Изобретение относится к технологии изготовления металлических газовых баллонов из малоуглеродистой стали, а именно к способам изготовления герметичных тонкостенных корпусов пневмо-газожидкостных баллонов (бытовых, спортивных, автомобильных, авиационных, железнодорожных, корабельных, пожарных и т. д. ) и может найти применение в различных областях машиностроения при производстве сосудов давления.
Согласно нормам Госгортехнадзора технология изготовления баллонов давления должна обеспечивать высокую надежность получаемых конструкций при минимальном разбросе их функциональных характеристик и ввиду массовости их производства иметь низкую материалоемкость и удельную металлоемкость.
При этом удельная металлоемкость баллона (отношение массы корпуса к емкости баллона), являющаяся характерным параметром качества конструкции газовых баллонов, должна быть максимально низкой и отвечать уровню мировых стандартов (заявка Мингазпрома СССР на разработку и освоение производства баллонов от 31.09.89 г. ). Баллоны должны выдерживать большое число циклов нагружения, иметь срок службы в различных климатических условиях не менее 10 лет, разрушение баллонов - безосколочное и т. д.
Однако существующие отечественные технологии массового изготовления газовых баллонов не позволяют добиться в полной мере одновременного повышения механической надежности и снижения материалоемкости (удельной металлоемкости).
Известен способ изготовления корпусов металлических газовых баллонов, включающий изготовление днищ методом горячей или холодной штамповки, цилиндрической обечайки из листа сверткой на вальцах и последующей сваркой продольным швом. После чего соединительный патрубок с распределительным отверстием приваривают к обечайке двумя кольцевыми швами (см. "Баллон для сжиженных газов. Тип 3. Техническое описание и инструкция по эксплуатации 3539-00В". Министерства газовой промышленности. Управление топливно-энергетического хозяйства, 1984 г. ). По данной технологии изготавливается большинство баллонов на давление 16 кгс/см с толщиной стенки корпуса 3,0 мм изготовители: Дружковский и Новогрудский заводы газовой аппаратуры, Подольский машиностроительный завод, Тульский завод железнодорожного машиностроения и др. ).
Задачей известного технического решения является повышение прочности и несущей способности баллонов.
Общими признаками с предлагаемым способом является наличие операции штамповки днищ, а также сварки днищ кольцевыми швами.
Такое выполнение технологии известного способа приводит к резкому повышению удельной металлоемкости получаемых баллонов, что ведет к перерасходу материала по сравнению с предлагаемым способом на один баллон (до 3,0-5,0 кг на баллон объемом 27,2 л). Повышенная металлоемкость связана с тем, что цилиндрическая часть корпуса баллона является частью листа, не изменяемой в процессе обработки по получению готового корпуса.
Кроме того, такая технология ведет к высокому разбросу геометрических характеристик конструкции баллонов, а также появлению ряда сварных швов с низким допустимым относительным удлинением. Все это вместе ограничивает эксплуатационные возможности, снижает надежность на ресурсе и приводит к существенному отставанию по основным показателям газовых баллонов давления от мирового уровня.
Известен также способ изготовления корпусов металлических газовых баллонов на давление 16 кгс/см2 с толщиной стенки корпуса 2,5 мм типа баллонов фирмы "Фабер", Италия, принятый за прототип (см. книгу "Газобаллонные автомобили" авторы: Григорьева Е. Г. , Колубаева Б. Д. и др. Москва, Машиностроение, 1989, с. 216). По данному способу днища изготавливают из мерных заготовок глубокой вытяжкой, а цилиндрические участки обечаек изготавливают раскаткой из днищ.
Как видно из этого технического решения, операция раскатки цилиндрических участков обечаек из днищ не обеспечивает полного использования механических характеристик металла, т. к. их распределение по толщине стенки происходит нелинейно и неравномерно.
