Изобретение относится к литейному производству и машиностроению и может быть использовано для зачистки плоских изделий.
Целью изобретения является повышение качества изделий и производительности линии за счет зачистки изделий с двух сторон на одном рабочем месте и обеспечения контроля качества изделий в потоке.
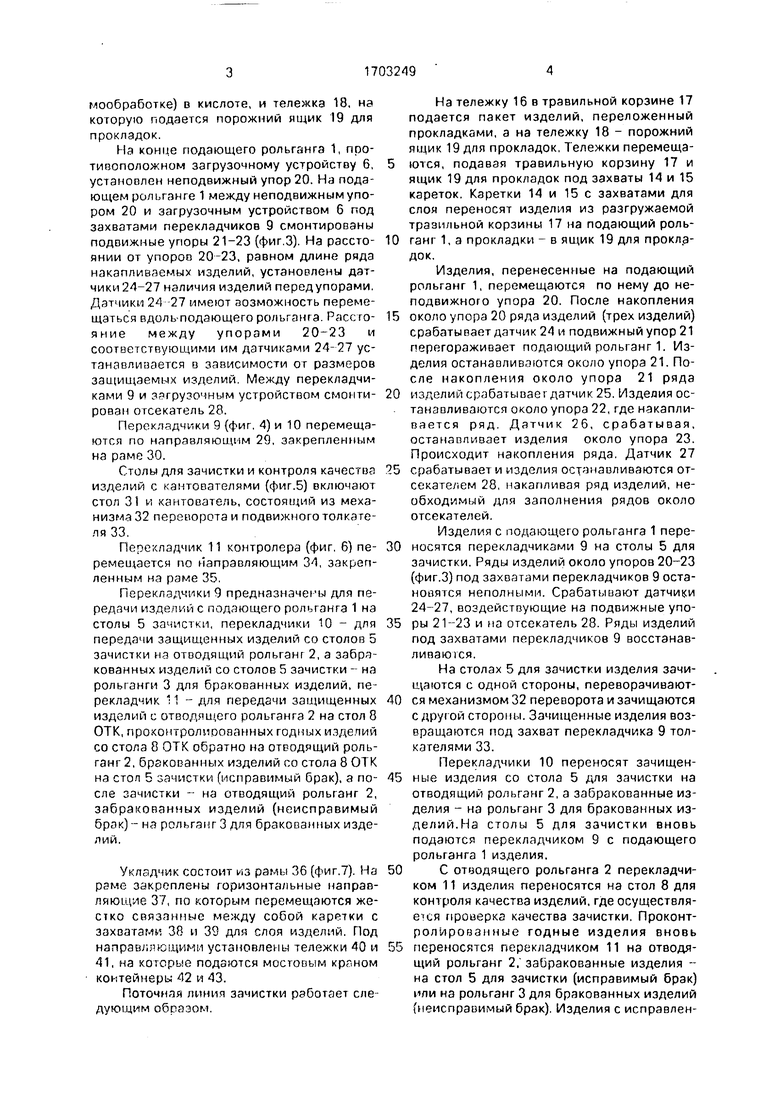
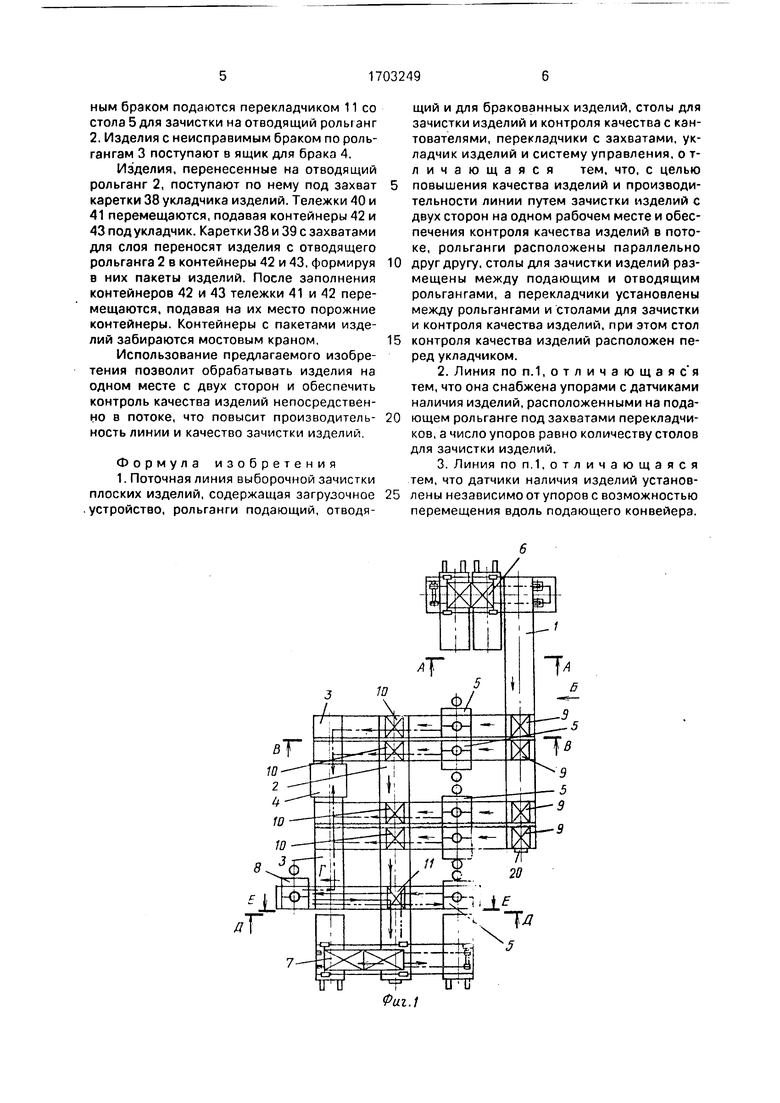
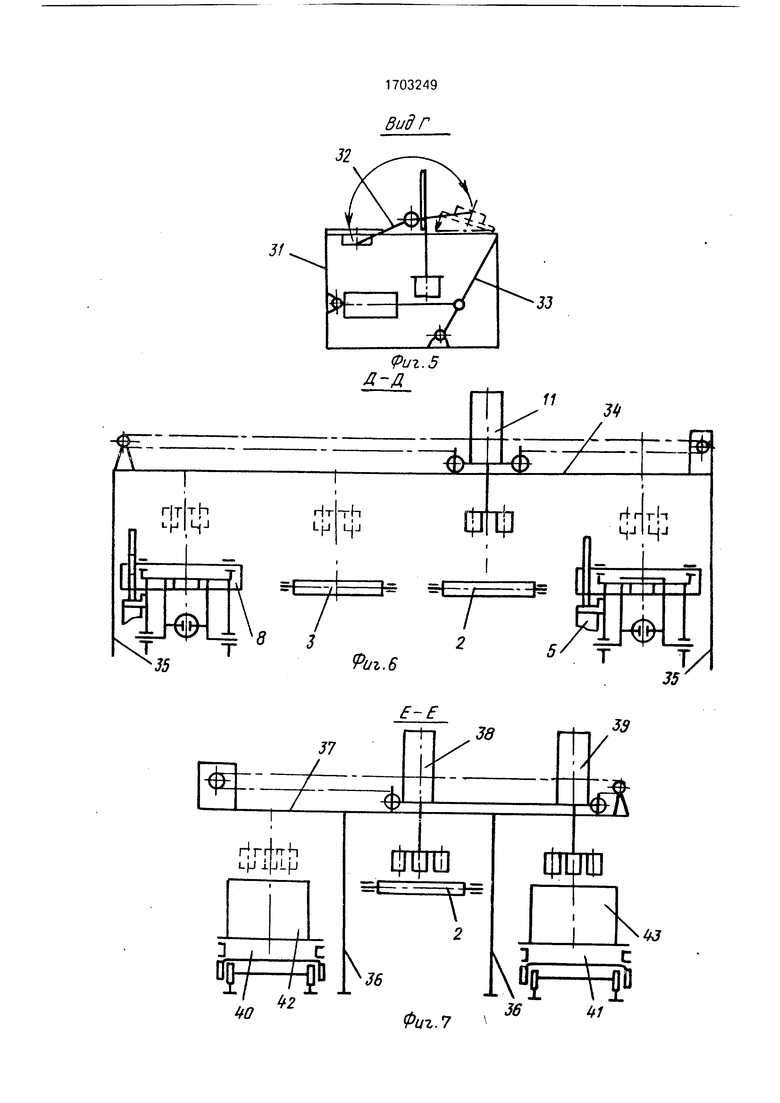
На фиг. 1 изображена линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 1.
