Изобретение относится к области машиностроения и может быть использовано при изготовлении сосудов, работающих под высоким давлением (от 100 кгс/см2 и выше), например бесшовных металлопластиковых баллонов и лейнеров для них.
В настоящее время используются в основном 2 способа изготовления бесшовных баллонов высокого давления: из бесшовных труб в соответствии с ГОСТ 949-73 и из стальных дисков определенного диаметра и толщины методом глубокой штамповки.
Из бесшовных труб баллон формируется без изменения толщины стенки трубы путем горячей закатки первого конца мерной заготовки в днище с помощью закатной машины, а затем закатки второго конца заготовки в горловину баллона. Сформованный баллон подвергается закалке и отпуску, механической обработке, различным видам испытаний и приемке в соответствии с ГОСТ 949-73.
Схема проста, надежна, экономична, однако характеристика баллонов по отношению массы баллона к его вместимости составляет 1,25...1,85 при использовании углеродистых сталей, и 1,12...1,35 при использовании конструкционной легированной стали 30ХМА, что является существенным недостатком.
Известен способ изготовления итальянской фирмой «Фабер» металлических газовых баллонов высокого давления из легированной хромомолибденовой стали 34СrМо44 с удельной массой 1,0...1,13 кг/л (по Евростандартам) глубокой штамповкой из стальных дисков определенного диаметра и толщины. Бесшовные баллоны на давление 200 атм диаметром 267, 316 и 356 мм и длиной 695...1100 мм изготавливаются путем многократных вытяжек из заготовок-кружков (дисков) с промежуточными химико-термическими операциями, затем высокотемпературной закаткой горловины, упрочняющей и механической обработок.
Такой способ изготовления достаточно технологичен, но не позволяет существенно улучшить весовые характеристики баллонов, т.е. уменьшить их металлоемкость.
Таким образом, задачей данного технического решения являлось повышение технологичности изготовления газовых баллонов.
Общими признаками известного технического решения с предлагаемым авторами способом является изготовление металлических газовых баллонов путем многократных вытяжек из заготовок-кружков (дисков) с промежуточными химико-термическими операциями, высокотемпературной закаткой горловины, упрочняющей и механической обработок.
Наиболее близким по технической сути и достигаемому результату является способ изготовления металлических газовых баллонов высокого давления (300 атм) по патенту РФ №2025177, В21D 51/24, опубл. 03.12.94 г., принятый за прототип, по которому из легированной стали типа ВП-30 формируют диаметр корпуса из диска путем многократных вытяжек без утонения стенки с коэффициентами 0,60...0,75, а затем формируют стенку в результате одной или двух операций глубокой вытяжки (последнюю операцию выполняют с изменением толщины стенки от дна до утолщения у края заготовки), причем при закатке горловины сначала формуют опорную ее поверхность и предварительный профиль переходного участка, а затем - окончательные размеры горловины, а термообработку ведут после мехобработки.
В описанном способе (прототипе) применена легированная сталь 30ХСНВФА (ВП-30), которая позволяет после закалки и отпуска обеспечить предел прочности в материале баллона σв=145...165 кгс/мм2, однако при этом происходит охрупчивание материала баллона.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления металлических газовых баллонов высокого давления, принятого за прототип, относится то, что при использовании данного способа, выбранные на максимальную прочность режимы термической обработки стали 30ХСНВФА (ВП-30) способствовали получению неблагоприятного структурного состояния сплава (мартенсит отпуска плюс карбиды) и, как следствие, охрупченного состояния материала баллонов, что недопустимо, так как может привести к образованию осколков при его разрушении. Таким образом, способ изготовления баллонов при использовании данных режимов обработки не обеспечивает требуемую надежность при эксплуатации.
Задачей данного технического решения (прототипа) являлось создание способа изготовления металлических газовых баллонов с обеспечением улучшенных весовых характеристик по удельной массе не более 1,0 кг/литр, но без обеспечения требуемой надежности при многократной цикловой нагрузке.
Общими признаками с предлагаемым авторами способом изготовления металлических сосудов высокого давления являются использование легированной стали, формирование диаметра (штамповка) корпуса из дисковых заготовок путем многократных вытяжек (сверток) с коэф. 0,60...0,75, формирование толщины стенки глубокой вытяжкой, высокотемпературная закатка горловины, механическая обработка и термообработка.
В отличие от прототипа, в предлагаемом способе изготовления металлических сосудов высокого давления окончательное формирование длины и толщины стенок корпуса ведут в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, используют комплексно-легированную сталь типа 12Х3ГНМФБА, а в материале сосуда формируют мелкодисперсную троститосорбитную структуру с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С.
