Изобретение относится к обработке металлов давлением, в частности к получению поковок на радиально-обжимной машине (РОМ).
Известен способ ковки на РОМ, при котором продольной перемещающуюся и вращающуюся заготовку обживают путем приложения к ней встречных радиально направленных усилий, создаваемых бойками, связанными с приводом их качательного или осевого перемещения.
Недостаток известного способа ковки состоит в слабой проработке металла по сечению заготовки, так как при известном способе приложения деформирующего усилия к заготовке очаг деформации сосредотачивается в поверхностных слоях, где развиваются нормальные деформации сжатия и растяжения.
Отсутствуют деформации сдвига одной части заготовки относительно другой в поперечной плоскости, перпендикулярной оси заготовки.
Известен способ ковки на четырехбойковой РОМ, при котором обжатие заготовки осуществляют посредством одновременного удара двух пар бойков, которые благодаря своей конструкции обеспечивают приложение к заготовке не только радиально направленных обжимающих усилий, но и тангенциальных усилий сдвига поверхностных слоев заготовки в ее продольной плоскости.
Этот способ является наиболее близким к предложенному по технической сущности и достигаемому результату. Недостаток его состоит в том, что он не обеспечивает проработки металла по всему сечению из-за малых потоков вытеснения металла между бойками, так как все четыре бойка расположены в одной плоскости.
В основу изобретения поставлена задача разработки способа радиальной ковки, обеспечивающего проникновение деформаций по всему поперечному сечению обжимаемой заготовки, способствующих проработке металла по всему объему.
Для реализации задачи в способе радиальной ковки, при котором к продольно перемещающейся и вращающейся заготовке по меньшей мере двумя парами бойков прикладывают радиально направленные обжимающие усилия и тангенциально направленные усилия сдвига, на заготовку воздействуют одновременно по меньшей мере на двух участках, расположенных последовательно вдоль оси заготовки на ширину В бойка, при этом к находящейся между этими участками зоне заготовки прикладывают усилие скручивания. Усилие скручивания может быть обеспечено за счет воздействия на заготовку парами бойков, совершающих движения по дугам окружностей в противоположные стороны с центром по оси заготовки, или парами бойков, имеющих наклонные рабочие поверхности с расположением наклона в бойках одной пары в сторону, противоположную наклону поверхности бойков другой пары.
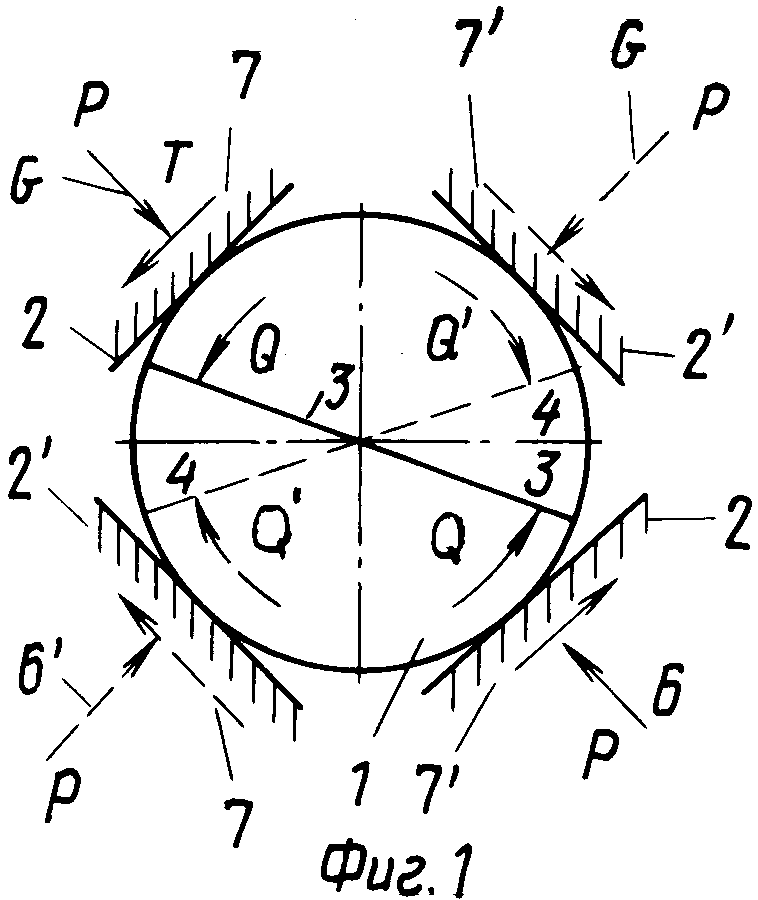
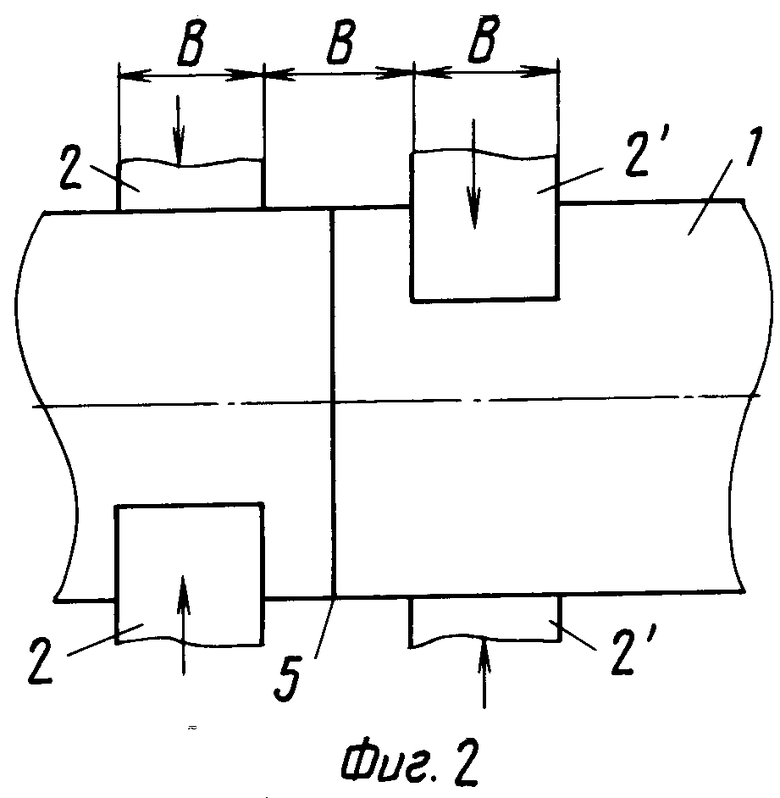