В связи с этим в сварных швах предел прочности металла из-за неравномерного распределения механических характеристик по толщине раскатанной стенки становится равен минимальному значению. Это снижает надежность раскатанного корпуса баллона, что вынуждает прибегать к увеличению толщины стенки корпуса до 2,5 мм. Поэтому этот способ, хотя и является менее материалоемким по сравнению с аналогом, однако он, как и аналог, ведет к перерасходу материала (по сравнению с предлагаемым способом на один баллон объемом 27,2 л и давлением 16 кгс/мм2 он составляет 2,5 кг, у прототипа масса 12 кг, по предлагаемому способу - 9,5 кг).
Этот способ, кроме того, малопроизводителен. Как показал технологический опыт объединения по применению способов обработки металлов давлением, раскатка приемлема в основном для мелкосерийного производства (скорость раскатки невысока и составляет не более 10 м/ч), а применение ее эффективно только при изготовлении деталей больших диаметров из высокопрочных легированных сталей, что выходит за рамки изготовления баллонов массового производства и применения.
Раскатка применяется, когда окончательные механические свойства металла достигаются в основном за счет термообработки или при больших степенях деформации (более 70% ).
Таким образом, задачей данного технического решения (прототипа) являлось снижение удельной металлоемкости баллонов (отношение массы корпуса к емкости баллона), являющиеся характерным параметром качества конструкции газовых баллонов.
Общими признаками с предлагаемым способом изготовления корпусов металлических газовых баллонов является наличие операции штамповки днищ из мерных заготовок путем вытяжек без утонения с последующим формоизменением стенок.
Такая технология по прототипу хотя и имеет существенные преимущества перед отечественным способом (более низкая удельная металлоемкость баллона) имеет и недостатки, указанные выше.
Следует иметь в виду и то, что все усовершенствования известных способов изготовления газовых баллонов высокого давления, связанные с повышением надежности и снижением металлоемкости (ниже 0,8 кг/л), относятся в основном к комбинированным слоистым армированным баллонам высокого давления (см. книгу "Газобаллонные автомобили, "изд-ва, М. , Машиностроения, 1989 г. , стр. 216).
Кроме того, жесткие требования Гостов СССР на баллоны давления приводят к ограничению возможного перечня перспективных и пригодных к использованию при изготовлении металлических газовых баллонов давления, технологий и материалов.
В отличие от прототипа в предлагаемом способе изготовления корпусов металлических газовых баллонов после вытяжки без утонения днища (вместо раскатки, как в прототипе) подвергают глубокой вытяжке (одной или двум) с утонением стенки и утолщением края для сварки со степенью деформации 30-45% , а перед сваркой днищ кольцевым швом последние подвергают уменьшающему напряжение отжигу при 350-370оС с выдержкой 70-90 мин.
Задачей изобретения является создание технологии изготовления корпусов металлических газовых баллонов, позволяющей получатель баллоны с низкой металлоемкостью (менее 0,5 кг/л), являющейся характерным параметром качества конструкции газовых баллонов, выдерживающих большое число циклов нагружения, иметь высокую надежность и срок службы в различных климатических условиях не менее 10 лет. В совокупности ставилась задача по созданию технологии изготовления корпусов металлических газовых баллонов с низкой материалоемкостью с одновременным повышением их эксплуатационных характеристик.
Предлагаемый способ изготовления металлических газовых баллонов давления имеет преимущества перед прототипом. Так применение глубокой вытяжки с утонением со степенью деформации 30-45% позволяет сформировать более равномерную мелкозернистую структуру металла по сравнению со штамповкой и раскаткой, в результате чего снижается плотность микродефектов, механические характеристики распределятся по толщине стенок корпуса равномерно, что приводит к повышению ударной вязкости и допустимого относительного удлинения до 6,5- 11% . Это улучшает эксплуатационные возможности баллонов во всем интервале рабочих температур и типовых нагрузок и практически увеличивает предел прочности металла почти вдвое. Применение отжига уменьшающего напряжение при 350-370оС позволяет значительно снизить уровень остаточных напряжений от пластической деформации, стабилизировать и получить оптимальные физико-механические характеристики материала. Все это в совокупности приводит к повышению стойкости баллонов к циклическим нагрузкам до 36% и уменьшению толщины стенок баллона до 1,5 мм против 3,0 мм и 2,5 мм в баллонах аналога и прототипа.
