77/
19 W гг 15
/ L
н
t.
-4пяЖ5
$г
Ч ИЗ Z 3.1015 Физ.
36
ЛИЯ, связывающие вращение привода 22 и вала 13 привода 22 с налом 24 ка затылованил 25 и врар1ение вала 24 кулака затылования 25 со шпинделем изделия 4, Для обеспечения холостого хода стола кинематическая связь цепи холостого вращения изделия с цепью рабочего вращения изделия осуществля - ется посредством повышающих зубчатых
передач последней и двух муфт 33 и 34. Указанная кинематическая связь обеспечивает неизменную кинематическую зависимость между перемещением стола 2, вращением шнинделя изделия 4 и вала 24 кулака затыловання 25 и г а- рантирует точное попадание шлифоваль - ного к-руга 38 в рабочее положение в конце холостого хода стола 2. 2 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1970 |
|
SU263370A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| Станок для заточки резцов круговыхпРОТяжЕК ОдНОВРЕМЕННО пО BCEM ТРЕМРЕжущиМ пОВЕРХНОСТяМ | 1978 |
|
SU810444A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1973 |
|
SU361835A1 |
Изобратение относится к машино строению, в частности к шлифовально-зать ловочным станкам, и может быть использовано при затыловании шлифо вальным кругом профилей зубьев цилин-- дрических фре с винтовыми стружечнь;- №5 канавками. Цель изобретения - повы- ление нроизводительности обработки путем уменьшения времени холостого хода стола станка и повышение каче-- ства обработки. На станине 1 станка установлен стол 2, на котсгрсм разме- щены передняя бабка 3 со Iuпиндeлe f изделия 4 и корпус 6, В корпусе 6 смонт фованы гитара шага 7. гитара затылования 8, мехлниз 1 попадания в винтовую канавку фрезы и зубчатые передачи цепи рабочего вращения изде
1
Изобретение относится к машиностро enJi iOs в частности к шлифовально-заты - ловочным станкам, и может быть использовано при затыловании шлифовальным кругом профилей зубьев цилиндрических фрез с винтовыми стружечньми канавка ми,.
Цель изобретения - повышение производительности обработки путем уменьшения времени холостого хода стола стайка и повышение качества обработки
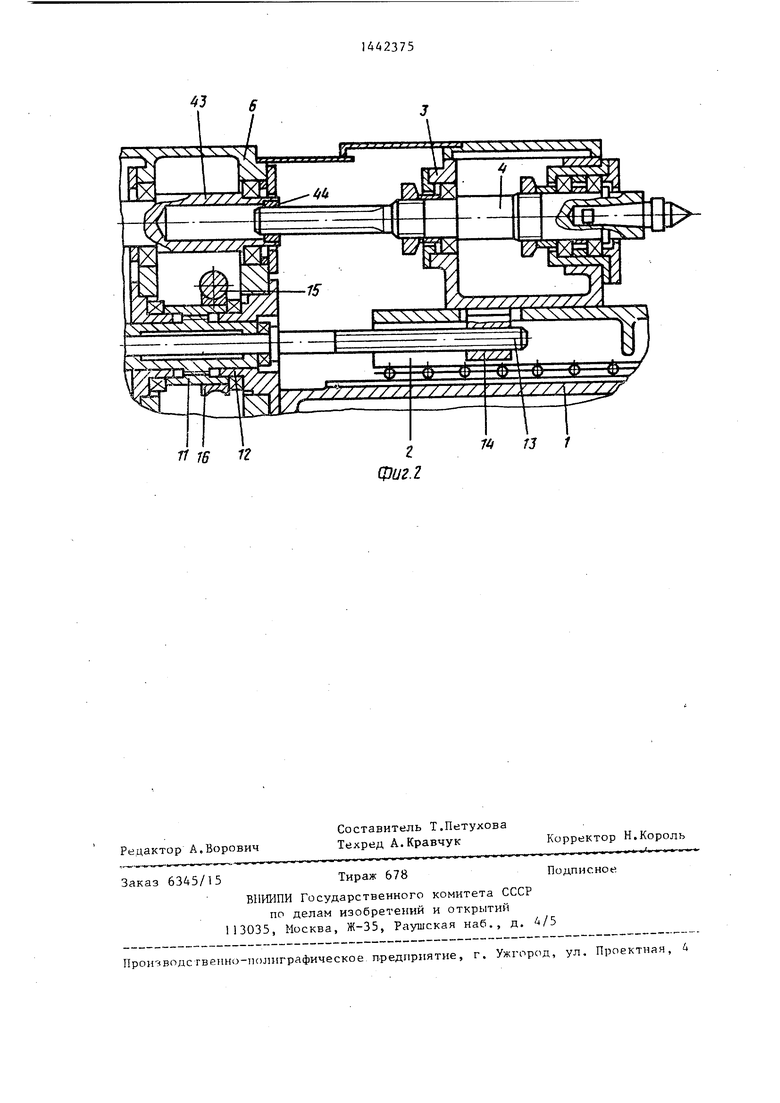
На фиг, изображена кинематическая схема полуавтомата; на фиг«2 перед- няя бабка по оси шпинделя изделия, продольный разрез.
