Изобретение относится к обработке металлов давлением, в частности к способам для резки штучных изделий из мягких металлов.
Известен способ резки изделий из мягких материалов путем параллельного перемещения ножей в плоскости резания с последующим перекрытием режущих кромок для дорезания. Резание осуществляется перемещением ножей навстречу друг другу без взаимного касания в одной плоскости (плоскости резания) до полного разрезания изделия. Чтобы обеспечить гарантированное разрезание, стремятся увеличить ход ножей для образования перекрытия их режущих кромок.
Однако с увеличением хода ножей снижается быстродействие ножниц и увеличиваются затраты энергии ввиду увеличения холостого хода.
Целью изобретения является повышение срока службы ножей.
Это достигается тем, что в способе резки изделий из металла, включающем разделение заготовки и отделяемой части посредством вертикального перемещения одного из ножей в направлении к другому с последующим перекрытием их режущих кромок, согласно изобретению перемещение упомянутого ножа в вертикальном направлении прекращают, а перекрытие режущих кромок ножей осуществляют путем перемещения второго ножа в направлении, перпендикулярном упомянутому ножу, при расстоянии между обращенными друг к другу торцовыми поверхностями ножей, равном осевому зазору между ними.
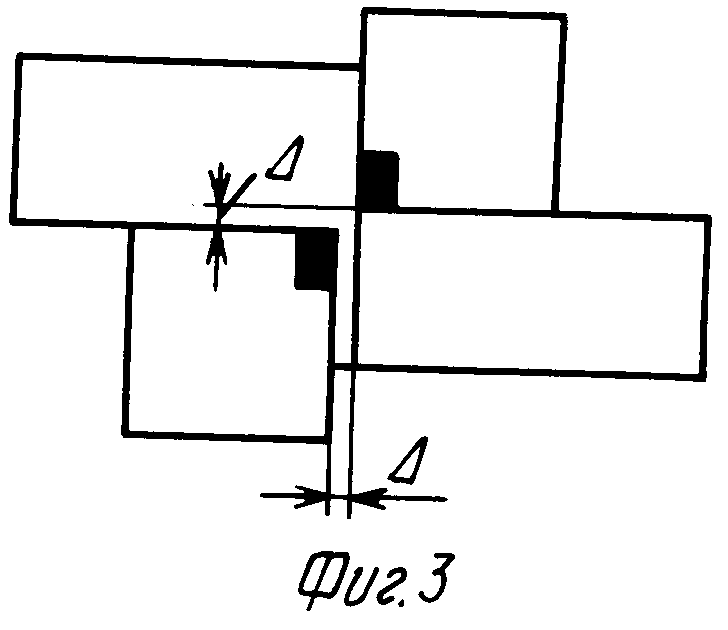
Отличительной особенностью предлагаемого процесса резания является то, что резание производится не в одной плоскости, как это имеет место в известных способах, а в двух взаимно перпендикулярных плоскостях. Смена плоскости резания производится в период, когда схема процесса резания в поперечном направлении становится симметричной схеме процесса в основной плоскости резания, т. е. когда раствор между ножами становится равным боковому (осевому) зазору.
Раствор между ножами не должен быть меньше зазора, так как это может привести к стыковке ножей и их поломке. Увеличение величины раствора приведет к увеличению размеров заусенца и удлинению процесса резания. Со сменой плоскости резания происходит изменение направления заусенца с поперечного на продольное. При такой форме образования заусенца устраняется его влияние на условия захвата полосы валками при ее дальнейшей прокатке. Это допускает увеличение заусенца, т. е. использование ножей с большей степенью притупления, а значит повышение срока их службы.
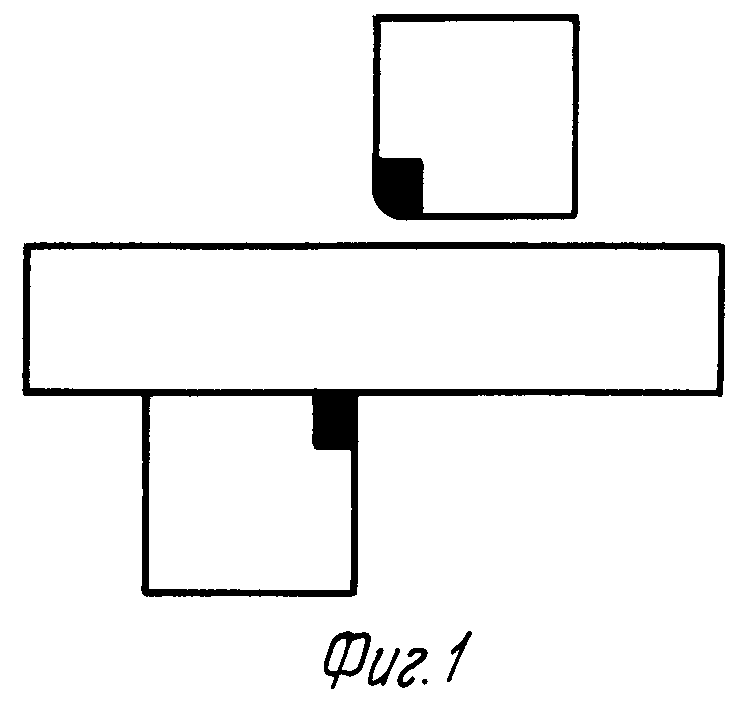
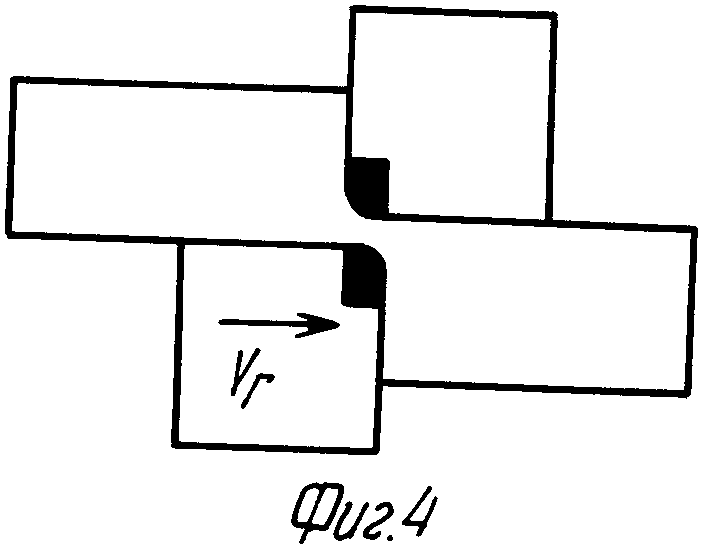
На фиг. 1 представлено исходное положение ножей; на фиг. 2 - схема перемещения ножей в первый период резания; на фиг. 3 - положение ножей в конце первого периода резания; на фиг. 4 - в период дорезания металла.
