Изобретение относится к производству стеклянного волокна, а именно к устройствам регулирования линейной плотности (толщины) стеклянной нити, и может быть использовано на заводах по производству стекловолокна.
Известно устройство, содержащее стеклоплавильный сосуд, наматывающий аппарат, нитесборник, бобину, уровнемер, например электроконтактный с датчиком - платиновой иглой, дозатор, преобразователь, элемент для отмеривания отрезков вырабатываемой стеклонити определенной длины, элемент сравнения, задатчик линейной плотности стеклонити, регистрирующий прибор, регулятор, дроссель, трансформатор [1] .
Недостатками аналога являются низкое качество регулирования линейной плотности стеклонити и высокая обрывность элементарных волокон, обусловленная неравномерностью разогрева стеклоплавильного сосуда, неоднородностью сырья и инерционностью канала регулирования.
Прототип - устройство, содержащее электропечь, у которой через фильеры вытягиваются стеклянные волокна и формируются нитесборником в нить, которая наматывается на бобину. Толщина стеклонити регулируется с помощью регулятора напряжения в цепи питания электропечи. В контур регулирования включены элемент сравнения, задатчик с индикатором, реле времени, регулятор и сумматор. Сигнал с датчика толщины стеклонити поступает на один вход элемента сравнения, к другому входу которого подключен задатчик, выход элемента сравнения подключен к входам регулятора, индикатор задатчика через реле времени соединен с соответствующим входом регулятора, сигнал с которого через сумматор поступает на регулятор напряжения [2] .
Недостатком прототипа является инерционность канала регулирования греющий ток - толщина нити (линейная плотность) и, как следствие, неудовлетворительная точность регулирования линейной плотности в условиях повышенной неоднородности и газонасыщенности стекломассы.
Целью изобретения является повышение качества стеклонити и производительности процесса выработки стекловолокна.
Цель достигается в устройстве автоматического регулирования линейной плотности стеклянной нити в процессе ее выработки из стеклоплавильного сосуда с фильерной пластиной, содержащем датчик толщины стеклонити, подключенный по входу регулятора с задатчиком, генератор ультразвуковых колебаний и излучатель, размещенный в подфильерной зоне стеклоплавильного сосуда и соединенный через генератор ультразвуковых колебаний с выходом регулятора.
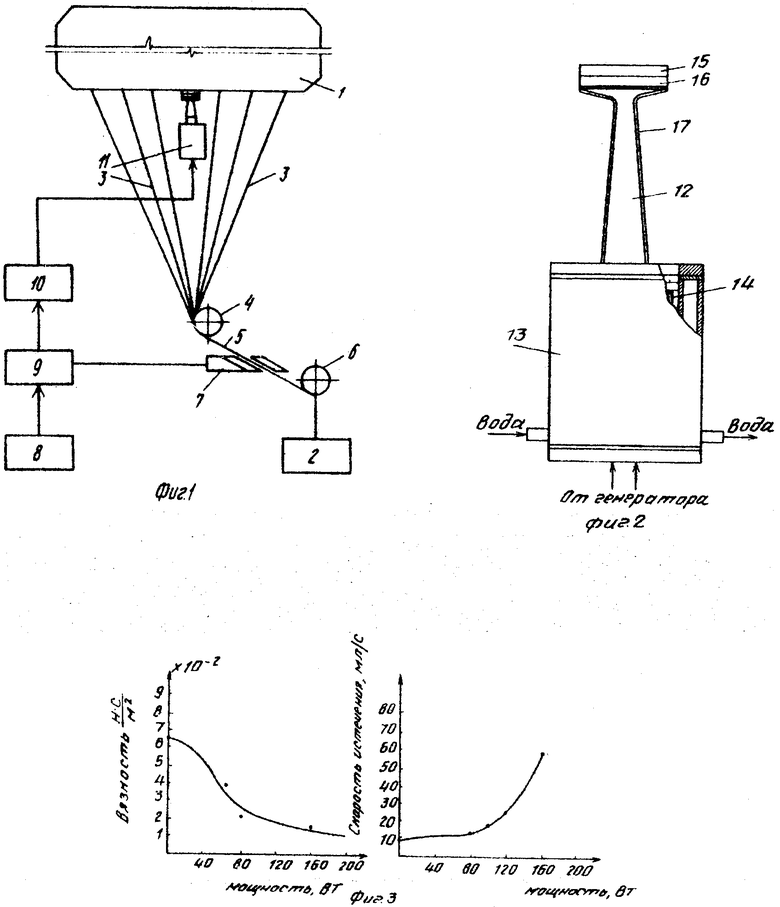
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - ультразвуковой излучатель; на фиг. 3 - графики зависимостей вязкости и скорости истечения через фильеры стеклоплавильного сосуда от мощности ультразвукового воздействия.
На фиг. 1 изображены стеклоплавильный сосуд 1, наматывающий аппарат 2 для вытягивания стекловолокна 3 из фильер сосуда, нитесборник 4 для формирования нити 5, бобина 6 наматывающего аппарата, датчик 7 толщины стеклонити, задатчик 8 линейной плотности стеклянной нити, регулятор 9, генератор 10 с регулируемой мощностью выходного сигнала, ультразвуковой излучатель 11, причем все устройства в цепи регулирования связаны между собой последовательно, кроме задатчика 8 линейной плотности стеклянной нити, выход которого соединен с одним из входов регулятора, а на фиг. 2 изображен ультразвуковой излучатель, который состоит из концентратора 12, рубашки 13 водяного охлаждения, возбудителя 14 ультразвука и дополнительно снабжен электроизоляционной пластиной 15, теплоизоляционной пластиной 16, теплоизолирующим слоем 17, нанесенным на концентратор 12.
Устройство работает следующим образом.
