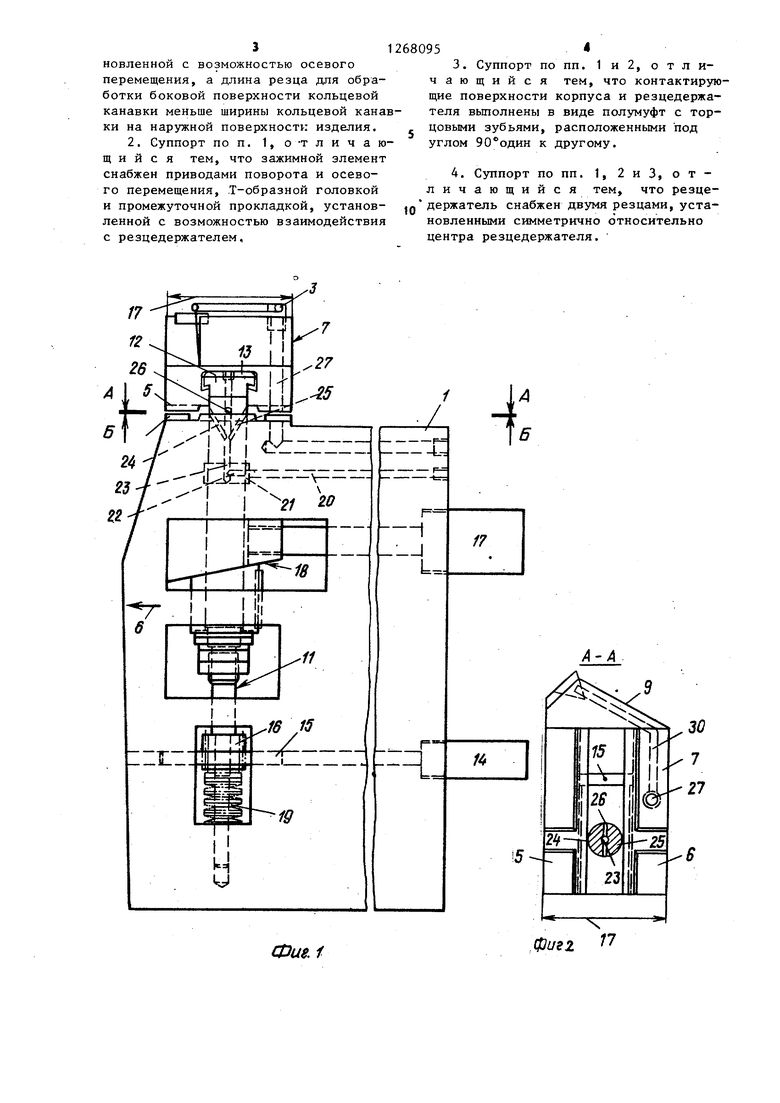
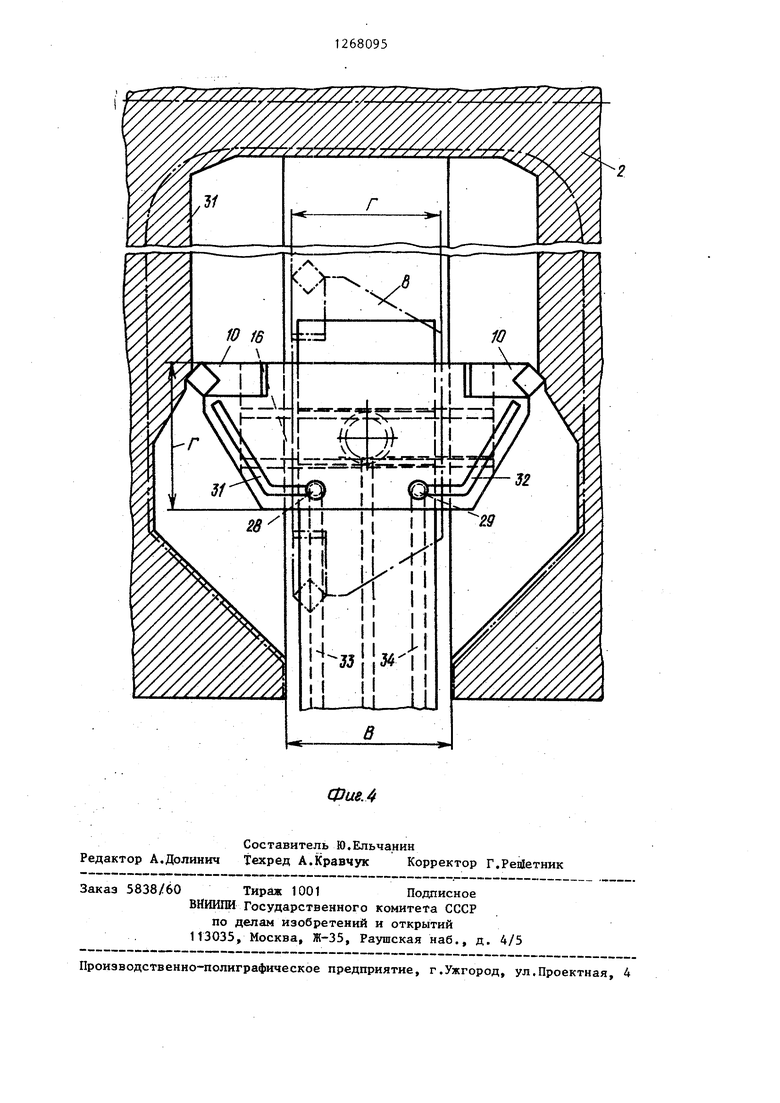
t3tf 1 -W- Mфиг.З J Изобретение относится к станкостроению. Целью изобретения является повьпп ние производительности обработки сложных контуров глубоких кольцевых канавок путем автоматизации установ ки и позиционирования инструменталь ных блоков. . На фиг. 1 показан суппорт токарного станка, вид спереди; на фиг.2 разрез А-А на фиг. 1,- на фиг. 3 разрез Б-Б на фиг . 1; на фиг. 4 - положение резцедержателя в полости об,рабатываемой канавки. Суппорт токарного станка для обработки глубоких кольцевых канаво содержит корпус 1, установленный на поперечных салазках суппорта станка (не показано); верхняя часть корпуса 1 выполнена по ширине меньше габарита В канавки обрабатываемой детали 2. Верхняя часть корпуса 1 выполнена в виде полумуфты с торцовыми зубьями 3 и 4, расположенными под углом 90°друг к другу и взаимодействующими с зубьями 5 и 6 сменны резцедержателей 7 и 8, оснащенных соответственно одним 9 или двумя ре цами 10 для одно- и двухсторонней обработки. Резцедержатели 7 и 8 кре пятся на корпусе с помощью зажимног злемента, вьшолненного в виде вертикально установленной штанги 11, кот рая в верхней части снабжена Т-обра ной головкой 12, входящей в соответ ствующие пазы сменных резцедержателей 7 и 8. Выбор зазора по высоте пазов резцедержателей 7 и 8 и Т-образной головки 12 