На фиг. 1 представлено поперечное сечение заготовки, обжатой бойками (стрелками показаны возможные направления движения бойков); на фиг. 2 - заготовка, две половины которой после деформации повернуты относительно друг друга посредством двух пар бойков, отстоящих друг от друга на расстояние ширины бойка.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают в зажимное приспособление радиально-обжимной машины, которое обеспечивает вращение и осевую подачу заготовки в зону обработки, образованную по меньшей мере двумя парами бойков 2-2 и 2'-2', которые смещены относительно друг друга на ширину бойка. При рабочем ходе бойков заготовка обжимается ими на двух участках, в которых под воздействием бойков имеет место приложение радиально направленного обжимающего усилия и тангенциального усилия сдвига поверхностных слоев заготовки в продольной плоскости (показаны сплошной линией 3 для передней части заготовки и штриховой - 4 - для задней). Часть заготовки, находящаяся между этими участками, будет закручиваться по плоскости 5 под действием тех же пар бойков 2-2 и 2'-2', если им придано касательное движение в противоположные стороны или если рабочие поверхности бойков одной пары выполнены наклонными в сторону, противоположную наклону рабочей поверхности бойков другой пары.
По мере осевого перемещения вращающейся заготовки производится ее обжим по всей длине и боковой поверхности при одновременной проработке внутренних слоев заготовки.
В каждый момент приложения к заготовке нагрузки от бойков заготовка получает одновременно три вида деформации:
а) радиальное обжатие Р за счет встречного движения бойков в парах (стрелки 6 и 6', фиг. 1), что обеспечивает большие потоки вытеснения Q и Q' в поперечном направлении и развитие макросдвигов в двух продольных плоскостях 4 и 4':
б) тангенциальное смещение Т приконтактных макрообъемов металла в противоположных направлениях за счет тангенциальной составляющей движения бойков в каждой паре (стрелки 7 и 7' на фиг. 1), что обеспечивает макросдвиги металла в продольных плоскостях 3 и 4;
в) поворот одной части заготовки относительно другой, например за счет движения двух пар бойков вокруг оси заготовки в противоположные стороны (стрелки 7 и 7', на фиг. 1), что обеспечивает макросдвиги металла в поперечном сечении 5 заготовки 1. Макросдвиг в поперечном сечении 5 заготовки 1 обеспечивается тем, что очаги деформации разнесены вдоль оси заготовки на ширину В бойка и зажатые в разных парах бойков 2-2 и 2'-2' части заготовки поворачиваются относительно друг друга в противоположные стороны, что ведет к закручиванию промежуточного участка 5 заготовки.
При разнесении очагов деформации вдоль оси заготовки на размер, больший ширины бойка, по завершении цикла обжатий с кантовками и подачами промежуточный участок заготовки не будет полностью деформирован вследствие того, что его длина больше ширины бойка. В результате на заготовке будут образованы недеформированные участки в виде выступов, для удаления которых потребуются дополнительные проходы ковки, что резко снижает производительность процесса ковки.
Для случая, когда очаги деформации разнесены на размер, меньший ширины бойка, эффект закручивания промежуточного участка заготовки полностью достигнут не будет, так как по завершении цикла обжатий промежуточного участка заготовки его зажим бойками при последующих подачах достигнут не будет вследствие того, что указанный участок полностью продеформирован.
