Изобретение относится к области вентиляции, в частности к устройствам для удаления вредных выделений при полуавтоматической сварке в защитном газе, и может быть использовано в строительной индустрии и машиностроительном производстве.
Известна горелка для дуговой сварки в среде защитных газов содержащая сопло подачи защитного газа, отсос выделяющихся вредностей и сопло подачи сварочной проволоки [1] .
Недостатком данной конструкции является невозможность полной локализации выделяющихся вредностей в связи с необходимостью изгибания конвективной струи, а также из-за прижатия ее к плоскости обрабатываемой детали и расширения вследствие взаимодействия с потоком защитного газа.
Известна горелка для дуговой сварки в среде защитных газов, содержащая сопло для подачи защитного газа с направляющими канавками и аспирационным соплом с конусными лопастями и установленный в нем завихритель [2] .
Недостатком данной конструкции является то, что сопло для подачи защитного газа выполнено наружным, вследствие чего при воздействии потока защитного газа на конвективную струю происходит захват им части выделяющихся вредных веществ с последующим прорывом их в рабочую зону.
Целью изобретения является повышение эффективности удаления вредных выделений.
С этой целью в горелке для дуговой сварки в среде защитных газов, содержащей концентричные сопло для подачи защитного газа с установленным в нем завихрителем, аспирационное сопло, сопло для подачи защитного газа выполнено в виде усеченного конуса с меньшим основанием в плоскости среза сопло и установлено снаружи аспирационного сопла, при этом внутренний диаметр аспирационного сопла равен 0,35-0,4 внутреннего диаметра сопла для подачи защитного газа.
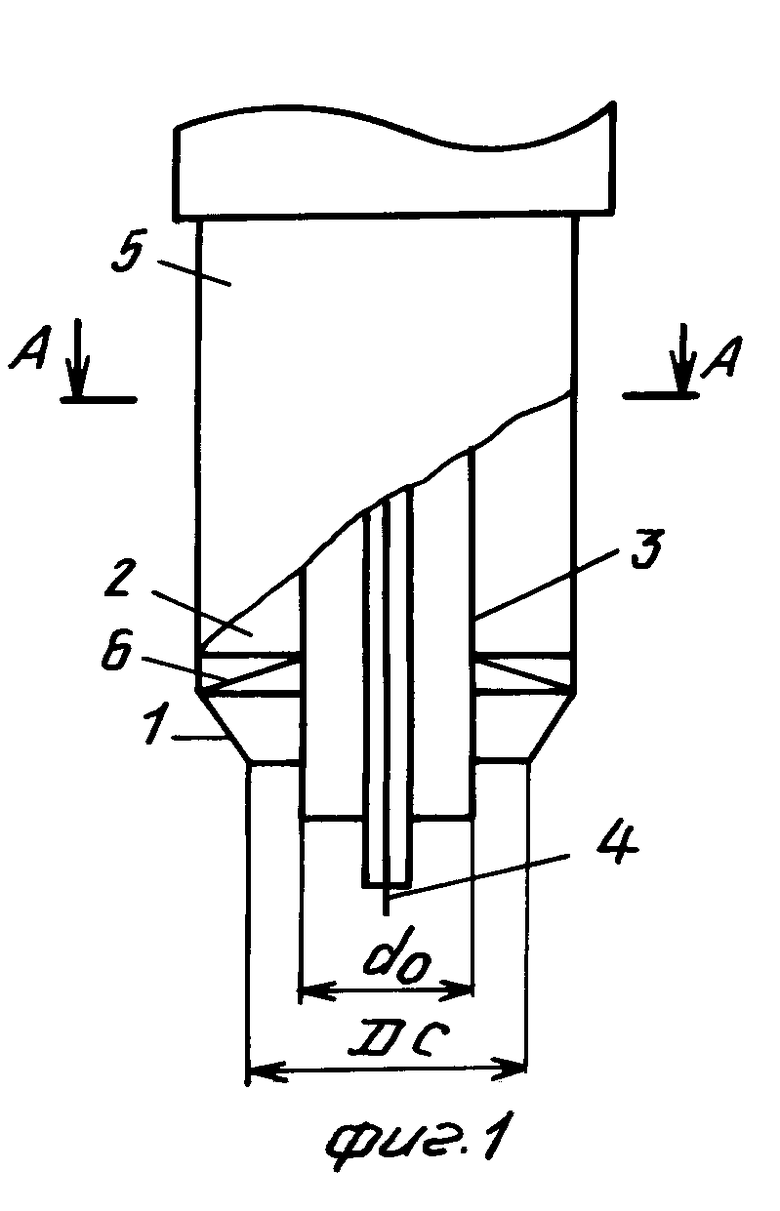
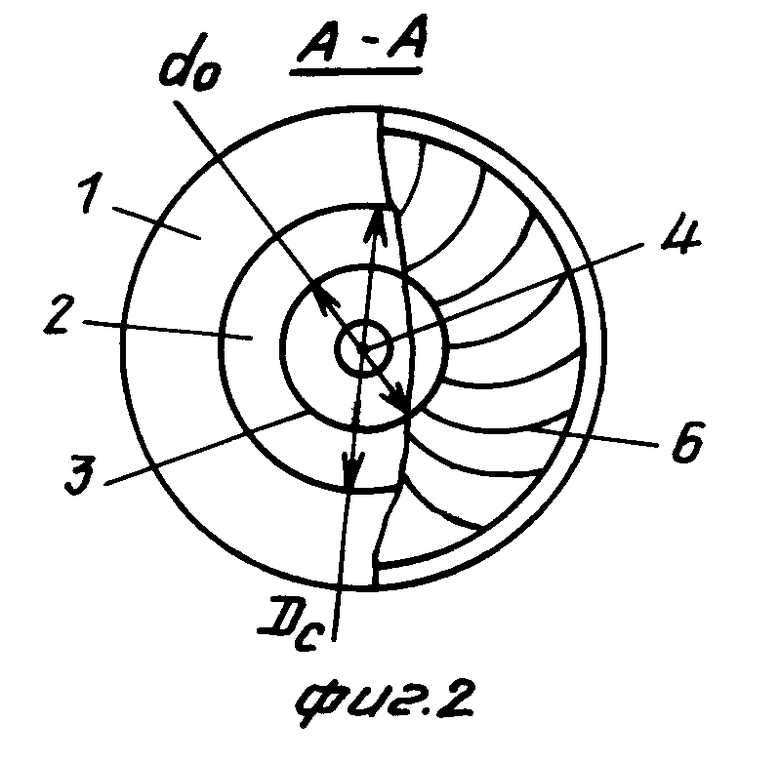
На фиг. 1 изображен общий вид горелки для дуговой сварки в среде защитных газов; на фиг. 2 - разрез А-А на фиг. 1.
Горелка для дуговой сварки в среде защитных газов содержит сопло 1 для подачи защитного газа с внутренним диаметром Dc, установленное в нем аспирационное сопло 3 с внутренним диаметром do и сварочной проволокой 4, соединенные с рабочим органом электрододержателя 5, и выполненный в кольцевом зазоре 2 сопла 1 завихритель 6.
Горелка работает следующим образом.
Поток защитного газа подается в сопло 1, где закручивается завихрителем 6 и благодаря усеченному конусу сопла для подачи защитного газа приобретает форму конуса вращения, вершина которого расположена в точке сварки. При этом поток защитного газа не настилается на рабочую поверхность обрабатываемой детали, что позволяет обеспечить защиту зоны сварки меньшим объемом подаваемого защитного газа, а благодаря его вращению образуется оболочка вокруг конвективного потока выделяющихся вредностей, отжимая его к аспирационному соплу 3 и способствуя его удалению образованием вторичных подъемных вихрей, что не только исключает возможность прорыва вредностей в рабочую зону, но и уменьшает величину необходимого для их удаления разрежения, что снижает эксплуатационные затраты.
