Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для изготовления деталей типа стаканов.
Целью изобретения является повышение геометрической точности получаемых изделий.
Штамп представляет собой смонтированную на нижней плите матрицу, соосно с ней установлен связанный с верхней плитой пуансон, состоящий из цилиндрической части и головки, на пуансоне установлена подвижная в осевом направлении втулка, на матрице размещен съемник, состоящий из основания с буртом и окном для извлечения деталей, Основание съемника выполнено с внутренней поверхностью, в поперечном сечении представляющей часть круга с центром на вертикальной оси штампа и диаметром, составляющим 1,05-1,5 ширины окна, а втулка выполнена наружным диаметром, равным внутреннему диаметру основания съемника и внутренним диаметром, равным диаметру цилиндрической части пуансона.
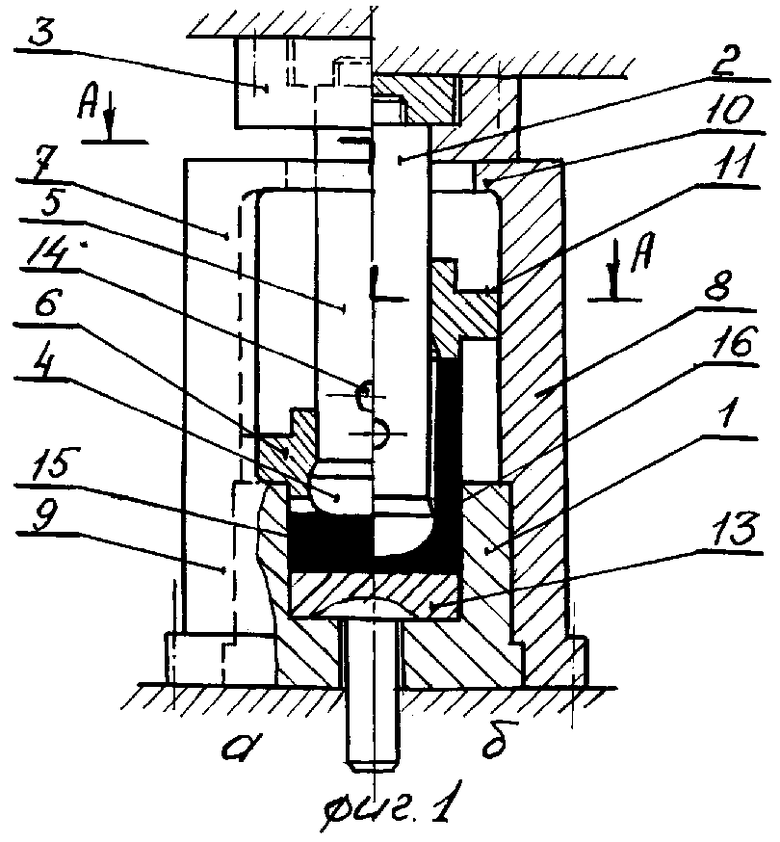
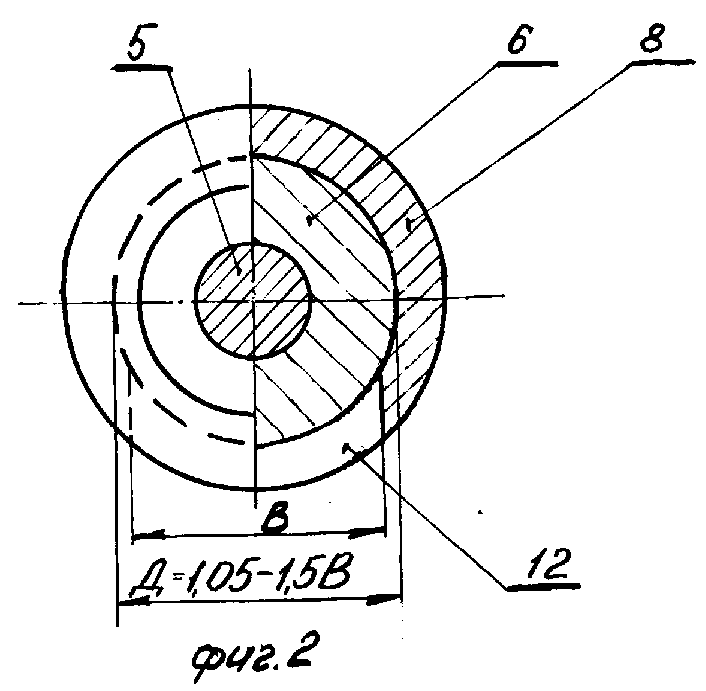
На фиг. 1а показан штамп перед началом деформирования; на фиг. 1б - то же, в конце деформирования; на фиг. 2 - сечение А-А на фиг. 1.
Штамп для изготовления деталей типа стаканов состоит из матрицы 1, укрепленной в нижней части штампа и соосного ей пуансона 2, укрепленного в верхней плите 3. На пуансоне 2, состоящем из рабочей головки 4 и цилиндрической части 5, закреплена с возможностью перемещения в осевом направлении втулка 6, контактирующая внутренней поверхностью с цилиндрической частью 5 пуансона. На матрице размещен съемник 7, состоящий из основания 8, выполненного в данной конструкции заодно с обоймой 9, бандажирующей матрицу 1, и бурта 10, контактирующего с торцом 11 втулки 6. Внутренняя поверхность основания съемника 8 в поперечном сечении представляет собой часть круга диаметром D с центром на вертикальной оси штампа. Втулка 6 выполнена наружным диаметром, равным внутреннему диаметру основания съемника, а внутренним - цилиндрической части пуансона. В основании съемника 8 выполнено окно 12 шириной В, достаточной для внесения приспособлений и выемки изделий. Диаметр внутренней поверхности основания съемника D выполнен 1,05- 1,5 В. Съемник может быть выполнен составным, например из нескольких колонок, закрепленных на матрице.
