Изобретение относится к нефтепереработке, точнее к способам получения высокооктанового бензина и ароматических углеводородов на основе катализаторов риформинга широких фракций.
Для производства высокооктанового бензина риформингу на платиносодержащих катализаторах подвергают широкие бензиновые фракции, выкипающие в пределах от 60-90оС (начало кипения) до 160-180о (конец кипения). Такое сырье содержит углеводороды С6-С10, преимущественно (не менее 70% ) С7-С10.
Риформинг осуществляют при 460-550оС и давлении до 4МПа. Жидкие продукты риформинга после охлаждения и сепарации отделяют от циркуляционного газа риформинга, подвергают стабилизации (дебутанизации). Стабильный катализат используют в качестве высокооктанового бензина или его компонента (1-3). Катализаты риформинга бензиновых фракций содержат неароматические и ароматические углеводороды, в том числе некоторое количество бензола в зависимости от углеводородного состава сырья и режима риформинга содержание бензола может быть в пределах 1-8% .
Бензол ухудшает экологические характеристики автобензина, но одновременно он является ценным продуктом для промышленности органического синтеза и производства синтетических материалов.
Для получения бензола и других ароматических углеводородов риформируют узкие бензиновые фракции, например 62-105оС для получения бензола, толуола или 62-140оС для получения бензола, толуола, ксилола. Общим является использование сырья, содержащего преимущественно углеводороды С6-С7 (не менее 70% ). Из катализаторов риформинга ароматические углеводороды выделяют экстракцией или экстрактивной пектификацией, при этом остается неароматизированная часть - рафинат. Рафинат имеет низкие октановые характеристики, используется для производства низкооктановых бензинов и в качестве растворителей (2-3).
В промышленности большая часть бензиновых фракций используется для получения автомобильных бензинов, поэтому мощность установок по сырью для производства бензинов существенно (в 2-3 раза) выше, чем для производства ароматических углеводородов. Основными задачами производства бензинов риформингом являются повышение октанового числа и снижение содержания ароматических углеводородов и особенно бензола.
Известные способы повышения октанового числа катализаторов риформинга с помощью селективного гидрокрекинга, осуществляемые на катализаторах, крекирующей основой которых являются геометрически селективные цеолиты, такие как шабазит, гмеленит, пентасил, эрионит (4-6), приводят к нежелательному повышению содержания ароматических углеводородов и, в том числе, бензола.
Наиболее близким по технической сущности к предлагаемому изобретению является способ получения автомобильного бензина и ароматических углеводородов, включающий риформинг широкой (62-180оС) бензиновой фракции, выделение из жидких продуктов реформинга ректификацией бензольной (60-95оС), бензольно-толуольной (60-120оС) или бензольно-толуольно- ксилольной (60-150оС) фракции, направление их на экструкцию или экстрактивную ректификацию для выделения ароматических углеводородов и смещение неароматизированной части с остальными продуктами риформинга (7).
Однако удаление ароматических углеводородов ведет к снижению октанового числа бензина. В том числе, когда смешивают катализат без бензольной фракции (60-95оС) с рафинатом этой фракции октановое число снижается относительно немного на 0,6 п. , но снижение содержания ароматических углеводородов незначительно, всего на 1,2% . В других случаях, когда удается заметно снизить содержание ароматических углеводородов резко снижается октановое число бензина. Таким образом, недостаток известного способа заключается в его низкой эффективности, удаление бензола из катализата риформинга и его получение в качестве одного из продуктов приводит лишь к незначительному снижению содержания ароматических углеводородов и то при понижении октанового числа. Поэтому в бензин приходится вводить дорогостоящий алкилат или другие фракции бензинов.
Предлагаемый способ обеспечивает получение бензинов с пониженным содержанием ароматических углеводородов при практическом отсутствии бензола без существенного снижения или с повышением их октанового числа. Одновременно возрастает выпуск наиболее ценных ароматических углеводородов.
