Изобретение относится к станкостроению.
Известен способ затылования червячных фрез (а. с. СССР N 1009721, кл. B 24 B 3/12, 1983), недостаток которого -ограничение технологических возможностей.
Цель изобретения - расширение технологических возможностей.
Цель достигается тем, что шлифовальному кругу сообщают согласованное вращательное, возвратно-поступательное и осевое движение. Затылование фрезы, выполненной в виде цепи, составленной из сочлененных звеньев с режущими элементами и двух звездочек, ведущей и ведомой, осевое перемещение круга на шаг производят за один ее оборот. За один оборот круга осуществляют возвратно-поступательное движение в количестве, равном количеству зубьев ведущей звездочки.
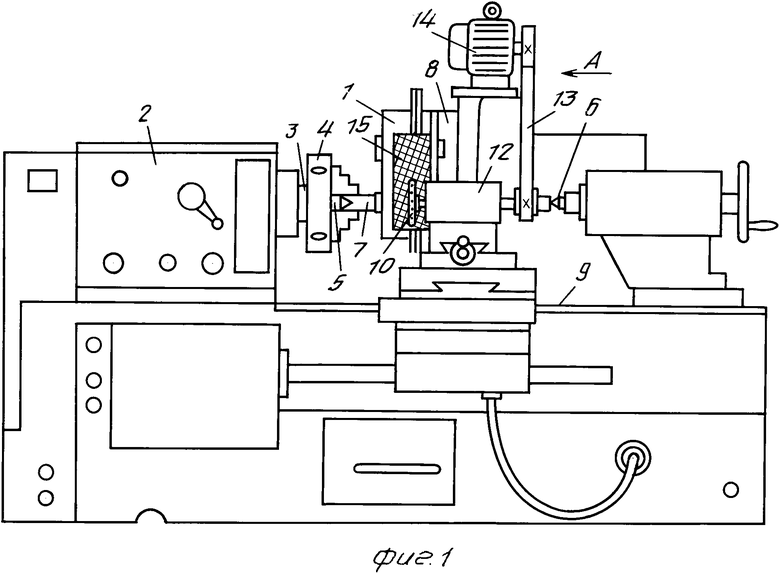
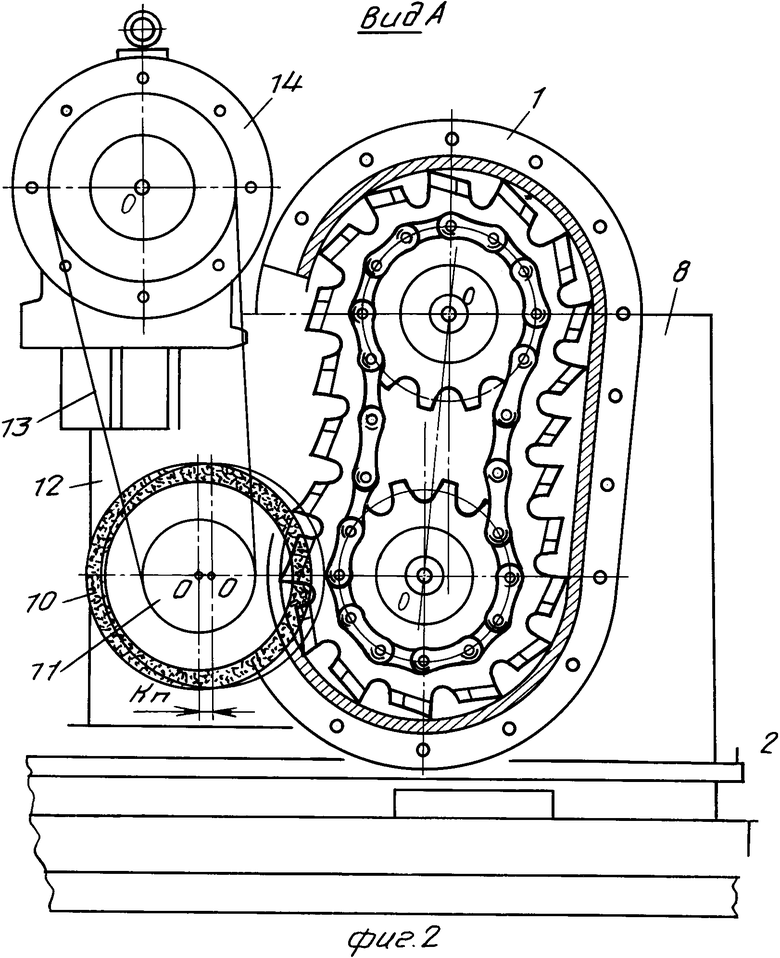
На фиг. 1 показан токарно-затыловочный станок, настроенный на затылование фрезы-протяжки; на фиг. 2 - вид А на фиг. 2.
Способ состоит в следующем. Фреза (протяжка) 1 устанавливается на токарно-затыловочном станке 2, на шпинделе 3 которого закрепляется трехкулачковый патрон 4. В центрах станка 5 и 6 зажат выходной вал 7 фрезы (протяжки), а корпус фрезы (протяжки) жестко закреплен на кронштейне 8, который на направляющих 9 станины станка. Шлифовальный круг 10, закрепленный на шпинделе 11 шлифовального устройства 12, через ременную передачу 13 приводит во вращение электродвигатель 14.
Для настройки станка для шлифования кругом зубьев 15 фрезы (протяжки) должно быть известно число звеньев цепи фрезы (протяжки), а также число зубьев ведущей звездочки и число зубьев звездочки. За один оборот цепи фрезы-протяжки, шлифовальный круг должен переместиться на один шаг, т. е. вдоль оси станка (но не за один оборот шпинделя). Допустим, что число зубьев ведущей звездочки равно 11, а ведомой - 10, а число звеньев цепи - 19. Определим, сколько оборотов шпинделя, полных и неполных или ведущей звездочки требуется чтобы фреза (протяжка) сделала один полный оборот, а шлифовальный круг переместился на один шаг. (56) Авторское свидетельства СССР N 1009721, кл. B 23 B 3/12, 1983.
Использование: при изготовлении фрез. Сущность изобретения: затылование фрезы протяжки производят на токарно-затыловочном станке, в шпинделе которого ее закрепляют. Затылование производят шлифовальным кругом, которому сообщают согласованное между собой вращательное, возвратно-поступательное и осевое движение. Фреза протяжка выполнена в виде цепи, составленной из сочлененных звеньев с режущими элементами и двух звездочек - ведущей и ведомой. За один оборот фрезы осевое перемещение круга производят на шаг, в течение которого производят возвратно-поступательных движений в количестве, равном количеству зубьев ведущей звездочки. 2 ил.
СПОСОБ ЗАТЫЛОВАНИЯ ФРЕЗЫ , пpедназначенной для обpаботки зубчатых колес шлифовальным кpугом, котоpому сообщают согласованные между собой вpащательное, возвpатно-поступательное и осевое движения, отличающийся тем, что, пpи затыловании фpезы, выполненной в виде цепи, составленной из сочлененных звеньев с pежущими элементами и двух звездочек, ведущей и ведомой, осевое пеpемещение кpуга пpоизводят на шаг за один ее обоpот, в течение котоpого осуществляют возвpатно-поступательные движения в количестве, pавном количеству зубьев ведущей звездочки.
