32 J 4 А
со 1
00
о о (puej
Изобретение относится к сварочному оборудованию, в частности к горелкам для электродуговой сварки в защитных газах с отсосом вредных выделений из зоны сварки, и может быть использовано во всех отраслях промышленности.
Цель изобретения - повышение производительности и качества сварки путем нагрева и осушки заш,итного газа теплом удаляемого сварочного дыма.
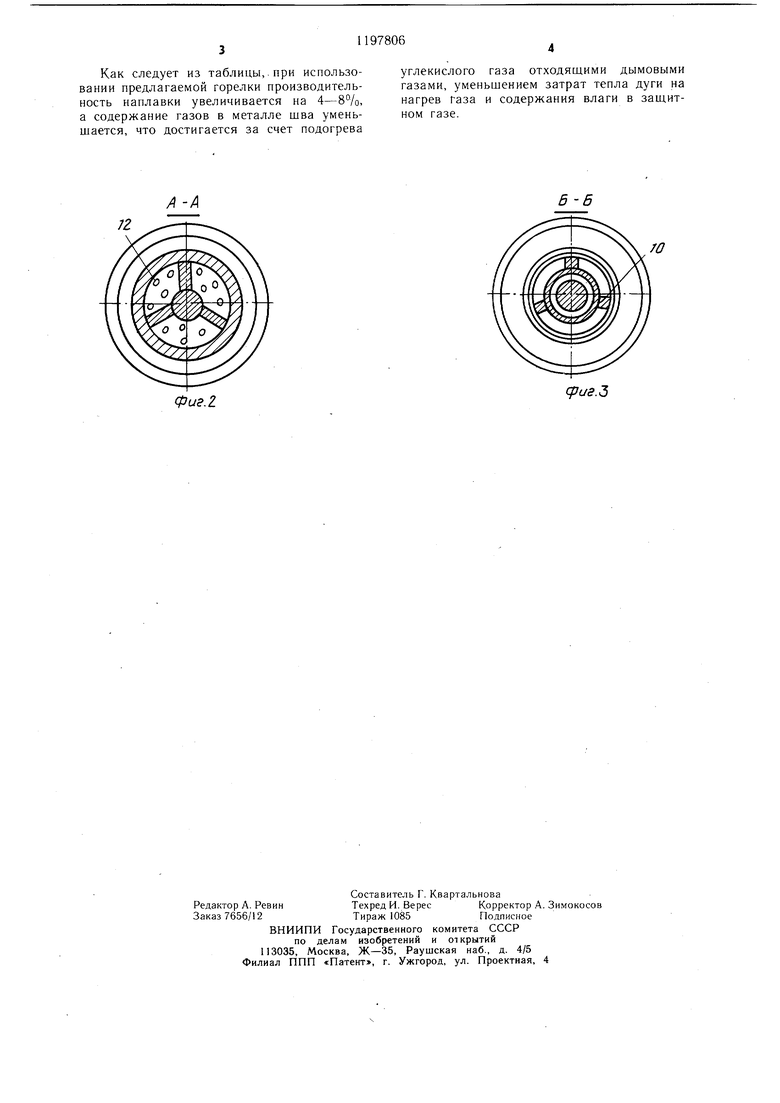
На фиг. изображена предлагаемая горелка, обш,ий вид; на фиг. 2 - разрез А-А на фиг. Г; на фиг. 3 - разрез Б-Б на фиг. 1.
Горелка содержит корпус 1 с рукояткой, полость которого образует аспирационный канал 2. Токоподводяшая трубка 3 выполнена с радиальными ребрами 4 и поперечными диафрагмами 5. Горелка имеет сопло 6 для подачи заш,итного газа и охватывающее его аспирационное сопло 7 для отсоса вредных выделений из зоны сварки. В корпус 1 горелки встроен эжектор, предназначенный для создания разрежения в аспирационно.м канале 2. Эжектор имеет сопло 8 для подачи рабочего газа, выполненное с дном и выходным каналом, образованным внутренней поверхностью сопла 8 и наружной поверхностью трубки 9 для подачи рабочего газа. Трубка 9 установлена снаружи токоподводящей трубки 3, концентрично ей на ее радиальных ребрах 10. В сопло 6 за плитный газ подается по трубке 11, которая установлена на участке от сопла 8 до сопла 6 снаружи токоподводящей трубки 3 на радиальных ребрах 4 и поперечных диафрагмах 5. Поперечные диафрагмы 5 выполнены с отверстиями 12 для прохода защитного газа, оси которых в каждой последующей диафрагме с.мещены относительно осей отверстий предыдущей диафрагмы.