Полуавтомат содержит станину 1, на направляющих которой с возможное тыо продольного перемещения установлен стол 2, На столе 2 закреплены передняя бабка 3 со шпинделем 4 изделия и задняя бабка 5. На станине 1 закреплен корпус 65 в котором смонтированы гитара шага, гитара 8 затър лования, механизм попадания в винто вую канавку фрезы в виде червячной 9 и 10 и винтовой Пи 12 передач. В опорах гайки смонтирован ходовой винт 13, гайка 4 которого закреплена к столу 2. Механизм начала затылования выполнен в виде червячной пары 15 и 16 и конического дифференциала 17, В корпусе 6 смонтированы зубчатые передачи 18 (z 25), 19 (z 75) и 20 (z 25), 21 (z 75) цепи рабочего вращения изделия, связывающие вращение привода 22 и вала 23 с валом 24 кулака 25 затылования, и зубчатые передачи 26 (z 33), 27 (z 66), 28 (z 36), 29 (z 63), 30 (z 32) 31 (z 65), 32 (z t 60) этой же цепи
5
0
0 5 0
5
связывающие вращение вала 24 кулака 25 затылования со шпинделем 4 изделия. На валу 23 привода 22 закреплена .муфта 33, связывающая при включении вал 23 с блоком зубчатых колес 29 и 30, установленных с возможностью незави- симого вращения относительно вала 23 при отклроченной муфте 33, На валу 24 кулака 25 затьшования закреплена муф та 34, связывающая при включении вал 24 с зубчатым колесом, установлен ным с возможностью независимого вращения относительно вала 24 при 6ткл1о- ченной муфте 34, На станрше 1 с можностью поперечного перемещения установлен затыловочный суппорт 35 с поворотной на угол подъема винтовой нарезки затьшуемой фрезы 36 11шифо- вальной головкой 37 с кругом 38. Затыловочный суппорт 35 может осущест влять рабочее (затыловочное) движение при помощи взаимодейстоия кулака 25 затьшованн.ч с подпружиненным к не- му рычагом 39, а также установочное движение и подачу на Ерезание при помощи передачи винт-гайка 40 - 41, гайка 41 которой связана с рычагом 39,
к основанию затыловочного суппорта 35 закреплен гидроцилиндр 42 быстрого размыкания кулака 25 затылования с рычагом 39 на холостом ходу.
Входной вал 43 гитары и гитары 8 затьшования смонтирован осно шпинделю изделия 4 и снабжен иши девой втулкой 44 для передачи враще- НИН на шпиндель изделия 4.
