Изобретение относится к средствам механизации процесса термообработки изделий в металлургической и машиностроительной промышленности.
Известно устройство для загрузки и разгрузки туннельной печи, содержащее манипулятор для перемещения нагреваемых изделий с захватными головками, роликовые конвейеры, технологическую тару (авт. св. N 1060905, кл. F 27 B 9/26, 1982).
Это устройство недостаточно надежно в работе.
Целью изобретения является расширение технологических возможностей и повышение надежности работы линии.
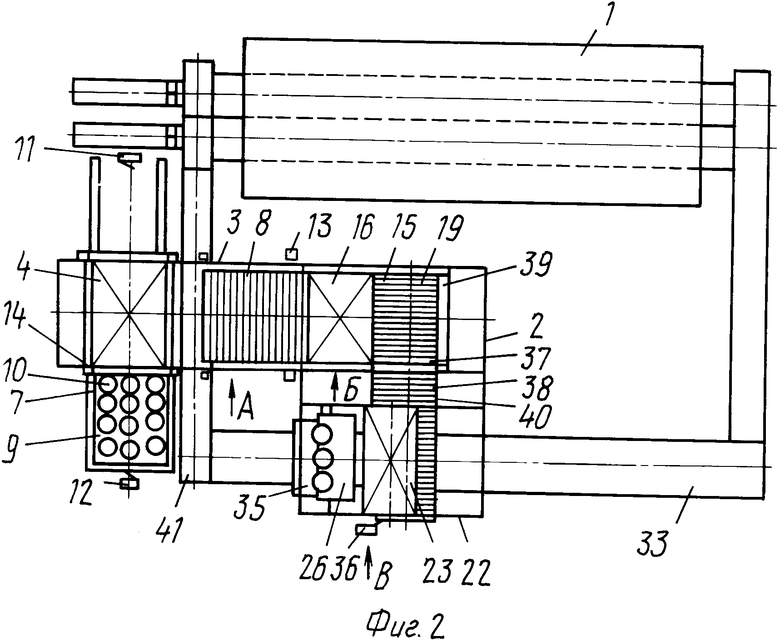
На фиг. 1 изображено устройство с захватом для слоя без опорных кронштейнов; на фиг. 2 - автоматизированная поточная линия загрузки изделий в печь, вид сверху; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 2; на фиг. 5 - вид по стрелке В на фиг. 2.
Устройство состоит из туннельной нагревательной печи 1 (фиг. 2) и загрузочного устройства.
Загрузочное устройство выполнено в виде рамы 2. На раме 2 последовательно смонтированы перекладчик изделий с захватом для слоя, перекладчик, изделий с захватом для ряда и укладчик в штыревые поддоны с силовым цилиндром.
Перекладчик изделий с захватом для слоя включает направляющие 3, жестко закрепленные на раме 2, по которым перемещается каретка с захватом для слоя 4. В крайних положениях хода каретки с захватом для слоя 4 на направляющих смонтированы конечные переключатели 5 и 6 (фиг. 3), подающие команду на остановку каретки с захватом для слоя 4 и на опускание ее захвата. Под направляющими 3 перекладчика изделий с захватом для слоя с одной стороны установлена тележка для тары 7, с другой - приемная площадка 8. В качестве тары применяются муфельные поддоны (контейнеры) 9, подаваемые тележкой для тары 7 (загружены пакетами изделий 10). В крайних положениях хода тележки установлены конечные выключатели 11 и 12 (фиг. 2), ограничивающие ее ход. С боковых сторон при съемной площадки установлены регулируемые по высоте вертикальные стойки 13, а захват для слоя каретки 4 снабжен опорными кронштейнами 14, выполненными из немагнитного материала, изолирующего захват для слоя каретки 4 от стоек 13.