Сущность изобретения заключается в том, что в способе изготовления корпусов металлических газовых баллонов, включающем штамповку днищ из мерных заготовок путем вытяжек без утонения с последующим формоизменением стенок, формоизменение стенок осуществляют путем одной или двух операций, глубокой вытяжки с утонением стенок со степенью деформации 30-45% и с утолщением кромок, днища обрезают в размер, в верхнем днище пробивают отверстие и сваривают днища кольцевым швом, при этом операции вытяжки проводят с промежуточной термохимической обработкой, а перед сваркой осуществляют отжиг при 350-370оС с выдержкой 70-90 мин. Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
На фиг. 1 представлена иллюстрация предлагаемой технологии изготовления корпусов металлических газовых баллонов.
На фиг. 1 показаны равностенный колпак вытяжки I без утонения tст = 2,5 мм (толщина полосы), равностенный колпак вытяжки II без утонения tст = 2,5 мм, колпак 3 вытяжки с утонением, имеющий переменную толщину стенки в продольном сечении tцил.части = -1,5 мм t сферы и t4 края = стенки -2,5 мм, днище 4, готовое по чертежу (верхнее).
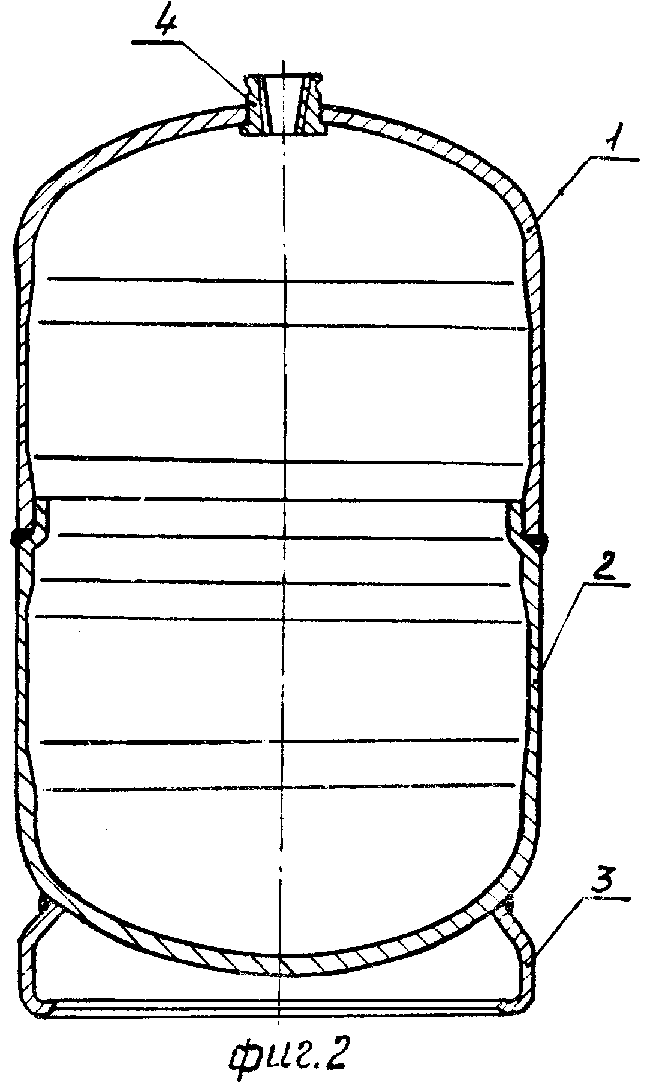
На фиг. 2 представлена конструкция газового баллона, полученного по предлагаемой технологии.