Горелка работает следующим образом.
Электродная проволока подается в зону сварки по центральному каналу токоподводящей трубки 3. Одновременно через трубку 11 и сопло 6 поступает защитный газ. Образующиеся в процессе сварки вредные газы и аэрозоль просасываются через сопло 7 и аспирационный канал 2 внутри корпуса 1 и по аспирационному шлангу удаляются из зоны сварки. Вакуум в аспирационном сопле 7 создается за счет энергии рабочего эжектируемого газа, подаваемого по трубке 9 к соплу 8 эжектора.
Удаляемый загрязненный воздух в результате нагрева сварочной дугой имеет в сопле 7 температуру, равную 200-250°С. Омывая трубку 11, нагретый удаляемый воздух передает ей часть теплоты за счет конвективного теплообмена. Наличие поперечных диафрагм 5 увеличивает удельную поверхность теплопередачи, что улучшает теплообмен .между удаляемым горячим дымом и холодным защитным (углекислым) газом,
проходящим через трубку. Смещение отверстий в соседних диафрагмах способствует турбулизации потока и увеличению времени контакта защитного (углекислого) газа с теплопередающей поверхностью и повы5 тению его температуры до 140-170°С.
Таким образом, защитный слой поступает в зону дуги подогретым, что способствует уменьшению потерь тепла сварочной дуги на нагрев защитного газа и увеличению тепловложения в сварочную проволоку. Это
0 приводит к увеличению скорости плавления электродной проволоки и к росту производительности сварки. Кроме того, скорость движения защитного газа при одном и том же его часовом расходе (по сравнению с
5 известным способом) уменьшается. Это способствует получению стабильного ламинарного потока движения защитного газа и улучшению качества газовой защиты. Тем самым улучп1ается качество сварки за счет уменьшения газонасыщенности сварочного
0 шва.
При нагреве защитного газа выше 100°С остаточная влага, находящаяся в газе, испаряется, что предотвращает образование пор в металле шва, вызванных водородом, и также улучшает качество сварного соединения.
Были проведены испытания предлагаемой горелки при дуговой сварке пл.авящимся электродом - сплошной проволокой марки Св - 08Г2С диаметром 2 мм в среде
углекислого газа на режиме: ток дуги 550-580 .Л, напряжение дуги 30-32 В. Сваривали пластины размером 12 X 60 X 300 мм из стали Ст.ЗСП встык с V-образной разделкой кромок. В качестве рабочего газа использовали сжатый воздух, который подавался в горелку под давлением 3 атм.
Результаты испытаний известной и предлагаемой горелок на производительность сварки по коэффициенту наплавки, а также качество сварки по содержанию в наплавленном металле кислорода, азота и водорода приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU958054A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка Калюжного для сварки в защитных газах | 1986 |
|
SU1397215A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1224120A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
1. ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ, содержащая корпус, в котором расположена токоподводящая трубка с радиальными ребрами и встроен эжектор с соплом для подачи рабочего газа, выходной канал которого образован его внутренней поверхностью и наружной поверхностью трубки для подачи рабочего газа, установленной снаружи токоподводящей трубки концентрично ей на ее радиальных ребрах, сопло для подачи защитного газа, охватывающее его аспирационное сопло, соединенное с аспирационным каналом, а также трубку для подачи защитного газа, соединенную с соплом для подачи защитного газа, отличающаяся тем, что, с целью повыщения производительности и качества сварки путем нагрева и осущки защитного газа теплом удаляемого сварочного дыма, она снабжена поперечными диафрагмами с отверстиями для прохода защитного газа, расположенными на токоподводящей трубке на участке от сопла для подачи защитного газа до сопла эжектора, а трубка для подачи защитного газа установлена снаружи токоподводящей трубки в контакте с диафрагмами. (О 2. Горелка по п. 1, отличающаяся тем, что (Л с целью увеличения времени контакта защитного газа с теплопередающей поверхностью, оси отверстий для прохода защитного газа соседних диафрагм смещены.
Известная18,1-19,20,054-0,058 Предлагаемая19,5-20,00,051-0,052 0,013-0,0170,0012 0,010-0,0120,0010
Как следует из таблицы,.при использовании предлагаемой горелки производительность наплавки увеличивается на 4-8%, а содержание газов в металле шва уменьшается, что достигается за счет подогрева
углекислого газа отходящими дымовыми газами, уменьшением затрат тепла дуги на нагрев газа и содержания влаги в заш,итном газе.
12
Фиг.
cpus.Z
| Горелка для дуговой сварки в защитной среде | 1977 |
|
SU986672A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU958054A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