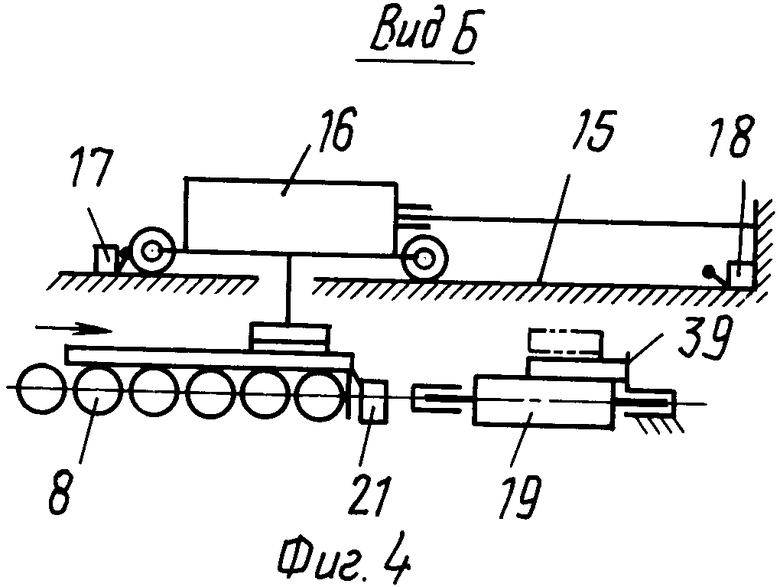
Перекладчик изделий с захватом для ряда включает направляющие 15, жестко закрепленные на раме 2, по которым перемещается каретка с захватом для ряда 16. В крайних положениях хода каретки с захватом для ряда 16 на направляющих 15 смонтированы конечные выключатели 17 и 18 (фиг. 4), подающие команду на остановку каретки с захватом для ряда 16. Под направляющими 15 перекладчика изделий с захватом для ряда с одной стороны расположена часть приемной площадки 8, противоположная перекладчику изделий с захватом для слоя, с другой - подающий роликовый конвейер 19. Над приемной площадкой смонтирован конечный выключатель 20 (фиг. 3), срабатывающий при освобождении приемной площадки от изделий. На конце приемной площадки, противоположном перекладчику изделий с захватом для слоя, смонтирован конечный выключатель 21 (фиг. 4), срабатывающий при наличии ряда изделий в зоне разгрузки приемной площадки.
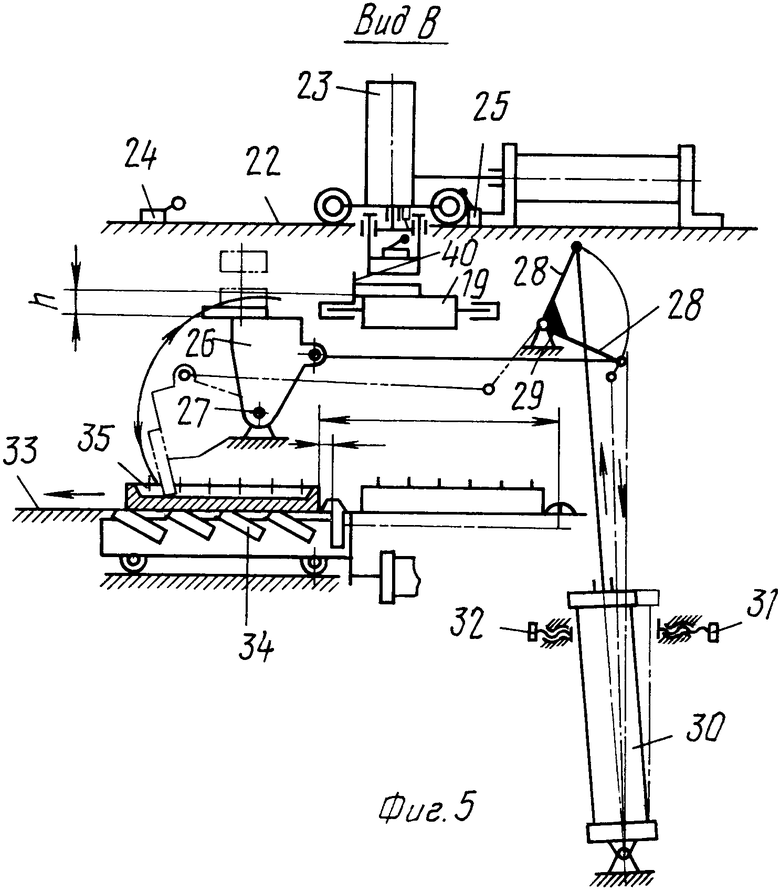
Укладчик в штыревые поддоны включает направляющие 22 (фиг. 2), жестко закрепленные на раме 2, по которым перемещается тележка с захватом 23. В крайних положениях хода тележки с захватом 23 на направляющих 22 смонтированы конечные выключатели 24 и 25 (фиг. 5), подающие команду на остановку тележки с захватом 23 и на опускание ее захвата. Под направляющими 22 с одной стороны расположена часть подающего роликового конвейера 19, находящаяся со стороны, противоположной перекладчику изделий с захватом для ряда, с другой - захват укладчика в штыревые поддоны 26, поворачивающийся вокруг горизонтальной оси 27, жестко закрепленной на раме 2.