Поточная линия содержит подающий 1 и отводящий 2 рольганги и рольганг 3 для бракованных изделий, установленные параллельно между собой. Рольганг 3 для бракованных изделий состоит из двух частей, между которыми установлен ящик 4 для бракованных изделий. Между подающим 1 и отводящим 2 рольгангами смонтированы
столы 5 для зачистки изделий с кантователя- ми. Над подающим рольгангом 1 смонтировано загрузочное устройство 6, а над отводящим 2 - укладчик 7. За рольгангом 3 для бракованных изделий перед укладчиком 7 установлен стол 8 контроля качества с кантователем. Между рольгангами и столами для зачистки и контроля качества изделий над ними установлены перекладчики 9-11.
Загрузочное устройство состоит из рамы 12 (фиг.2). На ней закреплены горизонтальные направляющие 13, по которым перемещаются жестко связанные между собой каретка 14 с захватом для стола изделий и каретка 15с захватом для прокладок. Под направляющими установлены тележка 16, на которую подается мостовым краном травильная корзина 17, заполненная плоскими изделиями, послойно переложенными прокладками, обеспечивающими зазор между слоями изделий при их травлении (удалении нагара и окалины, образующихся при тер-5
Ј
VJ
О
СА) N5
4 Ю
мообработке) в кислоте, и тележка 18, на которую подается порожний ящик 19 для прокладок.
На конце подающего рольганга 1, противоположном загрузочному устройству 6, установлен неподвижный упор 20. На подающем рольганге 1 между неподвижным упором 20 и загрузочным устройством 6 под захватами перекладчиков 9 смонтированы подвижные упоры 21-23 (фиг.З). На расстоянии от упороп 20-23, равном длине ряда накапливаемых изделий, установлены датчики 24-27 наличия изделий передупорами. Датчики 24-27 имеют возможность перемещаться вдоль-подающего рольганга. Рассто- яние между упорами 20-23 и соответствующими им датчиками 24-27 устанавливается в зависимости от размеров защищаемых изделий. Между перекладчиками 9 и загрузочным устройством смонтирован отсекатель 28.
Перекладчики 9 {фиг, 4) и 10 перемещаются по направляющим 29, закрепленным на раме 30.
Столы для зачистки и контроля качества изделий с кантователями (фиг.5) включают стол 3i и хантователь, состоящий из механизма 32 переворота и подвижного толкателя 33.
Перекладчик 11 контролера (фиг. 6) перемещается по направляющим 34, закрепленным на раме 35.
Перекладчики 9 предназначены для передачи изделий с подающего рольганга 1 на столы 5 зачистки, перекладчики 10 - для передачи защищенных изделий со столов 5 зачистки на отводящий рольганг 2, а забракованных изделий со столов 5 зачистки - на рольганги 3 для бракованных изделий, перекладчик 1 - для передачи защищенных изделий с отводящего рольганга 2 на стол 8 ОТК, проконтролированных годных изделий со стола 8 ОТК обратно на отводящий рольганг 2, бракованных изделий со стола 8 ОТК на стоп 5 зачистки (исправимый брак), а после зачистки - на отводящий рольганг 2, забракованных изделий (неисправимый брак)- нз рольганг 3 для бракованных изделий.
Укладчик состоит из рамы 36 (фиг.7). На рзме закреплены горизонтальные направляющие 37, по которым перемещаются жестко связанные между собой каретки с захватами 38 и 39 для слоя изделий. Под направляющими установлены тележки 40 и 41, на которые подаются мостовым краном контейнеры 42 и 43.
Поточная линия зачистки работает следующим образом.
На тележку 16 в травильной корзине 17 подается пакет изделий, переложенный прокладками, а на тележку 18 - порожний ящик 19 для прокладок, Тележки перемещаются, подавая травильную корзину 17 и ящик 19 для прокладок под захваты 14 и 15 кареток. Каретки 14 и 15 с захватами для слоя переносят изделия из разгружаемой травильной корзины 17 на подающий роль0 ганг 1, а прокладки - в ящик 19 для прокл.а- док.
Изделия, перенесенные на подающий рольганг 1, перемещаются по нему до неподвижного упора 20. После накопления
5 около упора 20 ряда изделий (трех изделий) срабатывает датчик 24 и подвижный упор 21 перегораживает подающий рольганг 1. Изделия останавливаются около упора 21. После накопления около упора 21 ряда
0 изделий срабатывает датчик 25. Изделия ос- танзвливаются около упора 22, где накапливается ряд. Датчик 26, срабатывая, останавливает изделия около упора 23. Происходит накопления ряда. Датчик 27
5 срабатывает и изделия останавливаются от- секателем 28, накапливая ряд изделий, необходимый для заполнения рядов около отсекателей.