Именно сочетание указанных параметров позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой охраны во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение высокой конструктивной прочности, эксплуатационной надежности и безопасности сосудов высокого давления при многократной цикловой нагрузке.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления металлических сосудов высокого давления из легированных сталей, включающем формирование диаметра (штамповку) корпуса из диска путем многократных вытяжек (сверток) с коэф. 0,6...0,75, формирование стенки глубокой вытяжкой, термохимическую обработку перед каждой операцией вытяжки, высокотемпературную закатку горловины, мехобработку и термообработку, особенность заключается в том, что окончательное формирование длины и толщины стенок корпуса ведут в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, используют комплексно-легированную сталь типа 12Х3ГНМФБА, а в материале сосуда формируют мелкодисперсную троститосорбитную структуру с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С.
Новая совокупность существенных признаков, а также наличие взаимосвязей между ними позволяет, в частности, за счет:
- окончательного формирования длины и толщины стенок корпуса в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, уменьшить количество прессовых операций и снизить трудоемкость процесса изготовления;
- использования комплексно-легированной стали типа 12Х3ГНМФБА и формирования в материале сосуда мелкодисперсной троститосорбитной структуры с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С увеличить показатели пластичности по относительному удлинению и сужению, ударной вязкости, вязкости разрушения и циклической долговечности (см. табл.1). Закалку с температуры 910...940°С проводят исходя из принятого перегрева стали на 30...60°С выше точки АСз, а отпуск при температуре 490...510°С - для получения мелкодисперсной троститосорбитной структуры за счет выделения мелкопластинчатых карбидов без существенного их укрупнения коагуляцией, что обеспечивает оптимальное сочетание пластичности и прочности стали 12Х3ГНМФБА, так как ниже температуры 490°С замедляется процесс сфероидизации (коагуляции) карбидов, и наблюдается снижение показателей пластичности стали, а при температуре выше 510°С процесс сфероидизации ускоряется настолько, что укрупнение карбидов становится нежелательным из-за снижения твердости и прочности стали.
Сущность изобретения заключается в том, что способ изготовления металлических сосудов высокого давления из легированных сталей, включающий формирование диаметра (штамповку) корпуса из диска путем многократных вытяжек (сверток) с коэф. 0,6...0,75, формирование стенки глубокой вытяжкой, термохимическую обработку перед каждой операцией вытяжки, высокотемпературную закатку горловины, мехобработку и термообработку, в отличие от прототипа, согласно изобретению, окончательное формирование длины и толщины стенок корпуса ведут в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, используют комплексно-легированную сталь типа 12Х3ГНМФБА, а в материале сосуда формируют мелкодисперсную троститосорбитную структуру с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С.
Указанный технический результат при осуществлении изобретения подтверждается приведенными в таблице 1 данными исследования показателей пластичности материала баллона, изготовленного из двух марок сталей.
Как видно из таблицы 1 применение нового способа изготовления позволило увеличить показатели пластичности по относительному удлинению и сужению в 1,7...2,0 раза, ударной вязкости KCU и KCV в 1,4...2,3 раза, вязкости разрушения в 1,3...1,4 раза, циклической долговечности в 3,3 раза по минимальным значениям.
Заявляемый способ изготовления в сравнении с прототипом, а также отдельные результаты исследования изготовленных сосудов высокого давления представлены в таблице 2.
Из таблицы 2 видно, что при использовании заявляемого способа изготовления показатель пластичности материала сосудов высокого давления - относительное удлинение - увеличился в 1,7 раза, изменился в лучшую сторону характер разрушения, он стал вязким.
Сущность предлагаемого изобретения поясняется чертежом, где представлена технологическая схема предлагаемого способа технологического процесса изготовления сосудов высокого давления, где а, б, в, г, д - полуфабрикаты формирования необходимого диаметра лейнера, е - полуфабрикат после глубокой вытяжки с изменением толщины стенки, ж - полуфабрикат после ротационной вытяжки, з - сформированный лейнер после закатки.
Пример. Изготовление лейнера газового баллона на давление 300 атм емкостью 7,0 л.
Из листа толщиной 6,5 мм из стали 12Х3ГНМФ5А, изготовленного по ТУ 14-105-589-95, вырубают кружки диаметром ⊘583+1,75 мм, которые затем обезжиривают и подвергают механической обработке на диаметр ⊘580 мм для удаления зоны рубки. Перед вытяжкой кружки проходят химическую обработку (травление, фосфатирование, омыливание), облегчающую проведение вытяжных операций. Далее каждый полуфабрикат подвергают отжигу и вышеперечисленным химическим операциям. Пятью вытяжными операциями без утонения стенки свертками получают полуфабрикат ⊘150 мм и высотой 590 мм с коэф. вытяжки 0,6...0,75.
Затем полученный полуфабрикат подвергают вытяжке с утонением стенки до 4,6 мм со степенью деформации 29%, и окончательное формирование толщины стенки лейнера осуществляют ротационной вытяжкой до толщины 1,3 мм (степень деформации 72%). При этом на краю полуфабриката формируют также утолщение, необходимое для закатки горловины.
Полученную заготовку после отжига, уменьшающего напряжение, подвергают механической обработке под закатку (подрезка торца), вихретоковому контролю, местному нагреву и закатке горловины, высокому отпуску, механической обработке по горловине и донной части.