Стекловолокна 3 вытягиваются из фильер стеклоплавильного сосуда 1, формируются нитесборником 4 в нить 5, которая наматывается на бобину 6 наматывающего аппарата 2. Датчик 7 линейной плотности непрерывно измеряет величину линейной плотности стеклянной нити 5. Выходные сигналы датчика 7 и задатчика 8 поступают на входы регулятора 9. Входной сигнал регулятора 9 формируется в соответствии с его законом регулирования (например, пропорционально-интегральным) и с учетом отклонения текущего значения линейной плотности стеклонити от задания, а затем поступает на управляющий вход ультразвукового генератора 10 с регулируемой мощностью входного сигнала, подаваемого на ультразвуковой излучатель 11. При отклонении значения линейной плотности от задания в большую сторону, например, вследствие повышения температуры, автоматически уменьшается мощность выходного сигнала ультразвукового генератора 10, что повлечет за собой увеличение вязкости стекломассы в предфильерной зоне и уменьшение диаметра, и следовательно, линейной плотности комплексной стеклонити. При отклонении значения линейной плотности в меньшую от задания сторону автоматический регулятор 9 увеличивает выходную мощность генератора 10, что приведет к снижению вязкости стекломассы, и следовательно, к увеличению диаметра элементарных волокон, и соответственно, линейной плотности стеклонити. На фиг. 3 представлен график зависимостей вязкости и скорости истечения через фильеры стеклоплавильного сосуда от мощности ультразвукового воздействия.
В процессе нормального функционирования предфильерная зона стеклоплавильного сосуда находится под напряжением и разогрета до температуры свыше 1100оС. С целью обеспечения электро- и теплоизоляции ультразвукового излучателя 11 используются изолирующие пластины. Электрическая изоляция излучателя от фильерной пластины осуществляется за счет использования пластины 15 (например, из кварцевого стекла), которая в данных температурных условиях сохраняет свойство неэлектропроводности и химической инертности при соприкосновении с платино-родиевой фильерной пластиной. Тепловая изоляция обеспечивается с помощью солевой пластины 16 (например, из кристалла слюды), которая устанавливается под электроизолирующей пластиной 15 и с помощью солевого слоя (например, слоя магнезита, имеющего низкий коэффициент теплопроводности при высоких температурах (Справочник химика. - Л. : ГХИ, 1962, с. 922), нанесенного на поверхность концентратора 12 ультразвукового излучателя 11. Кроме того, с целью защиты от теплового воздействия фильерной пластины, область излучателя, в которой размещен возбудитель 14 ультразвука, охлаждается водой, которая подается в рубашку 13 водяного охлаждения.
Толщина электроизоляционной пластины 15 составляет 3-5 мм, теплоизоляционной пластины 16 - 8 - 10 мм, теплоизоляционного слоя 17 - не более 1 мм.
По сравнению с прототипом устройства, в котором автоматическое регулирование линейной плотности стеклянной нити (толщины нити) осуществляется путем изменения величины греющего тока, что не обеспечивает равномерного разогрева стекломассы в стеклоплавильном сосуде и требуемого качества вытягиваемой стеклонити, устройство лишено этого недостатка. Применение ультразвука в технологическом процессе, излучатель которого определенным образом включен в технологическую схему и имеет тепло- и электроизоляционную защиту, позволяет улучшить качество нити и снизить ее обрывность за счет улучшения дегазации и гомогенизации (однородности) расплава, а также за счет уменьшения в 10-20 раз инерционности канала регулирования мощность ультразвука - линейная плотность по сравнению с известным каналом регулирования греющий ток - линейная плотность. (56) Авторское свидетельство СССР N 329143, кл. С 03 B 37/08, 1969.
Авторское свидетельство СССР N 850623, кл. С 03 B 37/07, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования линейной плотности стеклянной нити | 1973 |
|
SU452545A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО СТЕКЛЯННОГО ВОЛОКНА | 1971 |
|
SU300429A1 |
| Устройство для стабилизации средней линейной плотности стеклонити | 1976 |
|
SU549432A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕКЛОНИТИ | 1973 |
|
SU363669A1 |
| Устройство для изготовления стекловолокна | 1981 |
|
SU1049444A1 |
| Устройство для производства стекловолокна | 1978 |
|
SU791670A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО СТЕКЛОВОЛОКНА И ИЗДЕЛИЯ, ФОРМОВАННЫЕ ИЗ НЕГО | 2009 |
|
RU2531950C2 |
| Устройство для контроля толщины стеклонити | 1980 |
|
SU874682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДНОЙ НИТИ ИЗ УЛЬТРАТОНКИХ СТЕКЛЯННЫХ ВОЛОКОН | 2015 |
|
RU2623401C2 |
| Устройство для автоматического регулирования линейной скорости вытяжки волокна | 1981 |
|
SU1057446A1 |
Использование: заводы по производству стекловолокна. Сущность: линейную плотность стеклонити регулируют путем изменения мощности ультразвуковых колебаний в предфильерной зоне стеклоплавильного сосуда посредством датчика толщины стеклонити, подключенного к входу регулятора, выход которого через генератор ультразвуковых колебаний соединен с излучателем. 3 ил.
УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ СТЕКЛЯННОЙ НИТИ в процессе ее выработки из стеклоплавильного сосуда с фильерной пластиной, содержащее датчик толщины стеклонити, подключенный к выходу регулятора с задатчиком, отличающееся тем, что, с целью повышения качества нити и производительности процесса за счет уменьшения инерционности канала регулирования, оно снабжено генератором ультразвуковых колебаний и излучателем, размещенным в подфильерной зоне стеклоплавильного сосуда и соединенным через генератор ультразвуковых колебаний с выходом регулятора.