Изделия с подающего рольганга 1 пере0 носятся перекладчиками 9 на столы 5 для зачистки. Ряды изделий около упоров 20-23 (фиг.З) под захватами перекладчиков 9 остановятся неполными. Срабатывают датчики 24-27, воздействующие на подвижные упо5 ры 21-23 и на отсекатель 28. Ряды изделий под захватами перекладчиков 9 восстанавливаются.
На столах 5 для зачистки изделия зачи- и аются с одной стороны, переворэчивают0 ся механизмом 32 переворота и зачищаются с другой стороны. Зачищенные изделия возвращаются под захват перекладчика 9 толкателями 33.
Перекладчики 10 переносят зачищен5 ные изделия со стола 5 для зачистки на отводящий рольганг 2, а забракованные изделия - на рольганг 3 для бракованных изделий.На столы 5 для зачистки вновь подаются перекладчиком 9 с подающего рольганга 1 изделия.
0 С отводящего рольганга 2 перекладчиком 11 изделия переносятся на стол 8 для контроля качества изделий, где осуществляемся проверка качества зачистки. Проконтролированные годные изделия вновь
5 переносятся перекладчиком 11 на отводящий рольганг 2. забракованные изделия - на стол 5 для зачистки (исправимый брак) или на рольганг 3 для бракованных изделий (неисправимый брак). Изделия с исправленным браком подаются перекладчиком 11 со стола 5 для зачистки на отводящий рольганг 2. Изделия с неисправимым браком по рольгангам 3 поступают в ящик для брака 4.
Изделия, перенесенные на отводящий рольганг 2, поступают по нему под захват каретки 38 укладчика изделий. Тележки 40 и 41 перемещаются, подавая контейнеры 42 и 43 под укладчик. Каретки 38 и 39 с захватами для слоя переносят изделия с отводящего рольганга 2 в контейнеры 42 и 43, формируя в них пакеты изделий. После заполнения контейнеров 42 и 43 тележки 41 и 42 перемещаются, подавая на их место порожние контейнеры. Контейнеры с пакетами изделий забираются мостовым краном.
Использование предлагаемого изобретения позволит обрабатывать изделия на одном месте с двух сторон и обеспечить контроль качества изделий непосредственно в потоке, что повысит производительность линии и качество зачистки изделий.
Формула изобретения 1. Поточная линия выборочной зачистки плоских изделий, содержащая загрузочное 25 .устройство, рольганги подающий, отводя0
5
0
5
щий и для бракованных изделий, столы для зачистки изделий и контроля качества с кан- тователями, перекладчики с захватами, укладчик изделий и систему управления, о т- личающаяся тем. что, с целью повышения качества изделий и производительности линии путем зачистки изделий с двух сторон на одном рабочем месте и обеспечения контроля качества изделий в потоке, рольганги расположены параллельно друг другу, столы для зачистки изделий размещены между подающим и отводящим рольгангами, а перекладчики установлены между рольгангами и столами для зачистки и контроля качества изделий, при этом стол контроля качества изделий расположен перед укладчиком.
2. Линия по п.1, отличающая с я тем, что она снабжена упорами с датчиками наличия изделий, расположенными на подающем рольганге под захватами перекладчиков, а число упоров равно количеству столов для зачистки изделий.
3. Линия по п.1,отличающаяся тем, что датчики наличия изделий установлены независимо от упоров с возможностью перемещения вдоль подающего конвейера.
3
05 Ю Ј Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ТУННЕЛЬНОЙ ПЕЧИ | 1989 |
|
RU2010869C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Укладчик-разгрузчик керамических изделий | 1988 |
|
SU1698068A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Роботизированный стационарный комплекс для ремонта насосно-компрессорных труб | 2024 |
|
RU2832986C1 |
| Устройство обнаружения дефектов на образующей поверхности цилиндрических изделий | 2016 |
|
RU2638179C1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1983 |
|
SU1097523A1 |
Изобретение относится к литейному производству и машиностроению и может быть использовано для зачистки плоских изделий. Цель изобретения - повышение качества изделий и производительности линии. Линия содержит рольганги: подающий, отводящий и для бракованных изделий, установленные параллельно друг другу. Между подающим и отводящим рольгангами расположены столы для зачистки изделий,.а стол контроля качества расположен перед укладчиком. Между рольгангами и столами установлены перекладчики. 2 з.п.ф-лы, 7 ил.
| Поточно-механизированная линия очистки и зачистки отливок | 1987 |
|
SU1489923A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Роспасиенко В.И | |||
| и др | |||
| Средства для зачистки проката | |||
| - М. | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