Поставленная цель достигается предлагаемым способом получения высокооктанового бензина и ароматических углеводородов, в соответствии с которым каталитическому риформингу подвергают раздельно широкую и узкую бензиновые фракции, содержащие преимущественно углеводороды С7-С10 и С6-С7 соответственно, выделенную ректификацией из жидких продуктов риформинга широкой фракции промежуточную бензолсодержащую фракцию, содержащую 2-50% изогексанов от потенциала в жидком продукте риформинга, 1-25% толуола от его потенциала в жидком продукте риформинга перерабатывают совместно с газопродуктовым потоком, выходящим из зоны риформинга узкой фракции в присутствии катализатора, содержащего цеолиты пентасил и/или эрионит при давлении риформинга узкой фракции, температуре 250-460оС и соотношении водосодержащего газа к смеси узкой бензиновой и бензолсодержащей фракции 700-2000 и об/об. , выделяют экстракцией или экстрактивной ректификацией низкомолекулярные ароматические углеводороды из продукта совместной перегородки, остальной жидкий продукт полностью или частично смешивают с остальными жидкими продуктами риформинга.
Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявленный способ отличается от известного тем, что каталитическому риформингу подвергают раздельно широкую и узкую фракции, содержащие преимущественно углеводороды С7-С10 и С6-С7 соответственно.
бензолсодержащая фракция содержит 2-50% изогексанов от потенциала в жидком продукте риформинга
бензолсодержащую фракцию перерабатывают совместно с газопродуктовым потоком, выходящим из зоны риформинга узкой фракции, в присутствии катализатора, содержащего пентасил и/или эрионит
температура совместной переработки 250-460оС соотношение водородосодержащего газа к смеси узкой и бензолсодержащей фракции 700-2000 н. об. /об.
на смешение с остальными жидкими продуктами риформинга широкой фракции направляют часть или полностью жидкий продукт совместной переработки после выделения из него низкомолекулярных ароматических углеводородов.
Предпочтительным признаком изобретения является содержание в бензолсодержащей фракции 1-25% толуола от его потенциала в жидком продукте риформинга широкой фракции.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Предлагаемый способ осуществляют следующим образом.
Прямогонную широкую бензиновую фракцию, содержащую преимущественно углеводороды С7-С10, после гидроочистки подвергают каталитическому риформингу в присутствии алюминоплатиновых катализаторов (с промоторами или без них) в известных условиях при температуре 480-530оС и давления до 4 МПа. Отдельно каталитическому риформингу подвергают гидроочищенную узкую бензиновую фракцию, содержащую преимущественно углеводороды С6-С7 под давлением ниже 2 МПа и прочих условиях, указанных выше. Установка снабжена дополнительным реактором, через который проходит газопродуктовая смесь совместно с рециркулирующим водородсодержащим газом. Из катализата риформинга широкой фракции ректификацией выделяют промежуточную бензолсодержащую фракцию на двух последовательно соединенных ректификационных колоннах.
Однако, можно ограничиться одной дополнительной ректификационной колонной, если первый этап ректификации провести в колонне дебутанизации нестабильного катализата риформинга широкой фракции с выводом из нее боковым погоном фракции угледодородов С5-С7, которую направляют в дополнительную колонну, с куба выводят целевую бензолсодержащую фракцию, а сверху фракцию более легкокипящих углеводородов. Способ выделения бензолсодержащей фракции не является предметом изобретения, т. к. может рассчитан на ЭВМ.
Однако требования к составу бензолсодержащей фракции, выражаемую в интервале допустимых количеств изогексана от потенциала в жидком продукте риформинга является важным признаком изобретения. Эта фракция предпочтительно содержит также толуол в указанном ранее количестве.
Указанную фракцию направляют в дополнительный реактор, где они совместно с газопродуктовым потоком в газовой фазе перерабатываются на катализаторе, содержащем синтетический цеолит пентасил и/или эрионит. Пентасил - высокомолекулярный цеолит, имеющий поры диаметром около 5,6 C
Катализаторы на основе указанных цеолитов содержат гидрирующий металл 6 и/или восьмой группы, например молибден, в виде оксида, металла платиновой группы. Количественный состав катализатора не является существенным признаком изобретения, важно лишь, чтобы он содержал не менее 20% указанных цеолитов. Условия процесса должны быть выбраны таким образом, чтобы не допускать гидрирования ароматических углеводородов.