В матрице 1 установлен выталкиватель 13. Для фиксации втулки 6 относительно пуансона 2 используется сквозной штырь 14.
Штамп работает следующим образом.
Собранный штамп устанавливают на пресс таким образом, чтобы нижняя часть пуансона 2 с втулкой 6 находилась под буртом 10. В этом положении втулка 6 зафиксирована относительно пуансона 2 сквозным штырем 14. В других вариантах конструкции фиксатором втулки может быть скоба, расположенная между торцом 11 втулки 6 и верхней плитой 3. Такая скоба позволяет осуществить за один процесс операцию задавки и прессования (конструкция подробно описана в прототипе).
В окно 12 вносятся заготовка 15 и пуансон 2 с втулкой 6 опускаются, при этом штырь 14 фиксирует втулку 6 в нижнем положении на пуансоне при продвижении ее вдоль контактирующей с ней поверхности съемника 8. При касании пуансона с заготовкой штырь 14 убирается, пуансон центрируется относительно съемника 8 втулкой 6. При этом, поскольку диаметр внутренней поверхности D съемника больше ширины окна, центровка обеспечена во всех направлениях.
В целях конструктивной прочности и для компенсации максимальных зазоров в пределах полей допусков при изготовлении пуансона, втулки и съемника, диаметр D должен превышать ширину окна на 10-100 мм, что составляет 1,05-1,5 ширины окна в зависимости от диаметров изготавливаемых изделий.
При дальнейшем деформировании заготовки выпрессовываются стенки стакана 16 и поднимают втулку 6, но центровка пуансона продолжается, так как наружная поверхность втулки центрируется по внутренней поверхности съемника, а внутренняя поверхность втулки - по цилиндрической поверхности пуансона. Центровка обеспечивается в продолжении всего процесса. При этом стрела прогиба будет минимальной, так как даже в последний момент пуансон фиксируется сразу после торца деталей, что не обеспечено другими известными конструкциями. При такой центровке пуансона в течение всего процесса отклонение головки пуансона от вертикальной оси минимальное, что позволяет получить минимальную разностенность, а соответственно повысить геометрическую точность стаканов. После конца прессования пуансон поднимается вместе с изделием и втулкой 6, которая упирается в бурт 10 съемника и снимает полученный стакан с головки пуансона при продолжении движения пуансона вверх. Деталь падает, после чего движение пуансона останавливают и фиксируют втулку 6 штырем 14 относительно пуансона 2.
Упавший стакан 16 поднимают толкателем 13 и извлекают, например, клещами, через окно. Процесс повторяется.
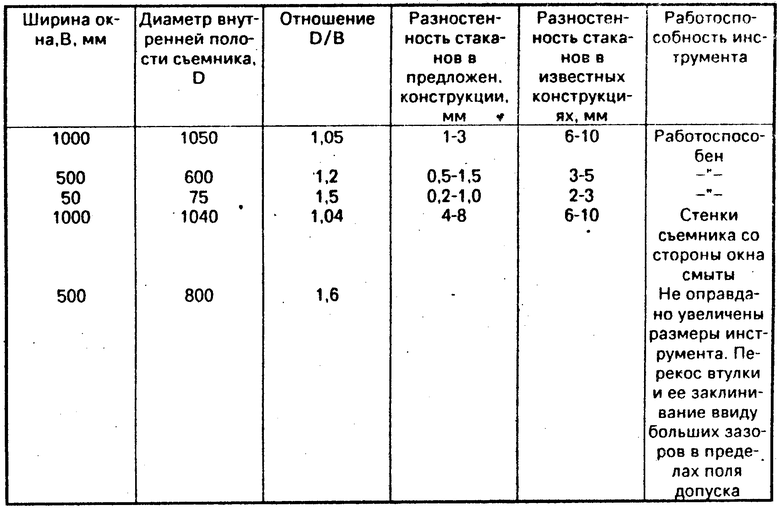
В нижеприведенной таблице даны примеры различных соотношений D и В и сравнительная оценка разностенности полученных изделий.
Изобретение позволяет получить изделия с повышенной геометрической точностью - уменьшением в 3-10 раз разностенности за счет обеспечения центровки пуансона в течение процесса деформирования; повысить на 30-50% КИМ за счет снижения припусков на механическую обработку геометрически точных изделий; на 20-40% снизить трудоемкость механической обработки полученных изделий за счет снижения припусков; на 20-30% повысить стойкость инструмента за счет уменьшения стрелы прогиба пуансона и соответственно повышения уровня допустимых упругих отклонений. (56) Авторское свидетельство СССР N 1487276, кл. В 21 J 13/02, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения изделий типа цилиндрических стаканов | 1977 |
|
SU759190A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп | 1977 |
|
SU743769A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для получения изделий типа тонкостенных стаканов | 1985 |
|
SU1263421A1 |
Использование: обработка металлов давлением, конструкции штампов для получения деталей типа стаканов. Сущность изобретения: штамп содержит верхнюю и нижнюю плиты, матрицу, смонтированную на нижней плите, пуансон, связанный с верхней плитой, и съемник. Пуансон состоит из цилиндрической части и рабочей головки. Он содержит подвижную втулку, охватывающую пуансон. Съемник выполнен замкнутым в плане. Он содержит окно для загрузки заготовок и отверстие для прохода пуансона. Полость съемника выполнена цилиндрической с диаметром, составляющим 1,05 . . . 1,5 ширина окна. 1 з. п. ф-лы, 2 ил.
