Изобретение относится к порошковой металлургии, в частности к способам газотермического напыления, и может быть использовано при упрочнении и восстановлении деталей.
Известен способ получения покрытий [1], включающий предварительное нанесение на поверхность детали слоя химического никеля и слоя олова и последующее плазменное напыление тугоплавких металлов.
Слой олова обеспечивает повышение активности химического никеля, предотвращая его от окисления. При напылении тугоплавкого металла олово испаряется, обнажая неокисленную поверхность никеля, который активнее взаимодействует с покрытием, обеспечивая тем самым более высокую прочность сцепления.
Недостатком способа является его ограниченные технологические возможности вследствие невозможности его реализации для остального класса материалов, помимо тугоплавких.
Наиболее близким по технической сущности к предлагаемому способу является способ получения покрытий, в том числе и порошковых, включающий нанесение легкоплавкого слоя, например, с помощью обслуживающего инструмента на нагретую до температуры плавления припоя поверхность и напыление покрытия [2] . Напыляемый металл прочно сцепляется с основным металлом изделия и удерживается за счет вязкости припоя.
Существенным недостатком данного способа являются высокие трудоемкость, энергозатраты и низкая производительность при получении покрытий на длинномерных деталях, что связано с необходимостью проведения дополнительной операции лужения, предполагающей нагрев детали до температуры лужения.
Кроме того, за время после лужения перед напылением деталь, как правило, успевает существенно остыть, что особенно относится к массивным деталям. Это требует дополнительного подогрева детали с легкоплавким слоем до температур, близких температуре плавления припоя.
Целью предлагаемого изобретения являются снижение трудоемкости, энергозатрат и повышение производительности при получении покрытий на длинномерных деталях.
Цель достигается тем, что для снижения трудоемкости, энергозатрат и повышения производительности при получении покрытий на длинномерных изделиях нанесение легкоплавкого слоя и напылении покрытия ведут одновременно, причем облуживающий инструмент располагается перед горелкой, а перемещают его со скоростью, равной скорости продольного перемещения горелки.
Возможность совмещения операций лужения и напыления связана с тем, что при газотермическом напылении покрытий, в частности плазменном напылении, происходит активный нагрев вокруг пятна напыления. Это имеет место и при нанесении покрытий на длинномерные детали, когда формируется температурный фронт, перемещающийся вместе с горелкой вдоль детали (Резиников А.Н., Шатерин М. А. и др. Обработка металлов резанием с плазменным нагревом. Машиностроение, 1986, с. 232).
Поэтому на определенном расстоянии от горелки L (по ходу перемещения) можно определить температуру поверхности детали, которая нагрета до заданной температуры Т. В частности, такой температурой в соответствии с предлагаемым способом должна быть температура лужения. Как правило, температура лужения на 20-50оС превышает температуру плавления легкоплавкого припоя.
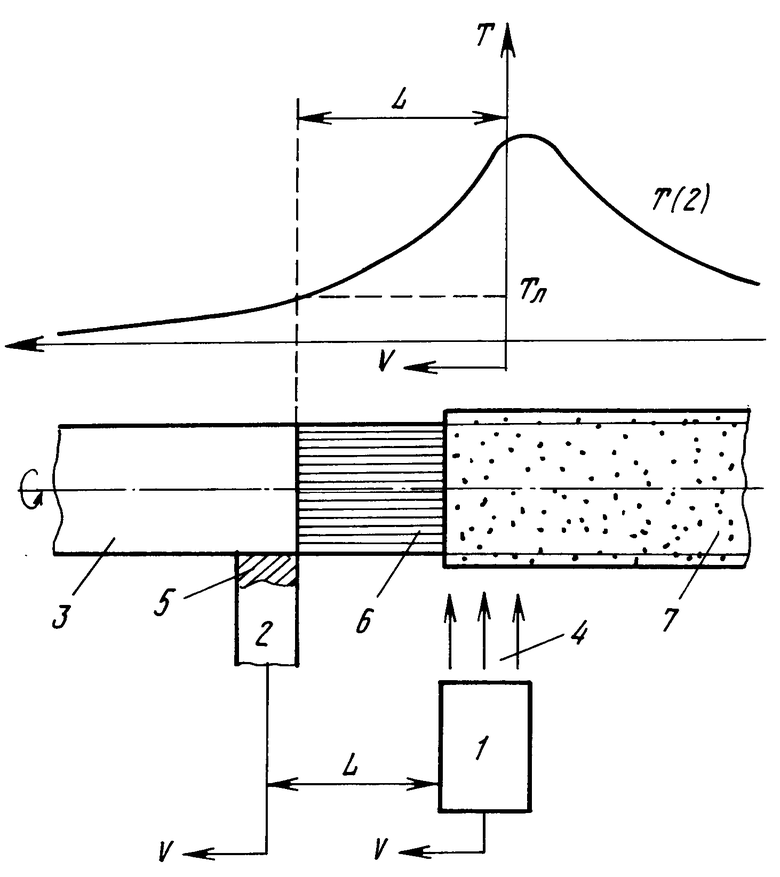
Способ поясняется чертежом и осуществляется следующим образом.