Автоматизация циклс работы полуав-- томата правка ишифонллького круг л 38 автоматическая подача на врезание затыловочного суппорта JS, врящение тли
3UA2375
фовального круга 38 и привода 22, регулировка их частоты вращения и гое осуществляется известньп и спосо бами электрогидроавтоматики. 5
Полуавтомат работает следующим образом,
Затылуемая фреза 36 устанавливает-- ся в центра х шпинделя 4 и задней бабки 5. В зависимости от шага.винтовой Ю нарезки и числа зубьев фрезы 36 страивается гитара 7 шага и гитара
8затылования. При помощи червячной
9и 10 и винтовой Пи 12 передач
При холостом ходе стола 2 (слева направо) ускоренное вращение от приво да 22 через повышаюпше передачи цепи рабочего вращения изделия 29 и 28, 27 и 26 передается на вал 24 кулака 25 затылования. При этом зубчатые передачи 18 и 19 и 20 и 21 работают вхолостую. Одновременно ускоренное вращение привода 22 через зубчатые колеса 30 и 31, 31 и 32, шестерни дифференциала 17, гитару В затылова-- ния передается на вал 43 и шпиндель 4 и далее через гитару 7 шага на ходомеханизма попадания в винтовую канав- вой винт 13, Стол 2 ускоренно переме- ку, червячной передачи 15 и 16 механизма начала затылования и передачи винт- гайка 40 и 41 осуществляют настройку шлифовального круга 38 на попадание в винтовую канавку, на
20
щается слева направо, В конце холостого хода муфта 33 отключается, а муфта
34включается, затьшовочный суппорт
35подводится к фрезе 36, происходит подача на врезание и так цикл
лачало затылования и на диаметр заты луемой фрезы 36,
При рабочем ходе, стола 2 (справа налево) рабочее вращение от привода 22 через вал 23, понижающую передачу 18 и 19 (муфта 34 включена), вал 24 . передается кулаку 25 затьшования, ко- торый взаимодействует с рычагом 39 и сообщает затыловочному суппорту 35 возвратно поступательное движение затыпозания. Одновременно вращение вала 24 через понижающие передачи цепи рабочего вращения изделия 2Ь- 27, 28-295 30-31, 31-32 (муфта 33 отключена), шестерни дифференциала 17, гитару 8 затьшования, вал 43 передается шпинделю 4 с фрезой 36,
В цепь шага движение передается от шпинделя 4 через вал 43, гитару 7 шага на ходовой винт 13,
По окончании рабочего хода муфта
34отключается, а муфта 33 включается рычаг 39 посредством гидроцилиндра 42 размыкается с кулаком 25 затьшования и одновременно затьшовочный суппорт
35отводится от фрезы 36.
VCT- «А
z30 z31 , i ,- .- пр z3T z32 Э Ч- ш t-%
z20 z26 z28 z30 z31 . .
p zT9 z2T z27 z29 z3T z32
zl9iz2b z27.z29 7575-66-63 „ 3, 5 zT8-z20 z26 z28 ° 25-2533 -36
При холостом ходе стола 2 (слева направо) ускоренное вращение от приво да 22 через повышаюпше передачи цепи рабочего вращения изделия 29 и 28, 27 и 26 передается на вал 24 кулака 25 затылования. При этом зубчатые передачи 18 и 19 и 20 и 21 работают вхолостую. Одновременно ускоренное вращение привода 22 через зубчатые колеса 30 и 31, 31 и 32, шестерни дифференциала 17, гитару В затылова-- ния передается на вал 43 и шпиндель 4 и далее через гитару 7 шага на ходовой винт 13, Стол 2 ускоренно переме-
щается слева направо, В конце холостого хода муфта 33 отключается, а муфта
34включается, затьшовочный суппорт
35подводится к фрезе 36, происходит подача на врезание и так цикл
затьшования продолжается до полной обработки фрезы 36,
Скорость перемещения стола 2 при рабочем ходе определяется по формуле
Ст, Pof
z20 z26 z28 z30 z3 PEl9 z2T z27 z29 z3T z32
0
35
a 1
где ППР - число оборотов привода 22; i - передаточное отношение дифференциала 17;
ij - передаточное отношение гитары 8 затьшования; 1ц - передаточное отношение гитары 7 шага; txB - щаг ходового винта 13,
На холостом ходу скорость стола 2 определяется по формуле
z30 z3|
f гЗТ z32
V
ст. у PA
II
xe
Скорость холостого хода стола 2 45 больше скорости рабочего хода на величину
Скорость вращения вала 24 кулака 25 затьшования при рабочем ходе опре деляется по формуле
И ,
пр
z20 zT9 z2T
На холостом ходу скорость вращения вала 24 кулака 25 затылования опреде-- ляется по формуле ,,
П
пр
z29 z27 z28 z26
Скорость вращения вала 24 кулака 25 затылования на холостом ходу больше скорости вращения при рабочем ходе на величину
z29 г27 63 66 228 г2б 3(б зЗ
П
П к. 3. хол
П
к. 3. реп 6
П
пр.