Способ резания изделия из мягких материалов осуществляется следующим образом.
Разрезаемое изделие помещают между ножами. Включением главного привода осуществляется перемещение одного из ножей навстречу другому в поперечном направлении относительно разрезаемого материала до сближения горизонтальных граней ножей на величину зазора (раствора между ножами), равную величине бокового зазора.
Далее включением дополнительного привода одному из ножей сообщается горизонтальное движение, при котором происходит перекрытие режущих кромок ножей и осуществляется дорезание изделия. По окончании резания ножи возвращаются в исходное положение одновременным перемещением в горизонтальной и вертикальной плоскостях указанными приводами.
П р и м е р. На ножницах блюминга "1300" осуществлялась резка заготовок из малоуглеродистых сталей (Ст 10, Ст 20, Ст 3 и др. ) при температурах 950о С и выше, т. е. когда материал становился пластичным. Резание продолжалось до полного сближения ножей и образования их перекрытия.
Перемещение ножей осуществлялось электродвигателем посредством кривошипно-шатунного механизма, при круговом вращении кривошипного вала. Т. к. за полный оборот кривошипного вала ход ножей составит 2R, где R - радиус кривошипа, чтобы исключить перекрытие ножей и возможность их стыковки при горизонтальном перемещении расстояние между ножами при максимальном удалении должно составлять 2R+ Δ, где Δ, - величина, соответствующая зазору между боковыми гранями ножей, поскольку при перпендикулярном перемещении их горизонтальные грани становятся боковыми по отношению к ножам в обычном их использовании. Для горизонтального перемещения ножей в системе нижнего ползуна установлен гидроцилиндр.
В исходном положении ножи разведены на величину, допустимую для прохода полосы. После подачи заготовки в просвет между ножами включением основного двигателя обеспечивается непрерывное перемещение ножей. При их сближении до 4-6 мм, что соответствует величине зазора между боковыми гранями ножей, их движение замедляется или полностью приостанавливается. Подачей жидкости в гидроцилиндр производится горизонтальное смещение нижнего ножа. После завершения процесса резания осуществляется перемещение ножей в исходное положение, при этом вертикальное и горизонтальное перемещения могут быть совмещены по времени.
Предлагаемая схема резания позволяет увеличить степень перекрытия ножей и использовать ножи при большей величине притупления их режущих кромок в 1,5-2 раза (до 6-8% ), что не оказывает существенного влияния на усилия резания, и тем самым повысить продолжительность их службы до замены примерно в 1,3-1,5 раза. Это дает возможность поднять производительность стана, а также снизить расход легированных материалов на их изготовление. (56) Королев А. А. Конструкция и расчет машин и механизмов прокатных станов. М. : Металлургия, 1969, с. 250-252.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 1996 |
|
RU2105641C1 |
| СПОСОБ НАПЛАВКИ ТРЕНИЕМ | 1993 |
|
RU2041780C1 |
| Штамп для резки Z-образных профилей | 1986 |
|
SU1424991A1 |
| Ножницы для резки металла | 1988 |
|
SU1606264A1 |
| Способ резки металлических изделий и устройство для его осуществления | 1983 |
|
SU1326395A1 |
| Ножницы для резки листового металла | 1986 |
|
SU1397196A1 |
| Штамп для резки гнутых П-образных профилей | 1985 |
|
SU1328088A1 |
| Ножницы для резки металла | 1981 |
|
SU980968A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ СЛОЯ ШИХТЫ НА ПАЛЛЕТАХ АГЛОМАШИНЫ | 1990 |
|
RU2007678C1 |
| ВАГРАНКА | 1991 |
|
RU2009417C1 |

Использование: для резки штучных изделий. Сущность: ножи перемещаются в вертикальном направлении до расстояния между их торцовыми поверхностями, равного осевому зазору между ножами, затем в горизонтальном направлении до окончательной резки полосы. 4 ил.
СПОСОБ РЕЗКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА, включающий разделение заготовки и отделяемой части посредством вертикального перемещения одного из ножей в направлении к другому с последующим перекрытием их режущих кромок, отличающийся тем, что, с целью повышения срока службы ножей, прекращают перемещение упомянутого ножа в вертикальном направлении, затем осуществляют перекрытие режущих кромок ножей путем перемещения другого ножа в направлении, перпендикулярном упомянутому ножу, при расстоянии между обращенными одна к другой торцевыми поверхностями ножей, равном осевому зазору между ними.
