОСОБ ЮСТИРОВКИ ДИФРАКТОМЕТРА | 1992 |
|
RU2114420C1 |
| Способ ленточного шлифования сложнофасонных поверхностей | 1982 |
|
SU1712130A1 |
| Способ изготовления проволоки | 1978 |
|
SU751448A1 |
| Паста для металлизации конденсаторной керамики | 1991 |
|
SU1766890A1 |
| Ультразвуковое устройство для обработки | 1990 |
|
SU1729672A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1082511A2 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1989 |
|
RU2030285C1 |
Сущность: загружают порошок в пресс-форму, после достижения статического давления прессования накладывают ультразвуковые колебания на порошок в течение 1-5 с. 1 ил.
СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА с наложением осевых ультразвуковых колебаний, включающий загрузку порошка в пресс-форму и приложение к нему статического давления прессования, отличающийся тем, что, с целью повышения срока службы пресс-формы, наложение ультразвуковых колебаний осуществляют после достижения давления прессования в течение 1 - 5 с.
