Изобретение относится к обработке металлов давлением, а именно к деформированию заготовок на радиально-обжимных машинах (РОМ) и может быть использовано в кузнечно-прессовых цехах машиностроительных заводов.
Известен инструмент для радиальной ковки, принятый в качестве прототипа, на калибрующем участке которого со стороны, противоположной заходному участку вдоль оси симметрии инструмента, выполнено углубление открытое с двух своих смежных сторон, две другие смежные стороны которого своими гранями образуют на калибрующем участке соответственно широкую и узкую его части.
Использование указанных бойков для радиальной ковки, обеспечивает в одном проходе формирование винтообразных выступов и их обжатие. Однако, вследствие того, что очаг деформации имеет ограниченную протяженность по поперечному сечению поковки, деформации в неполной мере проникают в осевую зону обжимаемой заготовки, что не позволяет устранить литую структуру в осевой зоне и повысить качество обработки заготовки.
Цель изобретения создание такого инструмента для радиальной ковки, который может обеспечить проникновение деформаций в осевую зону деформируемой заготовки и повысить качество металла. Для ее реализации в инструменте, содержащем бойки, на калибрующем участке которых выполнено углубление со стороны, противоположной заходному участку, согласно изобретению высота углублений на попарно противоположных бойках имеет различную величину.
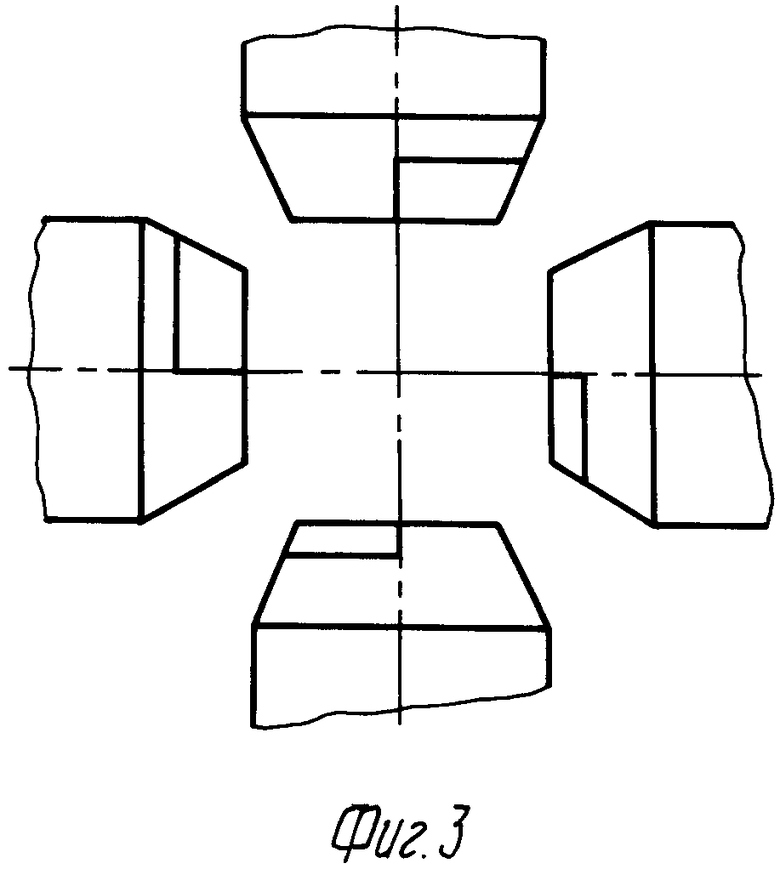
На фиг. 1 и 2 показаны попарно-противоположные бойки для радиального деформирования, образующие одну пару бойков; на фиг.3 инструмент в сборе перед началом ковки.
Инструмент для радиальной ковки, содержит бойки с заходными и калибрующими участками. Калибрующие участки бойков состоят из двух частей широкой 1 и узкой 2, которые примыкают друг к другу. При этом l1 длина широкой части калибрующего участка, lк суммарная длина двух частей калибрующего участка или его полная длина. Ширина узкой части калибрующего участка составляет 50% ширины его широкой части или полной ширины калибрующего участка, т.е. одна из боковых поверхностей узкой части калибрующего участка своей гранью проходит по продольной оси симметрии бойка. Широкую и узкую части калибрующего участка образуют выполненные на нем углубления, открытые с двух своих смежных сторон. На попарно противоположных бойках углубления выполнены различной высоты (Н1 > Н2), где Н1 и Н2 высота углублений на бойках, образующих одну пару.
Инструмент работает следующим образом (фиг.3).
При обжатии исходной заготовки, круглой в поперечном сечении, в четырех бойках, имеющих различные по высоте вырезы на попарно противоположных бойках, происходит формирование выступов различной высоты, причем Н1>Н2 (фиг.1 и 2). При дальнейшем продвижении заготовки и ее кантовке на определенный угол, происходит следующее: выступ высотой Н1 контактиpует с узкой частью 2 (фиг. 1) калибрующего участка того же бойка, происходит пластическая деформация выступа и так как противоположный выступ высотой Н2<Н1 не вошел в контакт с калибрующей частью бойка 2 (фиг.3), то происходит пластический сдвиг металла заготовки. Когда деформация выступа Н1 сравняется с высотой выступа Н2 происходит формирование конечной гладкой поверхности поковки.
Таким же образом происходит сдвиг объема металла и во второй паре бойков (фиг. 3). Следовательно при одном ударе четырех бойков происходит два взаимно-перпендикулярных сдвига металла, деформация проникает в осевые зоны поковки.
Таким образом при деформации винтообразных выступов различной высоты происходит макросдвиг металла по сечению заготовки, что существенно повышает качество проработки металла по всей глубине поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| ИНСТРУМЕНТ ДЛЯ ПЕРИОДИЧЕСКОЙ ДЕФОРМАЦИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1989 |
|
RU2015782C1 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| Способ ковки заготовок на четырехбойковой радиально-ковочной машине | 1988 |
|
SU1570829A1 |
| Инструмент для радиального обжатия | 1990 |
|
SU1803247A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Кузнечный инструмент для протяжки | 1987 |
|
SU1542688A1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ | 1973 |
|
SU389873A1 |


Сущность изобретения: инструмент для радиальной ковки содержит две пары бойков. Рабочая поверхность бойков образована заходными и калибрующими участками. На калибрующем участке бойков со стороны, противоположной заходному участку выполнены углубления. На попарно противоположных бойках углубления имеют различную величину. 3 ил.
ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ, состоящий из бойков, на калибрующем участке которых со стороны, противоположной заходному участку, вдоль оси симметрии инструмента выполнено углубление, открытое с двух своих смежных сторон, две другие смежные стороны которого своими гранями образуют на калибрующем участке соответственно широкую и узкую его части, отличающийся тем, что высота углублений на попарно противоположных бойках имеет различную величину.
| Авторское свидетельство СССР N 1486255, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
