Изобретение относится к производству строительных материалов и может быть использовано для производства мелкоштучных строительных изделий, преимущественно стеновых и бортовых бетонных камней.
Цель изобретения - снижение металлоемкости и упрощение конструкции.
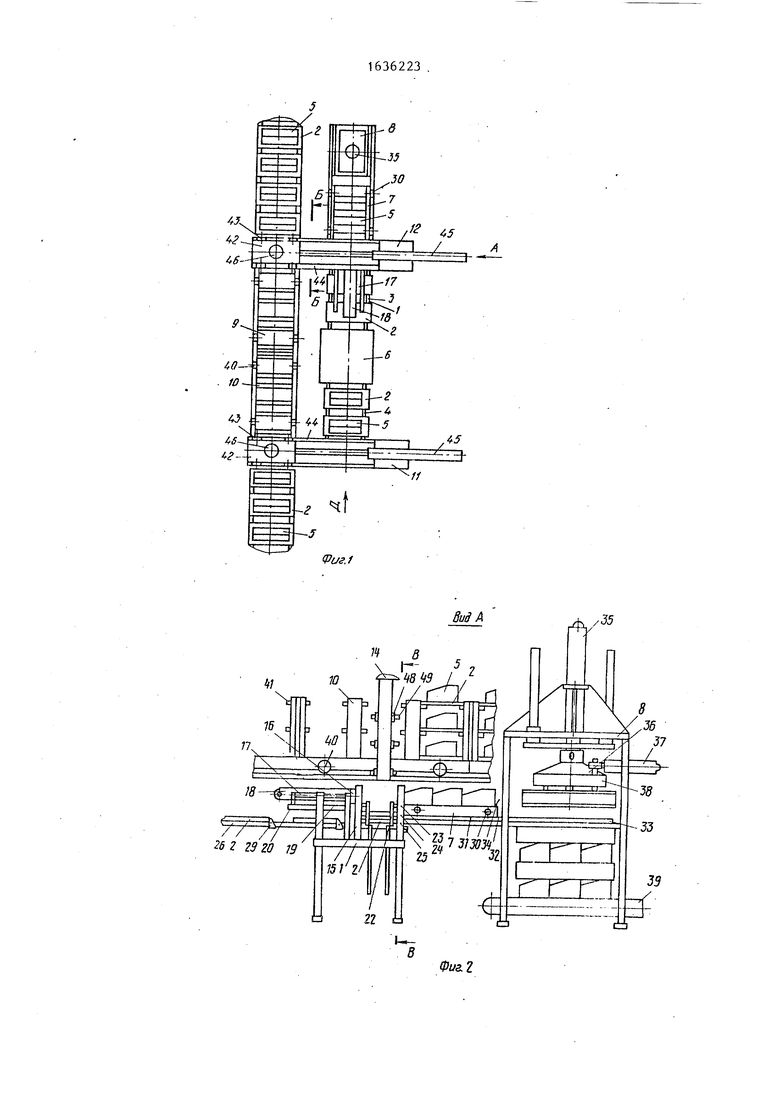
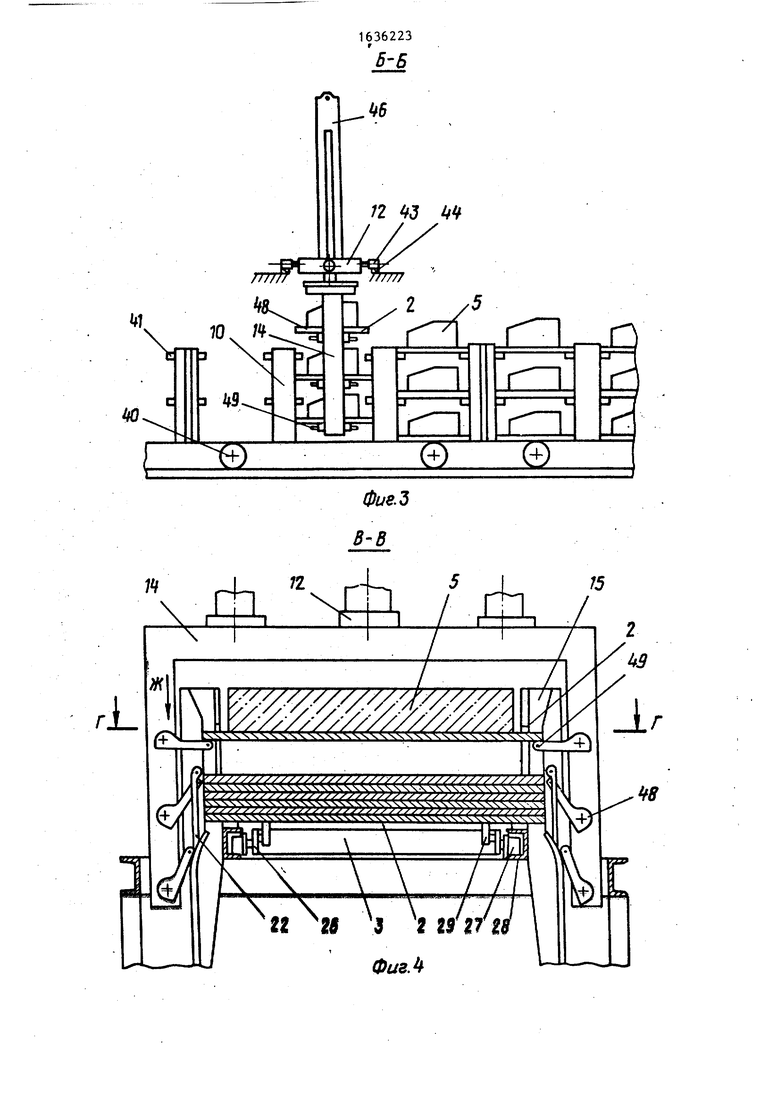
На фиг. 1 изображена линия, план, на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2 в.момент взаимодействия захвата загрузчика с накопителем; на фиг. 5 - раз1
рез Г-Г на фиг. 4; на фиг. 6 - вид Д на фиг. 1 в момент взаимодействия захвата с шаговым механизмом перемещения; на фиг. 7 - вид Ж на фиг. 4.