Соотношение водородсодержащей газ/сырье (смесь узкой бензиновой фракции и бензилсодержащей фракции) должны находиться в пределах 700-2000 н. об. /об. , а температура в пределах 250-460оС. Давление процесса определяется давлением риформинга узкой фракции, обычно ниже 2 МПа.
Низкомолекулярные углеводороды, выделенные экстракцией, представляют собой бензол, толуол, если необходимо, получают также ароматические углеводороды С8.
Остальную часть жидких продуктов совместной переработки, представляющую собой рафинат, высшие ароматические углеводороды, смешивают с жидким продуктом риформинга широкой фракции, из которого предварительно удалена бензолсодержащая фракция.
Таким образом, предложенный способ позволяет получить высокооктановый бензин с низким содержанием ароматических углеводородов, практически без снижения и даже с повышением октанового числа, хотя ароматические углеводороды имеют высокие октановые числа.
Способ соответствует критерию неочевидности, т. к. не вытекает из известных технических решений.
П р и м е р 1. Риформингу на алюмоплатинорениевом катализаторе подвергают гидроочищенную широкую бензиновую фракцию 75-180оС, содержащую 53,8% парафиновых, 29,1% нафтеновых и 17,1% ароматических углеводородов. Углеводороды С7-С10 в сырье составляют мас. % 81 (остальное С6-С5). Условия риформинга: давление 2,5 МПа, температура 480оС. Стабильный катализат получают с выходом мас. % 82, октановое число катализата 83 п. по мот. методу (91,5 п. по иссл. методу). Катализат содержит мас. % 54,7 ароматических углеводородов в том числе 5,1% бензола. Каталитическому риформингу подвергают отдельно гидроочищенную узкую фракцию 62-105оС под давлением 1,6 МПа и прочих условиях, указанных выше. Установка снабжена дополнительным реактором, соединенным последовательно после реактора риформинга. Через указанный реактор проходит газопродуктовая смесь совместно с рециркулирующим водосодержащим газом.
Узкая бензиновая фракция содержит 69,6% парафиновых, 27,8% нефтеновых, 2,6% ароматических углеводородов. Содержание углеводородов С6-С7 в сырье 97,6% (остальное С5 и С8). На основе экспериментальных и расчетных данных для иллюстрации проводятся величины потоков в кг/ч.
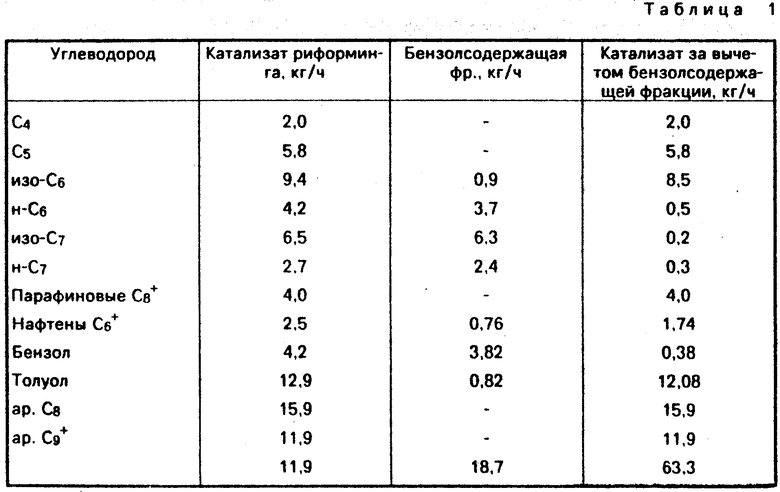
С учетом соотношений в производительности установок риформинга и узких фракций в промышленной практике производительность по сырью риформинга широкой фракции принята в 2 раза большей, соответственно 100 и 50 кг/ч. Из катализата риформинга широкой фракции ректификацией выделяют бензолсодержащую фракцию, которая помимо бензола и других углеводородов содержит 9,6% изогексанов от потенциала в исходном катализате. Она также содержит толуол 6,4% толуола от его потенциала в катализате.