Непосредственно перед горелкой 1 (по ходу движения) устанавливают обслуживающий инструмент 2, в частности им может быть электропаяльник. Расстояние между обслуживающим инструментом и горелкой L выбирают таким, чтобы при нанесении покрытия температура поверхности детали 3 в зоне расположения обслуживающего инструмента 2 соответствовала температуре лужения для конкретно используемого припоя. Такое расстояние может быть предварительно установлено опытным либо расчетным путем. Затем деталь 3 приводят во вращение, включают горелку L, подачу порошка 4 легкоплавкого припоя 5 и перемещают горелку и обслуживающий инструмент вдоль вращающейся детали с одинаковой скоростью V.
В результате подвода теплоты к детали за счет энтальпии расплавленных частиц и высокотемпературного газового потока в детали формируется неоднородное температурное поле Т(Z), которое в подвижной системе координат можно считать квазистационарным.
Учитывая, что на расстоянии L от горелки температура поверхности детали отвечает температуре лужения Тл, сразу же за кромкой обслуживающего инструмента 2 формируется тонкий слой расплавленного легкоплавкого металла 6, удерживаемого на поверхности детали силами поверхностного натяжения. Существование на поверхности детали расплава припоя обеспечивает прочное приваривание частиц напыляемого порошка 4 с формированием покрытия 7.
Предложенный способ нанесения покрытий может быть применен для обработки деталей, изготовленных не только из черных, но и из цветных металлов, в частности алюминия и его сплавов.
В этом случае одновременно с напылением проводят низкотемпературное лужение одним из известных способов (Лашко С.В., Лашко Н.Ф. Пайка металлов. М.: Машиностроение, 1988, с. 174-177).
П р и м е р 1. Согласно предложенному способу покрытие из порошка бронзы марки БрОФ-10 наносили на длинномерную цилиндрическую деталь (Сталь 45), длина которой составляла 1,2 м. Путем проведения предварительного замера температуры поверхности детали при плазменном напылении (установка УПУ-8Д) определили, что температура Т=190...210оС, необходимая для лужения припоем ПОС-61, устанавливается на расстоянии 120-150 мм от оси расположения плазменной горелки.
В качестве обслуживающего инструмента применяли электропаяльник, рабочая часть (жало) которого имела ширину 15 мм, снабженный полуавтоматической подачей припоя. Электропаяльник, подведенный к детали, устанавливали на расстоянии 140 мм от оси расположения плазменной горелки, затем деталь приводили во вращение, включали паяльник, плазмотрон, подачу порошка и перемещали паяльник и плазмотрон вдоль детали со скоростью 1,5 см/с.
В результате на стальном валу было сформировано бронзовое покрытие толщиной 0,5 мм, прочно сцепленное с основой посредством промежуточного легкоплавкого слоя.
П р и м е р 2. Согласно предложенному способу покрытие из стального порошка марки Х18Н9Т наносили на вал длиной 900 мм и диаметром 35 мм, выполненной из алюминиевого сплава (Д16).
Сначала было установлено, что температура 240-260оС, необходимая для лужения чистым оловом, формируется при напылении порошка Х18Н9Т на расстоянии 160-190 мм от оси расположения плазменной горелки (дистанция напыления составила 120 мм). Поэтому обслуживающий инструмент, в качестве которого использовали абразивный пруток, устанавливали на расстоянии 170 мм от горелки. Затем вал приводили во вращение с угловой частотой 2 об/с, включали подачу плазмообразующего газа (аргон+азот), порошка и далее перемещали плазмотрон и абразивный пруток, контактирующий с поверхностью основы, вдоль детали со скоростью 1,5 см/с.
В результате на валу, выполненном из дуралумина (Д16), было сформировано стальное покрытие из порошка Х18Н9Т толщиной 0,5 мм. Покрытие оказалось прочно сцепленным с основой благодаря образованию металлургической связи с основным промежуточным слоем.
Таким образом, по сравнению со способом-прототипом предлагаемый способ получения порошковых покрытий снижает общую трудоемкость; уменьшает энергозатраты, повышает производительность процесса при получении покрытий на длинномерных изделиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 1991 |
|
RU2021388C1 |
| Способ получения композиционных покрытий из порошковых материалов | 1988 |
|
SU1618779A1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2029792C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 1991 |
|
RU2021389C1 |
| Способ нанесения покрытий на порошковые стали | 1988 |
|
SU1601192A1 |
| Способ получения покрытий | 1987 |
|
SU1588799A1 |
| Способ получения плазменных покрытий | 1988 |
|
SU1694688A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2480533C1 |
| СПОСОБ ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2198239C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803172C1 |
Использование: изобретение относится к порошковой металлургии, в частности к способам газотермического напыления, и может использоваться для упрочнения и восстановления деталей. Сущность изобретения: способ включает одновременное напыление покрытия и нанесение легкоплавкого слоя, причем облуживающий инструмент располагают перед горелкой и перемещают его со скоростью, равной скорости продольного перемещения горелки. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ, включающий нанесение легкоплавкого слоя обслуживающим инструментом на нагретую до температуры плавления припоя поверхность и напыление порытия, отличающийся тем, что, с целью снижения трудоемкости, энергозатрат и повышения производительности при получении покрытий на длинномерных изделиях, нанесение легкоплавкого слоя и напыление покрытия ведут одновременно, причем обслуживающий инструмент располагают перед горелкой и перемещают его со скоростью, равной скорости продольного перемещения горелки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления коленчатых валов и других стальных деталей | 1959 |
|
SU127896A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