Рабочая поверхность захвата укладчика в штыревые поддоны 26 в горизонтальном положении выполнена ниже рабочей поверхности подающего роликового конвейера 19. Кроме того, захват укладчика 26, соединенный через коромысло 28 и тягу 29 с вертикально расположенным силовым цилиндром 30, снабженным регулируемым ограничителем углового качания 31 и 32, смонтирован над шлеппером возврата 33, в раму которого встроен отводящий шаговый конвейер 34, перемещающий штыревые поддоны 35. На конце рабочей поверхности подающего роликового конвейера 19, противоположном перекладчику изделий с захватом для ряда, смонтирован конечный выключатель 36 (фиг. 2), срабатывающий при наличии ряда изделий под направляющими 22.
Над рабочей поверхностью подающего роликового конвейера 19 между перекладчиком изделий с захватом для ряда и укладчиком в штыревые поддоны смонтированы конечный выключатель 37, срабатывающий при отсутствии изделий под перекладчиком, и регулируемая направляющая планка 38, причем конечный выключатель 37 расположен между планкой 38 и перекладчиком изделий с захватом для ряда.
Устройство работает следующим образом.
Пакет изделий 10 (фиг. 2) на муфельном поддоне 9 подается мостовым краном на тележку для тары 7. Тележка для тары 7 перемещается. Остановка тележки для тары 7 осуществляется при срабатывании конечного выключателя 11 или 12 в зависимости от направления ее перемещения. Пакет изделий 10 после остановки тележки для тары 7 оказывается под захватом для слоя каретки 4 перекладчика слоя.
Каретка с захватом для слоя 4 (фиг. 3), перемещаясь по направляющим 3, переносит слой изделий с пакета изделий 10 на приемную площадку 8 и возвращается за следующим слоем. Остановка каретки с захватом для слоя 4 над пакетом изделий 10, над приемной площадкой 8 и опускание ее захвата осуществляются при срабатывании конечных выключателей 5 и 6. После остановки каретки с захватом для слоя 4 над приемной площадкой захват каретки 4 со слоем изделий опускается и опорные кронштейны 14 ложатся на вертикальные стойки 13, обеспечивая параллельность захвата для слоя поверхности приемной площадки 8 и минимальный зазор между слоем изделий, ранее уложенным на приемную площадку, и слоем изделий, расположенным на захвате. После освобождения приемной площадки 7 срабатывает конечный выключатель 20 и очередной слой изделий укладывается на приемную площадку 7. Подъем захвата для слоя каретки 4 и ее горизонтальное перемещение осуществляется при срабатывании конечных выключателей, установленных на захвате для слоя и на раме каретки 4.