осуществляется с помощью прокладок 13, Габарит Г по ширине резцедержателей 7 и 8 несколько меньше габарита В канавки обрабатываемой детали. Поворот штан ги 11 и резцедержателей 7 и 8 осуществляется приводом 14 через рейку 15 и шестерню 16, закрепленную на штанге 11. Подъем штанги 11 и резцедержателей 7 и 8 на размер, пр вышающую высоту зубьев 3, 4, 5 и 6 осуществляется с помощью привода 17 соединенного с клиновым механизмом I натяг которого обеспечивается пакетом 19 тарельчатых пружин, Очистка зубьев 3-6 производитс сжатым воздухом, поступающим через отверстия 20, расточку 21, отверстия 22 - 26 штанги 11, Смазочно- охлаждающая жидкость подается EI зон резания к резцам через отверстия 27 952 28 и 29 и трубопроводы 30, 31 и 32. В корпусе суппорта размещены трубопроводы 33 и 34 для подачи смазочно-охлаждающей жидкости. Предложенный суппорт работает следующим образом. Предварительно прорезают прямоугольную канавку шириной В на необходимую глубину. Разделка боковых сторон расширенной полости канавки осуществляется резцами 9 в левом и правом исполнениях, установленными в резцедержателе 7. Одновременная обработка боковых поверхностей pacширенной полости канавки производится двумя резцами 10 сменного резцедержателя 8. Установка резцедержателей 7 и 8 с резцами производится вне обрабатываемой детали 2. Посредством продольного и поперечного перемещений салазок