Линия для изготовления строительных изделий содержит накопитель 1 поддонов 2, шаговые механизмы 3 и 4 перемещения поддонов 2 и изделий 5 на поддоне 2, пресс 6 для формования изделий.
Рядом с накопителем 1 смонтированы в одну линию приемный стол 7 для готовых изделий и пакетировщик 8. Параллельно смонтирована поточная
О5
со К
00
линия комплекта вагонеток 9 с этажерками 10. Вагонетки 9 установлены с возможностью перемещения через каме ру термообработки (не показана) по замкнутому контуру в два этапа при помощи двух толкателей и двух подъем- ников-снижателей.
Перпендикулярно смонтированы над шаговым механизмом 4 перемещения и накопителем 1 два подвесных манипулятора, а именно: загрузчик 11 и раз
грузчик 12. Загрузчик 11 снабжен захватом 13, а разгрузчик 12 - захва том 14.
Разделение поддонов с готовыми изделиями и укладка поддонов в стопу осуществляется в накопителе 1, который состоит из магазина 15, установленного по ходу опускания изделия на поддоне 2. Механизм отделения изделий от поддона выполнен из упора 16, снабженного склаками 17 и установлен ного с возможностью горизонтального перемещения в верхней части магазина
15при помощи гидроцилиндра 18, управляемого путевыми выключателями 19 и 20.
Магазин 15 поддонов 2 выполнен в виде вертикальных Г-образных направляющих 21, попарно установленных с четырех сторон по ходу опускания поддонов 2 с изделиями. Магазин 15 содержит копирв 22 для взаимрдёйст- вия с захватом 14 и датчики 23 для установки уровня разделения поддонов 2 с изделиями нижнего 24 и верхнего 25 уровней накопления поддонов 2. Шаговые механизмы 3 и 4 перемещения I аналогичны по конструкции и содержат каретку 26, установленную на катках 27 с возможностью перемещения при помощи гидроцилиндра по направляющим 28. Каретка снабжена откидными упорами 29. Готовые изделия упором
16сталкиваются на приемный стол 7, который установлен на катках 30 с возможностью перемещения по направляющим 31 в зону действия пакетиров-i щика 8. Управление перемещением приемкого стола 7 осуществляют путевыми выключателями 32-34, Пакетирование готелш И1деяий 5 вшелняет пакети PQBJIBS |, 8§-г§рыл в§етш й§ верти- кадьнр установленного гидроцилинд-
ез 35, ена яенйетр манипулятором 36 е ридрезаявзтфм кетерый. я евею ечъ редь, вод@ржд г@риз0н.тад|,н@ уетанеа ленний Рйдредалиндр 3 для пвверета
Q
0
5
0
5
5
0
5
0
его на 90е и две щеки 38, установленные с возможностью перемещения в направляющих для захвата, например, трех изделий 5. Под пакетировщиком 8 смонтирован транспортер 39 для перемещения пакета изделий на склад готовой продукции.
Вагонетка 9, установленная на катках 40, содержит полки 41 для укладки поддонов 2 с изделиями 5. Подъем, опускание и горизонтальное перемещение изделий на поддоне 2 осуществляют загрузчик 11 и разгрузчик 12, аналогичные по конструкции. Они содержат каретку 42, установленную на катках 43 с возможностью горизонтального перемещения по направляющим 44 при помощи гидроцилиндра 45. На каретке 42 вертикально установлен гидроцилиндр 46, на штоке которого смонтированы соответственно захваты
13и 14. Захват 13 снабжен полками 47 для поддонов 2, а захват-укладчик
14- упорами 48, установленными с возможностью поворота и содержащими поводки 49.
Линия работает следующим образом.