При наличии ряда изделий в зоне разгрузки приемной площадки 8 (фиг. 4) срабатывает конечный выключатель 21. Каретка с захватом для ряда 16 при его срабатывании, перемещаясь по направляющим 15, переносит ряд изделий до упора 39, подающего роликового конвейера 19 и возвращается за следующим рядом. Остановка каретки с захватом для ряда 16 над приемной площадкой 8 и над подающим роликовым конвейером 19 осуществляется при срабатывании конечных выключателей 17 и 18.
Изделия, поступающие на подающий роликовый конвейер 19 (фиг. 2), направляются планкой 38 до упора 39 к упору 40. После освобождения зоны загрузки подающего роликового конвейера 19 срабатывает конечный выключатель 37 и следующий ряд изделий поступает к упору 39 подающего роликового конвейера 19.
При наличии ряда изделий в зоне разгрузки подающего роликового конвейера 19 срабатывает конечный выключатель 36. Тележка с захватом 23 (фиг. 5) при его срабатывании, перемещаясь по направляющим 22, переносит ряд изделий на рабочую поверхность захвата укладчика в штыревые поддоны 26. Захват тележки 23 поднимается и она возвращается за следующим рядом изделий. В это же время захват укладчика в штыревые поддоны 26 поворачивается вокруг горизонтальной оси 27, укладывает изделия в ячейки штыревого поддона 35 и возвращается в исходное положение. Штыревой поддон 35 шаговым конвейером 34 перемещается на шаг. Процесс повторяется. Остановка тележки с захватом 23 над подающим роликовым конвейером 19, над рабочей поверхностью захвата укладчика в штыревые поддоны 26 и опускание ее захвата осуществляются при срабатывании конечных выключателей 24 и 25. Подъем захвата тележки 23 и ее горизонтальное перемещение осуществляется при срабатывании конечных выключателей, установленных на захвате и на раме тележки 23.
Полностью загруженные штыревые поддоны подаются шлеппером возврата 33 (фиг. 2) и шлеппером подачи 41 в термическую печь 1.
Устройство позволяет осуществлять расформирование пакета изделий (перегружать изделия из пакета в штыревые поддоны) и может быть применено для загрузки в термическую печь плоских изделий любой формы. Рабочая поверхность захвата укладчика в штыревые поддоны выполнены ниже рабочей поверхности подающего роликового конвейера, что также расширяет технологические возможности линии. (56) Авторское свидетельство СССР N 1060905, кл. F 27 B 9/26, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2065395C1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ЯИЦ ИЗ ЯЧЕИСТОЙ ТАРЫ | 1992 |
|
RU2030862C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Поточная линия выборочной зачистки плоских изделий | 1989 |
|
SU1703249A1 |
| Устройство дл ориентированной укладки в тару кольцеобразных предметов | 1988 |
|
SU1555191A2 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| МАШИНА ДЛЯ СОРТИРОВКИ ЯИЦ | 1990 |
|
RU2030149C1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Укладчик-разгрузчик керамических изделий | 1988 |
|
SU1698068A1 |
| Устройство для пакетирования и обвязки предметов | 1982 |
|
SU1079548A1 |


Сущность изобретения: установка содержит нагревательную печь и загрузочное устройство, последнее выполнено в виде рамы, на которой смонтированы перекладчик изделий с захватом для слоя, перекладчик изделий с захватом для ряда и укладчик в штыревые поддоны с силовым цилиндром, при этом под перекладчиком изделий с захватом для слоя с одной стороны установлена тележка для тары, с другой - приемная площадка, причем над приемной площадкой со стороны, противоположной перекладчику изделий с захватом для слоя, смонтирован перекладчик изделий с захватом для ряда, установленный над подающим роликовым конвейером, а рабочая поверхность захвата укладчика в штыревые поддоны выполнена ниже рабочей поверхности подающего роликового конвейера, силовой цилиндр привода захвата укладчика расположен вертикально и снабжен регулируемыми ограничителями углового качания, с боковых сторон приемной площадки установлены регулируемые по высоте вертикальные стойки. 2 з. п. ф-лы, 5 ил.