Полученный лейнер подвергают упрочняющей термообработке: закалка с температуры 910...940°С с охлаждением на воздухе и отпуск при температуре 490...510°С.
Проведенные гидроиспытания лейнера давлением 102 атм показали отсутствие течи и остаточной деформации. Лейнер использовался для изготовления облегченного (5,5 кг вместо 9,5 кг) баллона со стеклопластиковым усилением на давление 300 атм, которые успешно прошли все испытания.
Изготовленные по данному способу сосуды высокого давления обеспечивают высокую конструктивную прочность, эксплуатационную надежность и безопасность баллона при многократной цикловой нагрузке.
Показатели
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ГАЗОВЫХ БАЛЛОНОВ | 1992 |
|
RU2025177C1 |
| Способ изготовления бесшовного стального баллона высокого давления с двумя наружными горловинами | 2024 |
|
RU2839086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СТАЛЬНОЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2334910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ | 2005 |
|
RU2295416C1 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении сосудов, работающих под высоким давлением (от 100 кгс/см2 и выше). Способ изготовления металлических сосудов высокого давления из легированных сталей включает формирование диаметра (штамповку) корпуса из диска путем многократных вытяжек (сверток) с коэф. 0,6...0,75, формирование стенки глубокой вытяжкой, термохимическую обработку перед каждой операцией вытяжки, высокотемпературную закатку горловины, мехобработку и термообработку. Окончательное формирование длины и толщины стенок корпуса ведут в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, используют комплексно-легированную сталь типа 12Х3ГНМФБА, а в материале сосуда формируют мелкодисперсную троститосорбитную структуру с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С. Использование способа при производстве сосудов высокого давления позволяет получать изделия высокой конструктивной прочности, эксплуатационной надежности и безопасности. 1 ил., 2 табл.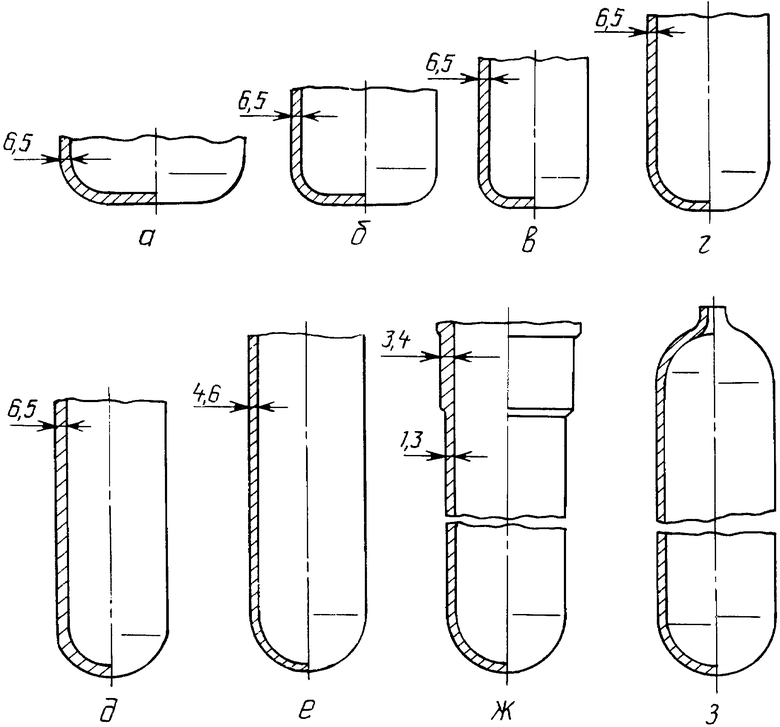
Способ изготовления металлических сосудов высокого давления из легированных сталей, включающий формирование диаметра (штамповку) корпуса из диска путем многократных вытяжек (сверток) с коэффициентом 0,6...0,75, формирование стенки глубокой вытяжкой, термохимическую обработку перед каждой операцией вытяжки, высокотемпературную закатку горловины, мехобработку и термообработку, отличающийся тем, что окончательное формирование длины и толщины стенок корпуса ведут в одну или две операции ротационной вытяжкой с суммарной степенью деформации 50...80%, используют комплексно-легированную сталь типа 12Х3ГНМФБА, а в материале сосуда формируют мелкодисперсную троститосорбитную структуру с ударной вязкостью KCV не менее 25 Дж/см2 путем закалки с температуры 910...940°С с охлаждением в масле или на воздухе и отпуска при температуре 490...510°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ГАЗОВЫХ БАЛЛОНОВ | 1992 |
|
RU2025177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МЕТАЛЛИЧЕСКОГО ГАЗОВОГО БАЛЛОНА | 1992 |
|
RU2010651C1 |
| Способ комбинированной обработки стальных деталей | 1980 |
|
SU907074A1 |
| Центрифуга для разделения газовыхСМЕСЕй | 1979 |
|
SU848069A1 |
| JP 61052946 A, 15.03.1986. | |||