суппорт с закрепленньми резцедержателями заводится внутрь канавки. Далее с помощью приводов 17 и 14 происходит расфиксация и поворот и повторная фиксация резцедержателей 7 и 8 в рабочем положении и обработка поверхностей расширенной полости канавки. После окончания обработки, используя упомянутые приводы, осуществляется поворот резцедержателя 7 или 8 в исходное положение и вывод суппорта из канавки. Предложенное устройство обеспечивает повьшхение производительности обработки путем автоматизации процесса фиксации и закрепления в нужном положении сменных резцедержателей при обработке труднодоступных поверхностей. Формула изобретения 1. Суппорт токарного станка для обработки глубоких кольцевых канавок, имеющих внутри обрабатываемого издеЛИЯ большую ширину, чем на наружной поверхности, содержащий установленный на поперечных салазках корпус, оснащенный по крайней мере одним резцом резцедержатель, при зтом габарит верхней части корпуса и резцедержателя меньше ширины канавки на наружной поверхности изделия, и зажимной элемент резцедержателя, о т л и ч а ющ и и с я тем, что, с целью повьш1ения производительности, зажимной элемент, установленный по центру резцедержателя перпендикулярно к направлению продольной подачи станка, выпол иен в виде поворотной штанги, уста3новленной с возможностью осевого перемещения, а длина резца для обработки боковой поверхности кольцевой канавки меньше ширины кольцевой кана ки на наружной поверхности изделия. 