При производительности 100 кг/ч по сырью риформинга получают 18,7 кг/ч бензолсодержащей фракции и 63,3 кг/ч смеси головной и кубовой фракции катализата риформинга.
Суммарный выход жидких продуктов риформинга широкой фракции 82 кг/ч (82 мас. % ). Остальное - газообразные продукты риформинга.
В табл. 1 представлен покомпонентный состав и бабанс выделения бензолсодержащей фракции.
18,7 кг/ч выделенной бензолсодержащей фракции направляют в дополнительный реактор, соединенный с реактором риформинга узкой фракции. Температура в дополнительном реакторе 300оС, соотношение водородсодержащего газа в расчете на смесь узкой бензиновой и бензолсодержащей фракции 1200 н. об. /об. В дополнительный реактор загружен катализатор, содержащий 60% н-пентасила, 5% МоО3, оксид алюминия остальное.
Стабильный катализат в количестве 59,96 кг/ч направляют на экстракцию. Получают 8,66 кг/ч бензола, 8,13 кг/ч толуола, 1,2 кг/ч ароматических углеводородов С8, и 1,7 кг/ч ароматических углеводородов С9+ и 40,27 кг/ч деароматизированной части катализата (рафинат). Смесь рафината с ароматическими углеводородами С8 и выше имеет октановое число 70 п. по моторному методу. Указанный поток в количестве 43,17 кг/ч смешивают с 63,3 кг/ч катализата риформинга широкой фракции, предварительно освобожденным от бензолсодержащей фракции.
Получают 106,47 кг/ч автобензина с октановым числом 83 п. по мот. методу и содержанием ароматических углеводородов 41,3 мас. % Суммарный выпуск бензола, толуола и высокооктанового бензина составляет 123,26 кг/ч, что составляет 82,17% от суммарного сырья риформинга широкой и узкой фракции.
Пример показывает возможность получения высокооктанового бензина с октановым числом не меньшим, чем исходного катализата риформинга широкой фракции и существенно более низким содержанием ароматических углеводородов.
Результаты, полученные в данном и последующих примерах, приведены в табл. 2.
П р и м е р 2. Все условия соответствуют примеру 1 с тем отличием, что для смешения с обезбензоленным катализатором риформинга широкой фракции используют совместно с ароматическими С8+ часть рафината в количестве 13 кг/ч. При этом получают 76,3 кг/ч бензина с октановым числом 88,3 п. по моторному методу (98,5 п. по иссл. методу) при содержании ароматических углеводородов 53,6% меньшим, чем в исходном катализате риформинга. Избыточное количество рафината может использоваться для получения менее высокооктановых бензинов.
Пример иллюстрирует возможность варьирования октанового числа бензина при том же выпуске ароматических углеводородов. Результаты приведены в табл. 2.
П р и м е р 3. Все условия примера 1 с тем отличием, что совместную переработку ведут при 460оС, соотношении водородсодержащий газ/сырье 2000 н. об. /л в присутствии катализатора, содержащего 0,5 Рt - 50% декатинированного эрионита, оксид алюминия - остальное.
Результаты приведены в табл. 2.
Выпуск бензина с октановым числом 85,6 п. (мот. мет. ) составляет 96,34 кг/ч при содержании ароматических угледородов 43,4 мас. % . Выпуск бензола 9,5 кг/ч, толуола 8,4 кг/ч. Выход жидких продуктов на сырье риформингов 76,9% .
Пример иллюстрирует верхний предел предпочтительного интервала соотношений водородсодержащего газа и температуры совместной переработки, т. к. несколько понижен выход жидких продуктов.
П р и м е р 4. Из катализата риформинга примеры 1 выделяют бензолсодержащую фракцию, которая содержит 2% от потенциала изогексанов и 1% толуола. Все прочие условия и катализатор примера 1. (табл. 2).
При выпуске бензина по качеству и количеству, близком примеру 1, понижен выпуск бензола и толуола. Пример иллюстрирует нижний предел интервала изогенсанов и толуола с бензилсодержащей фракцией. Хотя октановое число полученного бензина немного ниже, чем в исходном катализате риформинга (на 0,9 п. ) содержание в нем ароматических углеводородов существенно (на 13 абс. % ) ниже, что дает решающее преимущество новому способу даже при предельно низкой степени отбора изогексанов и толуола.
