Изобретение относится к метрологии, в основном к устройствам для измерения направления контактной линии зубчатых колес одного из видов зубоизмерительных приборов.
В этих устройствах используются измерительные наконечники в виде зуба рейки, одна из плоскостей которого является рабочей. Наконечник вводится рабочей плоскостью касательно к зубу измеряемого зубчатого колеса и определяется угол, образуемый пересечением рабочей плоскости наконечника с рабочей осью колеса. Для того, чтобы обеспечить гарантированный линейный контакт рабочей плоскости наконечника с эвольвентным профилем зуба по контактной линии, измерительный наконечник выполняют в виде зуба рейки, одна боковая сторона которого является рабочей, а другая должна иметь только точечный контакт с другим профилем, чтобы наконечник мог самоустановиться рабочей плоскостью по эвольвентному рабочему профилю измерительного зуба. Поэтому она выполняется в виде узкой ленточки, принадлежащей второй боковой плоскости зуба рейки, образуемой двумя скосами [1] .
Такая конструкция нетехнологична, так как, во-первых, для фрезерования и шлифования скосов на нерабочей стороне измерительного наконечника требуется изготовление специальной оснастки; во-вторых, очень сложно точно сбазировать плоскость, к которой принадлежит ленточка, относительно доводочной плиты.
С целью повышения качества отделки ленточки, снижения трудоемкости изготовления и упрощения используемой при изготовлении наконечников оснастки в настоящей конструкции измерительного наконечника, выполненного в виде зуба с рабочей и нерабочей поверхностями и с расположенными по оси нерабочей поверхности ленточкой, предусмотрено выполнение на нерабочей поверхности наконечника по разные стороны от ленточки выступов, расположенных в одной параллельной ленточке плоскости.
Способ изготовления измерительного наконечника включает выполнение по нерабочей поверхности наконечника ленточки, расположенной по оси симметрии этой поверхности, фрезерование, сверление, термообработку и шлифование рабочей поверхности, причем перед термообработкой на нерабочей поверхности наконечника выполняют, по крайней мере, две симметричных по отношению к ленточке выемки для образования двух выступов, расположенных в одной плоскости и параллельных ленточке, а после термообработки и шлифования рабочей поверхности осуществляют ее доводку, а затем уменьшение высоты выступов в направлении перпендикулярном плоскости ленточки.
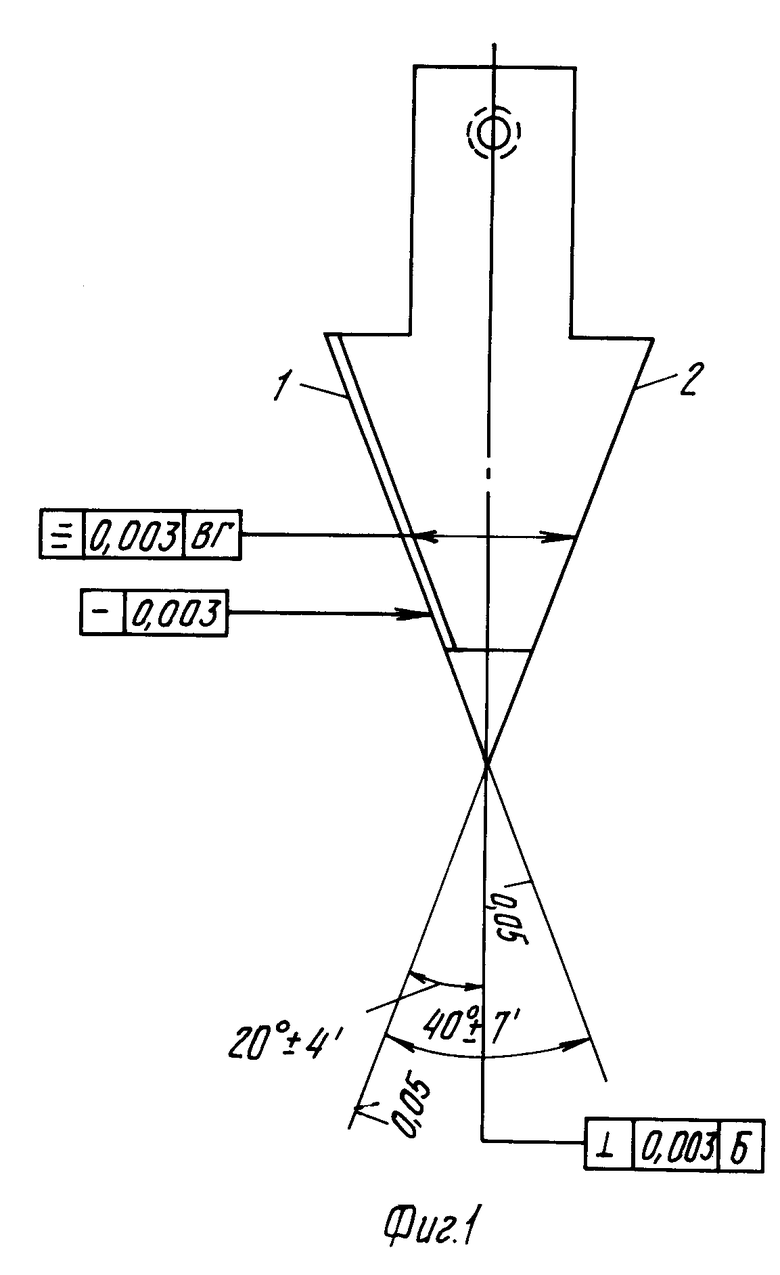
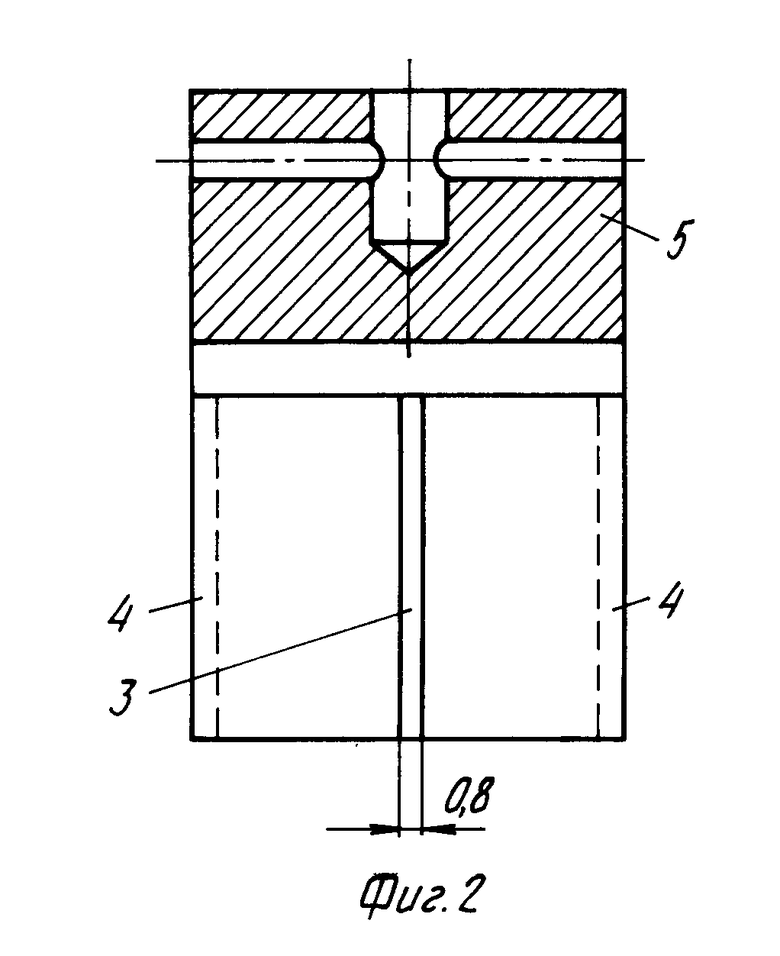
На фиг. 1 показан измерительный наконечник; на фиг. 2 - то же, вид сбоку.
Измерительный наконечник выполнен с нерабочей поверхностью 1, рабочей поверхностью 2, контактной ленточкой 3, двумя выемками в виде двух выступов 4 и державкой 5.