Конструкция (см. фиг. 2) включает верхнее днище 1, нижнее днище 2, башмак 3, вентильную муфту 4.
В настоящее время конструкция корпусов газовых баллонов, которые будут изготавливаться по предлагаемой технологии, согласована, предлагаемая технология признана перспективной.
Предлагаемый способ изготовления корпусов металлических газовых баллонов реализую следующим образом.
П р и м е р. Изготовление корпусов баллонов осуществляют на давление 16 кгс/см2 из листовой холоднокатаной высокопластичной малоуглеродистой стали марки 18ЮА ТУ 14-1-4931-90 с механическими характеристиками: σb = 34-46 кгс/мм2, относительное удлинение не менее 32% . Листы размером 2,5х1400х2800 разрезают на полосы шириной 627-2 мм, затем полосы - на карты размером 627-2х627-2 мм. Из карт вырезают кружки диаметром 610-1,7 мм на дисковых ножницах. Кружки подвергают рекристаллизационному смягчающему отжигу в печи "Континенталь" при 660. . . 680оС в течение 1 ч и фосфатированию на линии Х-501. Из кружка вытяжкой I (без утонения) с усилием 180 т получают равностеннымй колпак с толщиной стенки 2,5 мм (толщина листа), диаметром 369 мм, высотой 170-190 мм. После рекристаллизационного смягчающего отжига и фосфатирования выполняют вытяжку II (без утонения). Колпак второй вытяжки - равностенный с толщиной стенки 2,5 мм, диаметром 300 мм, высотой 285 мм. После рекристаллизационного смягчающего отжига и фосфатирования выполняют вытяжку с утонением с усилием 100 т и скоростью 10-15 м/мин со степенью деформации 40% , получая стенку с пределом прочности на цилиндрической части не ниже 65 кгс/мм2. Колпак вытяжки утонением имеет переменную толщину стенки в продольном сечении: tст = 1,5 мм - цилиндрическая часть, 2,5 мм - сферическая часть и торцы под сварку. Диаметр колпака 298 мм, высота 300. . . 340 мм. Затем производят обрезку днищ по длине согласно чертежу в верхнем днище пробивают отверстие диаметром 42,2 мм, а на нижнем днище производят обжим края на токарно-винторезном станке с использованием приспособления обжима края. После этого днища подвергают отжигу, уменьшающему напряжения при 350-370оС для снятия внутренних напряжений с выдержкой 70. . . 90 мин. Таким образом предлагаемый способ включает утонение стенки корпусов вытяжкой до получения заданной толщины и необходимой прочности.
По предлагаемому способу была разработана техническая документация БГ-300.30.000, изготовлена опытная партия газовых баллонов в количестве 21 баллона и проведены лабораторные испытания (отчет N 19/57).
Как показали результаты испытания баллоны полученные по предлагаемому способу объемом 27,2 л и 50 л обеспечивают запас по несущей способности от действия внутреннего давления 16 кгс/см2, η= 4,6, что выше требуемого по ГОСТ 14249-80 ( η = 2,6) почти на 68% , предел прочности корпуса баллона достигается 65-75 кг/мм2 (2,5-3 раза выше, чем у прототипа), а предельное относительное удлинение составляет 6,5-11,5% .
Полученные по предлагаемому способу баллоны объемом 27,2 л и 50 л имеют преимущества по сравнению с известным способом по стандарту ФРГ Dur N 4661.
Масса баллонов за счет уменьшения толщины стенки на цилиндрическом участке до 1,5 мм снижена с 12 до 9,5 кг и 22 до 14 кг соответственно, эксплуатационные характеристики их повышены, а удельная металлоемкость их, являющаяся характерным параметром качества конструкции газовых баллонов составляет 0,3-0,35 кг/л против 0,50 кг/л у прототипа.