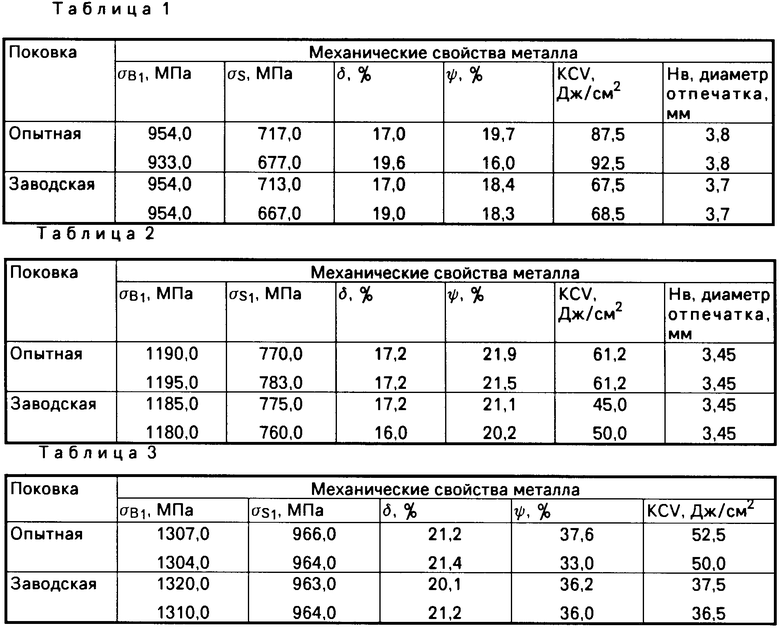
П р и м е р 1. Слиток из стали ЭИ-696А исходным сечением 150х150 мм длиной 1000 мм нагревали до 1080оС с выдержкой в печи до выравнивания температуры по сечению. В последующем слиток подали на радиально-обжимную машину усилием 2,5 Мн, на которой осуществили процесс ковки, обеспечивающий разнесение очага деформации вдоль оси заготовки на ширину бойка, что обеспечивает развитие макросдвига в промежуточных участках заготовки при их скручивании. При укове 2 была получена цилиндрическая поковка диаметром 120 мм. Аналогичную поковку получили только с использованием принятой технологии ковки. Результаты механических испытаний металла поковок приведены в табл. 1.
Приведенные результаты механических свойств показали рост показателя ударной вязкости на 20-35% по сравнению с существующей схемой ковки.
П р и м е р 2. Слиток из стали ЭИ-787 исходным сечением 150х150 мм длиной 1000 мм нагревали до 1070оС с выдержкой в печи до выравнивания температуры по сечению. В последующем слиток подали на радиально-обжимную машину усилием 2,5 Мн, на которой осуществили процесс ковки бойками шириной 120 мм, перемещающимися в процессе обжатия на 10 мм в тангенциальном направлении относительно друг друга в противоположные стороны до получения поковки круглого сечения диаметром 120 мм. Аналогичный слиток прод формировали по принятой технологии до получения поковки круглого сечения диаметром 120 мм. Результаты проверки качества металла поковок приведены в табл. 2.
Сравнение приведенных результатов механических свойств показали на рост на 22-36% ударной вязкости металла поковки, откованной по новой технологии.
П р и м е р 3. Слиток из стали ЭП 99 исходным сечением 150х150 мм длиной 1000 мм нагрели до 1080оС с выдержкой в печи до выравнивания температуры по сечению. В последующем слиток подали на радиально-обжимную машину усилием 2,5 Мн, на которой осуществили процесс ковки двумя парами бойков шириной 120 мм, имеющих скосы рабочей поверхности под углом 15о к горизонтальной плоскости. По завершении процесса ковки получена поковка диаметром 120 мм. Аналогичную поковку получают по принятой технологии ковки. Результаты проверки качества металла приведены в табл. 3.
Сравнение приведенных результатов механических свойств показывает преимущество нового способа ковки, в частности ударная вязкость металла заготовки опытной поковки увеличилась на 35-40% по сравнению с металлом поковки, откованным по осуществляющему способу. (56) Радюченко Ю. С. Ротационная ковка. М. , 1962, с. 61-91.
Тюрин В. А. Ковка на радиально-обжимных машинах. М. : Машиностроение, 1990, с. 26, 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 1991 |
|
RU2014934C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК ПЛОСКИМИ БОЙКАМИ | 2003 |
|
RU2252834C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
Сущность изобретения: на заготовку одновременно воздействуют парами бойков в радиальном и тангенциальном направлениях по меньшей мере на двух участках. Участки расположены вдоль оси заготовки на расстоянии, равном ширине бойка. При этом к расположенной между этими участками зоне заготовки прикладывают усилие скручивания, что достигается путем воздействия на заготовку парами бойков, содержащий движение в противоположные стороны по дугам окружностей с центром на оси заготовки. Кроме этого, пары бойков могут иметь наклонные рабочие поверхности, наклон рабочих поверхностей бойков одной пары при этом выполнен в сторону, противоположную наклону рабочих поверхностей бойков другой пары. 2 з. п. ф-лы, 2 ил.