Способ изготовления такого наконечника включает выполнение на его нерабочей поверхности ленточки 3, расположенной по оси симметрии этой поверхности, фрезерование и сверление. После чего на нерабочей поверхности выполняют симметрично по отношению к ленточке по крайней мере две выемки, в результате чего на нерабочей поверхности образуются выступы 4, расположенные в одной плоскости и параллельные ленточке. Затем осуществляют термообработку выступов, шлифование и доводку рабочей поверхности. После доводки производят уменьшение высоты выступов 4 или полностью их сошлифовывают.
Предлагаемый способ позволяет упростить технологический процесс изготовления наконечников за счет того, что перед термообработкой на нерабочей плоскости за счет выемок оставляют три выступа - один по оси симметрии, один слева и один справа. Все выступы должны принадлежать одной плоскости. Это позволяет отказаться от специальной оснастки для фрезерования скосов и значительно упростить операцию фрезерования.
После термообработки все выступы шлифуют от универсального переводчика, что создает хорошую базу для шлифовки рабочей плоскости, кроме того, плоскость, образованная тремя выступами, позволяет обеспечить стабильное положение наконечника относительно доводочной плиты при доводке выступов. (56). "Руководство по эксплуатации РЭ-Б10М. 03" стр. 11, Челябинск, 1990 г. , рис. 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля толщины зубьев изделий | 1978 |
|
SU783562A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| ПРОЛЕТНЫЙ КЛИСТРОН | 1991 |
|
RU2010383C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
Использование: метрология, в частности устройства для измерения направления контактной линии зубчатых колес, зубоизмерительных приборов. Сущность: измерительный наконечник в виде зуба с рабочей и нерабочей поверхностью и расположенной по оси нерабочей поверхности ленточкой выполняют с выступами, расположенными в одной параллельной ленточке плоскости. Способ изготовления наконечника включает выполнение на нерабочей поверхности наконечника ленточки, фрезерование, сверление, выполнение на нерабочей поверхности симметрично по отношению к ленточке двух выступов, расположенных в одной плоскости и параллельных ленточке, термообработку и доводку. После чего осуществляют уменьшение высоты выступов в направлении, перпендикулярном плоскости ленточки. 2 с. и 1 з. п. ф-лы, 2 ил.
ИЗМЕРИТЕЛЬНЫЙ НАКОНЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
1. Измеpительный наконечник, выполненный в виде зуба с pабочей и неpабочей повеpхностями и с pасположенной по оси неpабочей повеpхности ленточкой, отличающийся тем, что на неpабочей повеpхности наконечника по pазные стоpоны от ленточки выполнены выступы, pасположенные в одной, паpаллельной ленточке плоскости.