П р и м е р 5. Из катализата риформинга широкой фракции выделяют бензолсодержащую фракцию, которая содержит 50% изогексанов на 25% толуола от потенциала в сырье. Условия каталитической переработки и катализатор соответствуют примеру 1.
Результаты (табл. 2) близки результатам примера 1, но несколько понижен выход жидких продуктов (79,1% ).
П р и м е р 6. Условия и катализатор соответствуют примеру 1 с тем отличием, что соотношение водородсодержащего газа к сырью дополнительной совместной переработки 700 н. об. /об. Все результаты по высокооктановому бензину (выпуск, окт. число) близки примеру 1, что заметно ниже выпуск бензола 7,6 кг/ч вместо 8,66 кг/ч. Поэтому соотношение газ/сырье ниже 700 н. об. /об. нецелесообразно.
П р и м е р 7. Условия и катализатор соответствует примеру 2 с тем отличием, что температура дополнительной переработки 250оС. Как и в примере 2 для смешения с обезбензоленным катализатом риформинга используют 13 кг/ч рафината с ароматическими С8+. Получают такое же количество 76,3 кг/ч высокооктанового бензина с о. ч. 87 п. с меньшим содержанием ароматических, чем в исходном риформинге и несколько выше бензола и толуола (см. табл. 2). Избыточный рафинат имеет относительно невысокое октановое число (66 п. по мот. методу). Пример показывает нецелесообразность снижения температуры ниже 250оС.
П р и м е р 8. Все условия примера 1 с тем отличием, что температура дополнительной переработки 380оС, а катализатор содержит 5 МоО3 - 30% эрионита в декатионированной форме, 20% н. пентасила, оксид алюминия - остальное. Результаты помещены в табл. 2. Пример иллюстрирует положительные результаты как по выходу и характеристикам высокооктанового бензина, так и по выходу бензола, при промежуточном значении температуры переработки.
П р и м е р 9 (по прототипу). Из жидкого продукта риформинта широкой фракции ректификацией выделяют бензолсодержащую фракцию 62-95оС. Выход этой фракции составляет 19,9 кг/ч в том числе: изогексанов 3, н-гексана 3,9, изпентанов 6,3, н-гептана 1,9, нефтенов 0,7, бензола 4,0, толуола 0,1 кг/ч. Октановое число бензолсодержащей фракции 56 п. по мост. методу. Одновременно получают 62,1 кг/ч катализата риформинга, лишенного бензолсодержащей фракции. Из бензолсодержащей фракции экстракцией выделяют 3,9 кг/ч бензола, при этом остается 16 кг/ч неароматизированной части катализата, которую смешивают с жидкими продуктами риформинга широкой фракции, получают 78,1 кг/ч бензина с октановым числом 82,5 п. по мот. методу и содержанием ароматических углеводородов 52,3% . Снижение содержания ароматических углеводородов незначительно при одновременном снижении октанового числа катализата.
Для сопоставления с примерами 1-8 к результатам по способу-прототипу добавляют известный способ получения ароматических углеводородов риформингом узкой фракции.
При риформинге узкой фракции, состав которой приведен в примере 1, без дополнительной переработки получают стабильного катализата 44 кг/ч (88% ). Из стабильного катализата экстракцией выделяют 5,7 кг/ч бензола, 7,7 кг/ч толуола, 1,2 кг/ч ароматических С8, 29,4 кг/ч неароматического компонента (рафината). Рафинат совместно с ароматическими С8 в количестве 30,6 кг/ч (октановое число 60 п. по мост. методу) смешивают с высокооктановым бензином полученным по способу прототипа. Получают 108,7 кг/ч бензина с октановым числом 76 п. (по мот. методу). Содержание ароматических углеводородов 39,2% . Одновременно получают бензола 9,6 кг/ч, толуола 7,7 кг/ч.
