Изобретение относится к производству покрышек пневматических шин радиальной конструкции (преимущественно металлокордных) и может быть использовано на сборочных участках шинных заводов.
Известно устройство для сборки покрышек пневматических шин, содержащее шиносборочный барабан, с каждой стороны которого расположены кольцевая надувная камера, механизм посадки крыльев и фигурный фланец, установленный с возможностью аксиального перемещения и регулирования раздува надувной камеры [1] .
Известно устройство для сборки покрышек пневматических шин, содержащее барабаны для сборки и формования покрышек, смонтированные по обоим его торцам механизмы для посадки бортовых крыльев, камеры для заворота слоев корда со средствами для подачи в них рабочего агента, установленные на горизонтально расположенных боковых основаниях, и фигурные фланцы для регулирования раздува камер с приводами их аксиального перемещения [2] .
Недостатком этих устройств является повышенная опасность при эксплуатации надувных заворотных камер (разрыв камер), которая увеличивается намного при использовании их на сборке крупногабаритных и сверхкрупногабаритных (СКГ) покрышек (наружный диаметр заворотной камеры в рабочем состоянии может достигать 3-3,5 м при сечении 1-1,4 м, а при давлении в сети 0,4-0,6 кгс/см2 развивать усилие 7-8 т).
Целью изобретения является обеспечение безопасных условий эксплуатации заворотных камер.
Цель достигается за счет того, что устройство снабжено дополнительными кольцевыми камерами со средствами для подачи в них рабочего агента, каждый фланец выполнен Э-образной формы с образованием двух концентричных кольцевых полостей, а дополнительная кольцевая камера установлена боковой поверхностью в наружной кольцевой полости фланца.
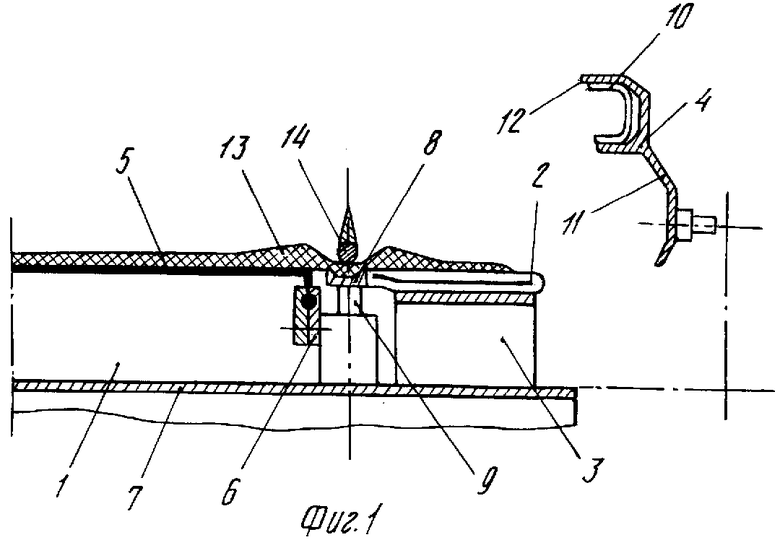
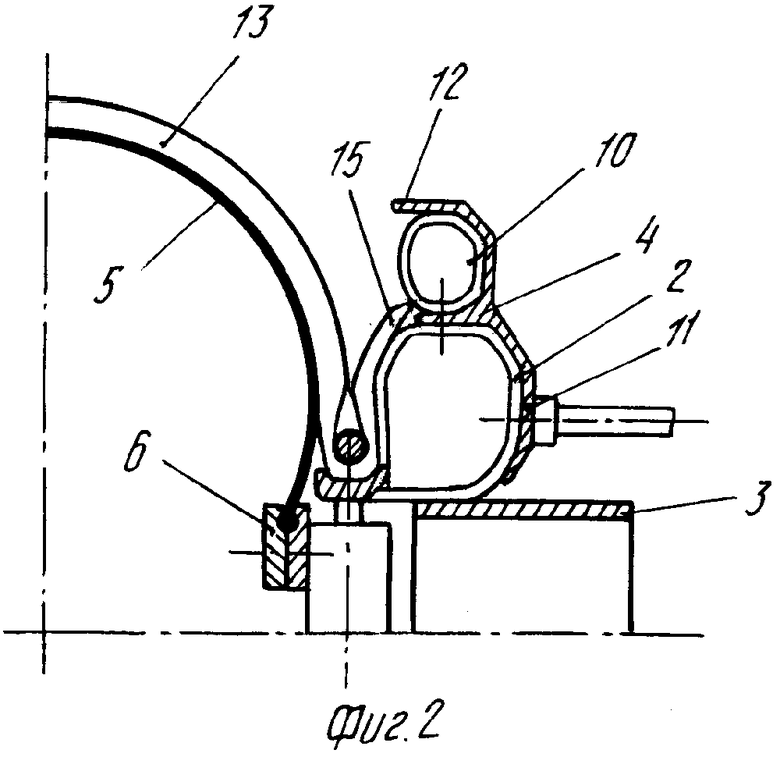
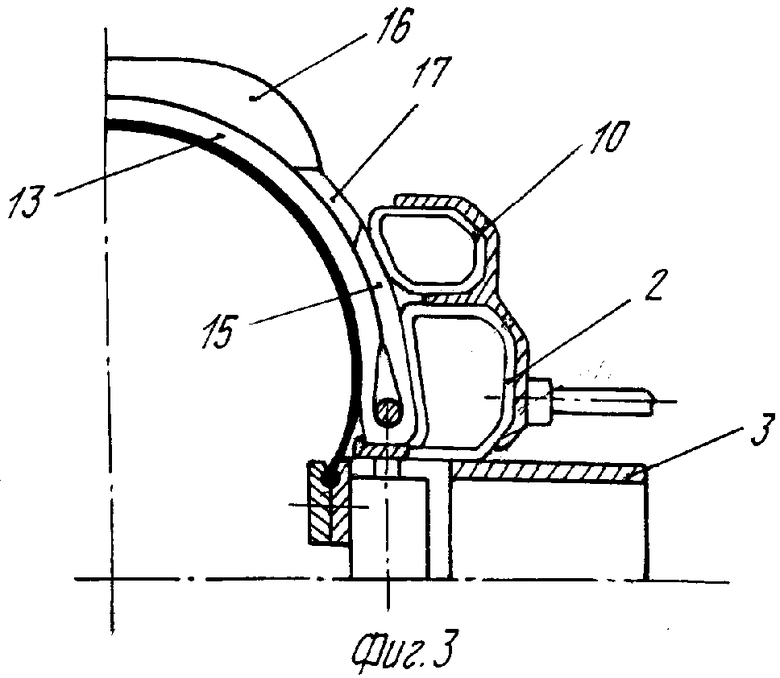
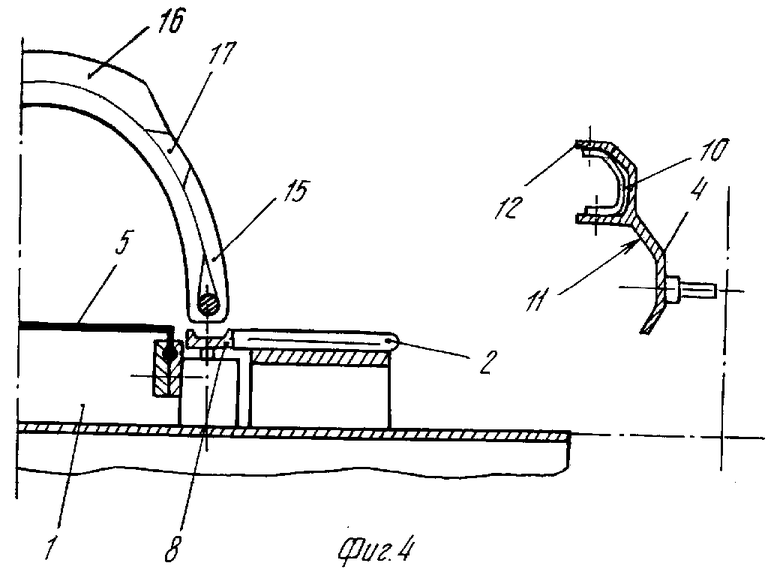
На фиг. 1-4 показано устройство в исходном и рабочем положениях.