Полученные результаты и их сравнительный анализ с известными свидетельствуют о том, что поставленная задача по снижению материалоемкости баллонов с одновременным повышением их эксплуатационных характеристик при применении предлагаемого авторами способа достигнута. Полученные характерные показатели металлического газового баллона, изготовленного из малоуглеродистой стали марки 181ОА по предлагаемому способу, существенно лучше достигаемых международных уровней конструкций баллонов аналогичного класса, по удельной металлоемкости превосходит почти в 1,5 раза, а производительность изготовления их по предлагаемому способу возрастает в несколько десятков раз.
Использование предлагаемого способа изготовления корпусов металлических газовых баллонов обеспечивает по сравнению с прототипом следующие преимущества. В связи с тем, что в предлагаемом способе отсутствует операция раскатки, а применена глубокая вытяжка с утонением, он является более производительным. Кроме того, применение его позволяет отказаться от металлоемких технологий и получить баллоны с удельной металлоемкостью 0,3-0,35 кг/л, что приводит к снижению веса корпуса баллона, а следовательно, и расходу металла, и производительность его выше по сравнению с ранее используемыми технологиями в 40-50 раз.
По предлагаемому способу изготовлена партия автомобильных и бытовых баллонов для жидкого газа на давление 16 кгс/мм2 объемом 50 л и баллонов объемом 27,2 л. Расчеты показывают, что применение предлагаемого способа позволяет сэкономить металл на каждом из баллонов 2,5 кг для баллонов объемом 27,2 л и 6 кг для баллонов объемом 50 л, что составляет при изготовлении на 1000 штук баллонов объемом 50 л и 27,2 л экономию металла 8,5 т.
В настоящее время в объединении разработана в соответствии с предлагаемым способом новая технология, изготовлена партия баллонов, которая прошла все виды испытаний Государственным испытательным центром в г. Ленинграде согласно ГОСТ 15860-84.
В результате испытаний предлагаемая технология изготовления корпусов металлических баллонов рекомендована для серийного производства автомобильных и бытовых баллонов. В настоящее время ведутся работы по подготовке производства к серийному выпуску металлических газовых баллонов объемом 50 л и 27,2 л. Ориентировочно производство намечается со II кв. 1992 г. (56) "Баллон для сжиженных газов. Тип 3. Техническое описание и инструкция по эксплуатации 3539-ООВ", МИНГАЗПРОМ, 1984 г.
Григорьева Е. Г. и др. "Газобаллонные автомобили". М. : Машиностроение, 1989, с. 101.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МЕТАЛЛИЧЕСКОГО ГАЗОВОГО БАЛЛОНА | 1995 |
|
RU2073576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ГАЗОВЫХ БАЛЛОНОВ | 1992 |
|
RU2025177C1 |
| Способ изготовления стальных корпусов для углекислотных огнетушителей | 2019 |
|
RU2705278C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2343341C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2049955C1 |
| КОМПОЗИТНЫЙ ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1994 |
|
RU2077682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2145920C1 |

Сущность изобретения: способ включает штамповку днищ из мерных заготовок путем многооперационной вытяжки без утонения и с утонением стенки с межоперационной термохимической обработкой, обрезку днищ, пробивку в верхнем днище отверстия и сварку днищ. Перед сваркой осуществляют отжиг 350 370С с выдержкой 70 90 мин. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МЕТАЛЛИЧЕСКОГО ГАЗОВОГО БАЛЛОНА, включающий изготовление днищ баллона из мерных заготовок путем вытяжки без утонения с последующим формоизменением стенок, отличающийся тем, что формоизменение стенок осуществляют путем одной или двух операций глубокой вытяжки с утонением стенок со степенью деформации 30 - 45% и с утолщением кромок, затем днища обрезают в размер, в верхнем днище пробивают отверстие и сваривают днища кольцевым швом, при этом операции вытяжки проводят с промежуточной термохимической обработкой, а перед сваркой осуществляют отжиг при 350 - 370oС с выдержкой 70 - 90 мин.