2. Суппорт по п. 1, о -т л и ч а ю щ и и с я тем, что зажимной элемент снабжен приводами поворота и осевого перемещения, .Т-образной головкой и промежуточной прокладкой, установленной с возможностью взаимодействия с резцедержателем. 95 3.Суппорт по пп. 1 и 2, отличающийся тем, что контактирующие поверхности корпуса и резцедержателя вьшолнены в виде полумуфт с торцовыми зубьями, расположенными под углом к другому. 4.Суппорт по пп. 1, 2 и 3, отличающийся тем, что резцедержатель снабжен двумя резцами, установленными симметрично относительно центра резцедержателя.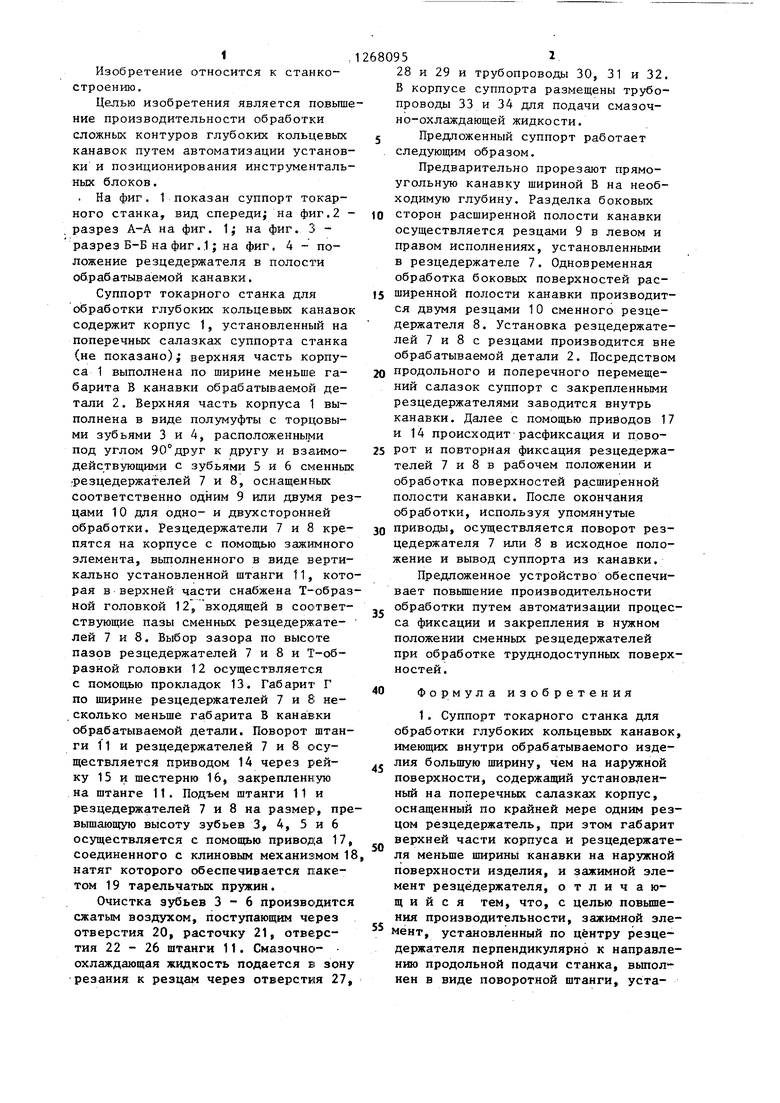
Изобретение относится к области станкостроения. Изобретение позволяет йовысить производительность обработки глубоких кольцевых канавок путем автоматизации, фиксации и закрепления сменных резцедержателей инструментов в труднодоступных мес-. тах обработки. Сменные резцедержатели крепятся на плоских зубьях 3 и 4 корпуса 1 суппорта. Подъем и поворот резцедержателей осуществляется с помощью соответствующих приводов 17 ft и 14. Предварительная установка цедержателей осуществляется вне деСО тали.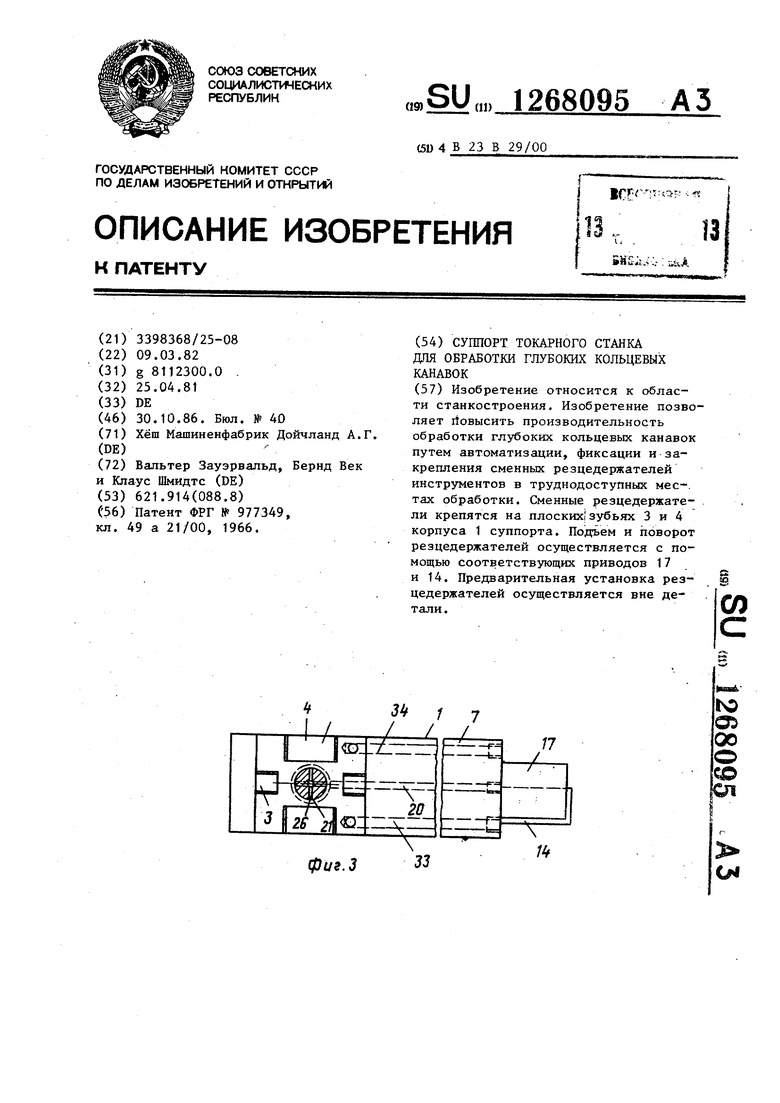
7
.27
5
W ДЛ
ie
Фие, i
A
/
(
6
F
F
-}
1
-J
L
A-A
t
iriD
f
| Привод подъемника | 1981 |
|
SU977349A2 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