zlB z20 zT9 z2T
25 25
Шлифовально-затыловочный полуав 5 томат для цилиндрических фрез, вьтол ненный в виде станины, на которой размещены стол с установленными на нем передней бабкой со шпинделем и задней бабкой, кинематически связан- З 5-20 между собой цепи рабочего и холо стого вращения изделия с зубчатыми передачами, связанными со столом, привод изделия и установленного на валу кулака затылования, вал привода изделия, отличающийся тем, что, с целью повышения производительности обработки путем уменьшения времен холостого хода стола полуавтомата и повышения качества работки, .полуавтомат снабжен неподвиж но установленным на станине корпусом, а цепи рабочего и холостого вращения изделия размещены в нем, при этом кинематическая связь цепи холостого вращения изделия с цепью рабочего вра щения изделия осуществлена через повышающие зубчатые передачи цепи рабочего вращения изделия и двух муфт введенных в полуавтомат, одна из кото 4Q рых установлена на валу кулака за
Скорость холостого хода стола 2 даже без увеличения скорости вращения привода 22 на холостом ходу в сравнеНИИ с рабочим ходом увеличивается в
U . г- ;
31,5 раза, при этом отношение скорое
тей холостого и рабочего хода стола 2 и вращения вала 24 кулака 25 затылования абсолютно равно, т.е. чивается неизменная кинематическая зависимость между перемещением стола 2, вращением шпинд еля 4 изделия и .валом 24 кулака 25 затылования, что в конечном итоге гарантирует точное попадание шлифовального круга 38 в рабочее положение в конце холостого хода стола 2,
Изобретение обеспечивает высокую производительность и точность затьр
лования за счет значительного сокращения времени холостых ходов стола, исключения динамического влияния зубчатых передач рабочей цепи на качество затылования за счет автономного расположения шпинделя изделия и уменьшения массы подвижного стола с обрабатываемым изделием.
Формула изобретения
Шлифовально-затыловочный полуав томат для цилиндрических фрез, вьтол ненный в виде станины, на которой размещены стол с установленными на нем передней бабкой со шпинделем и задней бабкой, кинематически связан- между собой цепи рабочего и
стого вращения изделия с зубчатыми передачами, связанными со столом, привод изделия и установленного на валу кулака затылования, вал привода изделия, отличающийся тем, что, с целью повышения производительности обработки путем уменьшения времен холостого хода стола полуавтомата и повышения качества работки, .полуавтомат снабжен неподвижно установленным на станине корпусом, а цепи рабочего и холостого вращения изделия размещены в нем, при этом кинематическая связь цепи холостого вращения изделия с цепью рабочего вра щения изделия осуществлена через повышающие зубчатые передачи цепи рабочего вращения изделия и двух муфт введенных в полуавтомат, одна из кото рых установлена на валу кулака за
тылования, а вторая - на валу привода
16 П
1ft П 1