Устройство для сборки покрышек пневматических шин содержит барабан 1 для сборки и формования покрышек, смонтированные по обоим его торцам механизмы для посадки бортовых крыльев, камеры для заворота слоев корда 2 со средствами для подачи в них рабочего агента, установленные на горизонтально расположенных боковых основаниях в виде дополнительных барабанов 3, и фигурные фланцы 4 для регулирования раздува камер с приводами их аксиального перемещения. Устройство содержит формующую диафрагму 5, закрепленную своими торцами на фланцах 6, которые установлены с возможностью аксиального перемещения вдоль приводного вала 7. . На приводном валу 7 установлены радиально раздвижные сектора 8 с приводом их раздвижения, выполненным, например, в виде гидроцилиндра со штоком 9. Гидроцилиндр связан с фланцем 6. Устройство содержит дополнительные кольцевые камеры 10 со средствами для подачи в них рабочего агента. Каждый фигурный фланец 4 выполнен Э-образной формы с образованием двух концентричных кольцевых полостей 11 и 12. Кольцевые камеры 10 установлены боковой поверхностью в наружной кольцевой полости 12 фланца 4.
Работа устройства осуществляется следующим образом.
На устройстве (фиг. 1) устанавливают собранный на станке первой стадии каркас 13 и с помощью механизма посадки устанавливают крылья 14, разжимают раздвижные сектора 8, которые фиксируют крылья 14 совместно с каркасом 13, при этом нерабочий край надувной камеры 2 зажимается между секторами 8 и крылом 14. Подают воздух в камеру 2, которая, раздуваясь, заворачивает края 15 каркаса 13 (фиг. 2). С началом подачи воздуха в камеру 2 перемещают к центру фигурный фланец 4, который своей внутренней полостью 11 захватывает надувную камеру 2, и совместным усилием заворачивают часть заворота 15 каркаса 13. Затем подают в формующую диафрагму 5 воздух с одновременным сближением фланцев 6 и формуют каркас до соединения его с завернутой частью края (фиг. 2). Затем подается воздух в камеру 10, стационарно размещенную в полости 12 фигурного фланца 4. При этом происходит окончательное заворачивание и соединение заворота 15 с каркасом 13. После окончания формования каркаса накладывают протектор 16 и боковины 17 (если необходимы) прикатывают. Вакуумируют диафрагму 5, камеры 2 и 10, сжимают сектора 8 и отводят фигурные фланцы 4. Цикл сборки окончен, покрышку снимают с устройства. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011533C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1989 |
|
SU1620327A2 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1558700A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Устройство для сборки покрышек пневматических шин | 1990 |
|
SU1763235A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
Использование: в производстве покрышек пневматических шин и может быть использовано на сборочных участках шинных заводов. Сущность изобретения: устройство для сборки покрышек пневматических шин содержит дополнительные кольцевые камеры со средствами для подачи в них рабочего агента. Каждый фланец выполнен Э-образной формы с образованием двух концентричных кольцевых полостей. Дополнительная кольцевая камера установлена боковой поверхностью в наружной кольцевой полости фланца. Э-образные фланцы регулируют раздув камер. 4 ил.
УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащее барабаны для сборки и формования покрышек, смонтированные по обеим его торцам механизмы для посадки бортовых крыльев, камеры для заворота слоев корда со средствами для подачи в них рабочего агента, установленные на горизонтально расположенных боковых основаниях, и фигурные фланцы для регулирования раздува камер с приводами их аксиального перемещения, отличающееся тем, что оно снабжено дополнительными кольцевыми камерами со средствами для подачи в них рабочего агента, каждый фланец выполнен Э-образной формы с образованием двух концентричных кольцевых полостей, а дополнительная кольцевая камера установлена боковой поверхностью в наружной кольцевой полости фланца.
