Изобретение относится к обработке металлов давлением и может быть использовано для холодного и горячего прессования труб преимущественно из алюминиевых сплавов.
Известна игла для прессования труб, выполненная в виде тела цилиндрической формы с рабочей поверхностью и хвостовиком [1] .
Недостатком этой иглы - смазку необходимо наносить на рабочую поверхность перед каждым циклом прессования, при этом она распределяется неравномерно, что снижает качество внутренней поверхности отпрессованных труб.
Цель изобретения - повысить производительность за счет исключения операции нанесения технологической смазки на рабочую поверхность и повысить качество труб.
Это достигается тем, что рабочая поверхность выполнена из последовательно расположенных и чередующихся между собой кольцевых участков, изготовленных из разнородных материалов с различными антифрикционными свойствами. Количество участков с высокими антифрикционными свойствами равно количеству участков с низкими антифрикционными свойствами, при этом со стороны, прилегающей к хвостовику, размещают участок с высокими антифрикционными свойствами.
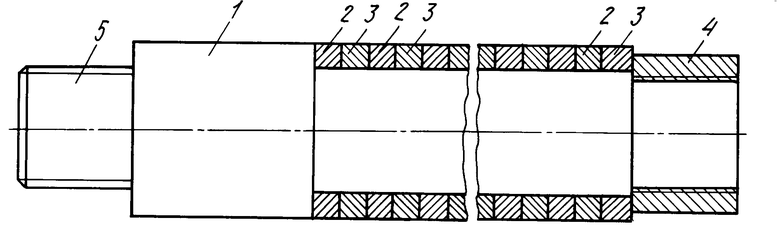
На чертеже показана игла для прессования труб.
Игла содержит цилиндрическое тело 1, на рабочей поверхности которого выполнены последовательно расположенные и чередующиеся между собой кольцевые участки 2 и 3 из разнородных материалов с различными антифрикционными свойствами. Кольца зафиксированы втулкой 4. Для установки иглы в иглодержателе имеется хвостовик 5.
Примером конкретного выполнения устройства является неподвижная цилиндрическая игла диаметром 30 мм из стали 3Х3М3Ф для прессования труб из алюминиевых сплавов. На рабочей поверхности иглы выполнена проточка диаметром 20 мм, на проточку насажены кольца диаметром 30 х 20 мм и толщиной 2 мм, выполненные из разнородных материалов с различными антифрикционными свойствами: металла иглы и графита. Коэффициенты трения алюминиевых сплавов по стальному кольцу μ= 0,3, по графитовому - μ= 0,05.
Кольца насажены соосно на торец иглы в следующей последовательности: вначале графитовое кольцо с высокими антифрикционными свойствами, за ним - стальное кольцо с низкими антифрикционными свойствами и т. д. Количество колец с низкими антифрикционными свойствами равно количеству колец с низкими антифрикционными свойствами. Затем с помощью резьбовой втулки диаметром 28 мм все кольца закрепляют с натягом на игле. Толщина колец с низкими антифрикционными свойствами надета из условия, что при скольжении прессуемого металла на длине участка 2 мм налипание исключается.
В процессе прессования деформируемый металл заготовки скользит по рабочей поверхности иглы. На участках с высокими антифрикционными свойствами происходит релаксация энергии сил трения, накопленной при скольжении по участкам с низкими антифрикционными свойствами. В результате устраняются условия схватывания прессуемого металла с рабочей поверхностью иглы в течение всего процесса деформирования, тем самым отпадает необходимость нанесения технологической смазки перед каждым циклом прессования. (56) 1. Авторское свидетельство СССР N 571319, кл. В 21 С 25/04, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Игла для прессования труб из сплошных заготовок алюминиевых сплавов | 1973 |
|
SU526409A1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469859C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 1996 |
|
RU2128329C1 |
| СБОРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2233723C1 |
Использование: обработка металлов давлением, конструкции инструментов для горячего и холодного прессования труб. Сущность: игла цилиндрической формы выполнена с рабочей поверхностью и хвостовиком. Рабочая поверхность состоит из кольцевых участков. Кольцевые участки изготовлены из материалов с различными антифрикционными свойствами. Количество участков с высокими антифрикционными свойствами равно количеству участков с низкими антифрикционными свойствами. Они установлены в порядке чередования между собой, причем первым и ближайшим к хвостовику устанавливают участок с высокими антифрикционными свойствами. 1 з. п. ф-лы, 1 ил.