Всего жидких продуктов 126 кг/ч или 84% на сырье риформинга. Результаты представлены в табл. 2.
Из результатов полученных в примере 9 следует, что по способу прототипа невозможно получить существенное снижение содержания ароматических углеводородов в высокооктановом бензине. Если же разбавить этот бензин риформатом с установки риформинга бензиновых фракций, то при этом снижение содержания ароматических углеводородов сопровождается сильным (на 7 п. ) снижением октанового числа бензина, в то время как в предложенном способе октановое число даже возрастает.
Результаты приведены в табл. 2. (56) Справочник нефтехимика, т. 2. Под ред. С. К. Огородникова. М. : Химия, 1978, с. 148-166.
Маслянский Г. Н. , Шапиро Р. Н. Каталитический риформинг бензинов, Л. : Химия, 1985, с. 182.
Сулимов А. Д. Каталитический риформинг бензинов, М. : Химия, 1973, с. 53.
Патент ГДР N 136397, кл. С 10 G 37/10, 1967.
Патент США N 3926782, 208-64, 1974.
Шипикин В. В. и др. - Нефтепереработка и нефтехимия, 1983, N 8, с, 3-4.
Федоров А. П. и др. - Химия и технология топлив и масел, 1972, N 8, с. 8-11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1992 |
|
RU2010838C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ | 1992 |
|
RU2032706C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ВЫСОКООКТАНОВОГО БЕНЗИНА И БЕНЗОЛЬНОГО КОНЦЕНТРАТА ИЗ КАТАЛИЗАТА РИФОРМИНГА | 1996 |
|
RU2106392C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКООКТАНОВЫХ И ВЫСОКООКТАНОВЫХ БЕНЗИНОВ И БЕНЗОЛА ИЗ КАТАЛИЗАТОВ РИФОРМИНГА ШИРОКИХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1997 |
|
RU2113453C1 |
| Способ переработки рафината каталитического риформинга | 2023 |
|
RU2809282C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЕНЗИНОВЫХ ФРАКЦИЙ | 1995 |
|
RU2080353C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2009 |
|
RU2417249C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ВЫСОКООКТАНОВОГО КОМПОНЕНТА МОТОРНОГО ТОПЛИВА И НИЗКООКТАНОВОЙ БЕНЗОЛСОДЕРЖАЩЕЙ ФРАКЦИИ ИЗ КАТАЛИЗАТОРОВ РИФОРМИНГА ШИРОКИХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1995 |
|
RU2092519C1 |
| Способ получения ароматических углеводородов | 1980 |
|
SU884262A1 |
| СПОСОБ ВЫДЕЛЕНИЯ АРОМАТИЧЕСКОГО СОЛЬВЕНТА, БЕНЗОЛА, ТОЛУОЛА И ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА С УЛУЧШЕННЫМИ ЭКОЛОГИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ ИЗ КАТАЛИЗАТОВ БЕНЗИНОВОГО И БЕНЗОЛЬНО-ТОЛУОЛЬНОГО РИФОРМИНГА | 2004 |
|
RU2254356C1 |

Использование: нефтехимия. Сущность изобретения: каталитическому риформингу подвергают раздельно широкую и узкую бензиновые фракции, содержащие преимущественно углеводороды C7-C10 и C6-C7 соответственно. Бензолсодержащую фракцию, выделенную ректификацией из жидких продуктов риформинга широкой фракции и содержащую 2 - 50% изогексанов от потенциала в жидком продукте риформинга, перерабатывают совместно с газопродуктовым потоком риформинга узкой фракции. Переработку проводят в присутствии катализатора, содержащего цеолиты пентасил и/или эрионит, при давлении риформинга узкой фракции и 250 - 460 С, и соотношении водородсодержащего газа к смеси узкой бензиновой и бензолсодержащей фракции 700 - 2000 н. об. /об. , из полученного продукта экстракцией или экстрактивной ректификацией выделяют низкомолекулярные ароматические углеводороды. Жидкий продукт после экстракции полностью или частично смешивают с жидкими продуктами риформинга широкой бензиновой фракции после выделения бензольной фракции. 1 з. п. ф-лы, 2 табл.