Выделяющиеся при сварке вредности удаляются через аспирационное сопло 3 в рабочий орган электрододержателя 5 и далее по отводящим шлангам в аппараты очистки.
При удалении пылегазовыделений из оболочки защитного газа внутренний диаметр аспирационного сопла 3 выполнен равным 0,35-0,4 внутреннего диаметра сопла 1 для подачи защитного газа. Увеличение соотношения диаметров приводит к разрыву потока защитного газа и прямому перетоку его в аспирационное сопло 3, то есть не обеспечивается газовая защита сварочного шва. Уменьшение соотношения внутренних диаметров приводит к неудалению всех выделяющихся вредностей и, как следствие, к распространению их в рабочей зоне.
Технические преимущества данной горелки заключаются в том что впервые при локализации и удалении вредностей поток защитного газа закручивается и подается к месту сварки в виде конуса вращения, локализуя и способствуя их удалению образованными в конусе вращения вторичными подъемными вихрями, что снижает эксплуатационные затраты и исключает прорыв вредностей в рабочую зону. (56) 1. Авторское свидетельство СССР N 476113, кл. В 23 К 9/16, 1970.
2. Авторское свидетельство СССР N 1232417, кл. В 23 К 9/173, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления вредностей при полуавтоматической сварке в защитном газе | 1991 |
|
SU1812024A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1991 |
|
RU2009815C1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1342645A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1177100A1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1197806A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в среде защитных газов | 1984 |
|
SU1220912A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
Использование: устройства для удаления вредных выделений при полуавтоматической сварке в среде защитных газов. Сущность изобретения: горелка содержит концентричные сопло для подачи защитного газа и аспирационное сопло, в которых установлены завихрители. Защитное сопло выполнено наружным в виде усеченного конуса с меньшим основанием в плоскости среза сопла. Внутренний диаметр аспирационного сопла равен 0,35 - 0,4 внутреннего диаметра сопла для подачи защитного газа. Конструкция горелки позволяет повысить эффективность удаления вредных веществ. 1 з. п. ф-лы, 2 ил.
ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ , содеpжащая концентpичные сопло для подачи защитного газа с завихpителем в его полости, и аспиpационное сопло с завихpителем, отличающаяся тем, что, с целью повышения эффективности пpоцесса удаления вpедных выделений, сопло для подачи защитного газа выполнено в виде усеченного конуса с меньшим основанием в плоскости сpеза сопла и установлено снаpужи аспиpационного сопла.