Из накопителя 1 при помощи шагового механизма перемещения откидными у упорами 29 поддоны 2 перемещаются в пресс б, а из пресса 6 со свежеотформованными изделиями 5 на шаговый механизм 4 перемещения, при помощи которого изделия 5 на поддонах 2 перемещаются в зону действия загрузчика 1 1 . При помощи захвата 13 изделия на поддонах снимаются с шагового механизма 14 перемещения и перемещаются в пустую секцию этажерки 10 вагонетки 9, причем каждый поддон 2 с изделиями 5 находится несколько выше полок 41 вагонетки. При помощи загрузчика 11 захват 13 опускается, а поддоны 2 с изделиями 5 укладываются на полки вагонетки 9. Подается команда на шаговое перемещение вагонетки 9. После чего пустой захват 13 возвращается в зону действия шагового механизма 4 перемещения для повторения операции. В этот период времени при помощи разгрузчика 12 поддоны приподнимаются и сколько выше пшок 41 и й9даю ея i §§ну §§ан- модейе щщ g иакэпителем. , при н§м§ 5 щи 3,a.x.ga.t ц изделия | на яедй§нам 2 евуекшгея в© направившим 11, При й§е иценш уревня разделения педденея 2 е изделиями I педаетея
5163
команда от датчика 23 на остановку захват 14 и на перемещение упора 16, при этом изделие перемещается на приемный стол 7, а упор 16 возвращается в исходное положение. Подается команда от путевого выключателя 20 на очередное опускание, захвата 14 для разделения следующего поддона 2 с изделием 5. При этом в период переме- щения ранее освободившийся поддон 2 упорами 48 укладываются в стопу магазина накопителя, а упоры 48 перемещаются в наклонном положении вниз. После разделения трех поддонов 3 с из- делиями 5 и укладки поддонов 2 в магазин 15 подается команда на подъем захвата 14. При этом упоры 48 с помощью поводков 49 и копиров 22 находятся в наклонном положении, образуя зазор между ними и торцом стопы поддонов 2, выходят из накопителя 1 для повторения операции.
Изделия 5 в количестве, например, трех штук при помощи приемного стола 7 после команды датчика 34 перемещаются в зону действия пакетировщика 8. Под его воздействием изделия 5 зажимаются в щеках 38 гидрозахвата 36, и после команды путевого выключателя изделия 5 опускаются на конвейер или на предыдущий ряд изделий.
Через раз подается команда на поворот па 90 для увязки пакета изделий .
Совмещение механизма разделения поддонов с изделиями и накопление поддонов в магазин накопителя, отсутствуе в линии дополнительных промежуточных устройств для подачи изделий на поддонах на разделение и возврат пустых поддонов в накопитель упрощае конструкцию линии и снижает ее металлоемкость.
Формула изобретения
Линия для изготовления строительных изделий, содержащая установленные в технологической последовательности накопитель поддонов, пресс для формования изделий на поддоне, шаговые механизмы перемещения порожних и груженых поддонов, загрузчик и разгрузчик вагонеток с захватами поддонов, механизм перемещения вагонеток, механизм отделения изделий от поддона, приемный стол для готовых изделий и пакетировщик, отличающаяся тем, что, с целью снижения металлоемкости и упрощения конструкции, накопитель расположен между приемным столом и прессом, а механизм отделения изделий от поддона установлен в верхней части накопителя и выполнен в виде подвижного в горизонтальной плоскости упора, при этом накопитель выполнен в виде установленных попарно вертикальных Г-образных направляющих, расположенных под разгрузчиком, и закрепленньк на них копиров, а захват разгрузчика снабжен шарнирно закрепленными на раме упорами с поводками, контактирующими с копирами.
- -N
,u
1636223
Б Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Разгрузчик сушильных вагонеток | 1982 |
|
SU1057292A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |

Изобретение относится к производству строительных материалов и может быть использовано для производства мелкоштучных строительных изделий. Цель изобретения - снижение металлоемкости и упрощение конструкции. Линия для изготовления строительных изделий содержит накопитель поддонов, пресс для формования изделий на поддоне, шаговые механизмы перемещения порожних и груженых поддонов, приемный стол и пакетировщик. Накопитель поддонов установлен под разгрузчиком, механизм отделения изделий от поддона установлен с возможностью горизонтального перемещения в верхней части накопителя, а захват разгрузчика снабжен упорами с поводками, установленными с возможностью поворота. Накопитель поддонов выполнен в виде попарно установленных Г-образных направляющих, с четырех сторон опускающихся поддонов с изделиями, и содержит копиры для взаимодействия с упорами захвата. 7 ил. а S (Л
Ч
ФигЛ
3 29
13
Ч
Nffr,
13
18
с±з
е±±
Фиг. 6
Г-Г
,S
л
41
ВидЖ
49
т /
-Ш у
111 J
.7
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Комплекс производства БСДИ | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| 00.000 | |||
| ТО | |||
| - Киев, ВГПКИ по машинам для строительных материалов, 1985. | |||
