ВидА
Изобретение относится к конструкциям осевого металлорежущего инструмента, предназначенного для черновой расточки глубоких отверстий.
Известна расточная головка, содержа- 5 щая корпус с резцедержателем и направляющие шпонки, которые перемещаются в радиальном направлении посредством прорезной пружины и гайки, обеспечивая в процессе работы постоянный прижим к 10 обработанной поверхности.
Известна также расточная головка, в корпусе которой расположены резцовые вставки. Элементы базирования этой головки представляют собой систему упругих и 15 жестких направляющих, расположенных в продольных пазах корпуса. При базировании головки на обработанную поверхность отверстия без отклонения от круглости система направляющих работает как одно це- 20 лое, а при наличии отклонения от круглости надежное базирование головки осуществляется упругими направляющими.
Основными недостатками известной головки являются:25
наличие большого количества подвижных соединений, зазоры в которых снижают точность обработки;
неравномерность распределения усилия резания на противоположных режущих 30 элементах резцового блока обуславливает их неравномерный износ и гарантированную некруглость обработанного отверстия;
надежность базирования головки в некруглом отверстии с помощью упругих ог- 35 раниченно-подвижных направляющих обеспечивается за счет большого предварительного натяга, который приводит к возникновению на поверхности направляющих элементов значительных сил трения, повы- 40 шейному износу направляющих и потери эффективной мощности;
наличие большого количества подвиж- ных соединений, зазоры в которых снижают точность обработки;45
прорезная пружина, обеспечивающая постоянный натяг системы направляющих, имеет высокую жесткость и обеспечивает большое усилие прижатия жестких направляющих к обработанной поверхности (около 50 7000 Н), что приводит к возникновению явления наклепа. Повышенная таким образом твердость поверхностного слоя ухудшает условия работы инструмента на последующих чистовых операциях;55
незащищенность механизма базирования от попадания в него элементов сходящей стружки снижает надежность функционирования всего инструмента в целом.
Цель изобретения - повышение точности обработки за счет улучшения базирования.
Поставленная цель достигается тем, что в расточной головке для обработки глубоких отверстий, содержащей корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.
На фиг.1 схематично изображена расточная головка (показан один режущий элемент); на фиг.2 - вид А на фиг.1 (без крышки 11).
Расточная головка состоит из корпуса 1, в открытых продольных пазах которого закреплены три резцовые вставки 2, оснащенные сменными многогранными пластинами квадратной формы. Н-а открытой боковой поверхности резцовой вставки 2 выполнен паз, в котором размещена упругая направляющая, закрепленная двумя винтами 3. Упругая направляющая выполнена в виде планки 4, к которой припаяны три твердосплавные пластины 5. Планка опирается на три пластинчатые пружины 6, которые обеспечивают постоянный прижим направляющей к обработанной поверхности с суммарным усилием порядка 1500 Н при натяге на диаметр 0,1-0,15 мм. Резцовая вставка 2 опирается на пакет шлифованных прокладок 7, толщина которого определяет радиальное положение вставки 2. В осевом направлении вставка 2 регулируется с помощью торцового сухаря 8. На корпусе 1 выполнены три продольных закрытых паза, чередующиеся с пазами под резцовые вставки 2, в которых расположены жесткие неподвижные направляющие, выполненные в виде планки 9 с тремя припаянными твердосплавными пластинами 10. Для предотвращения попадания стружки между направляющими и обработанной поверхностью на переднем торце корпуса 1 закреплена крышка 11.
Сборку расточной головки выполняют в зависимости от выбранного метода обработки.
При осуществлении метода деления ширины среза резцовые вставки расположены в радиальном направлении таким образом, что каждая режущая сменная многогранная пластина (СМП) срезает определенную часть припуска, в зависимости от величины которого выбирается толщина пакета шлифоваль- ных прокладок, который устанавливается между боковой поверхностью резцовой вставки 2 и корпусом 1.
При осуществлении метода деления подачи резцовые вставки расположены на равном удалении от продольной оси расточ- ной головки, так как общая толщина среза за один оборот заготовки или инструмента (величина подачи на оборот) делится равномерно между каждой режущей СМП. Поэтому толщина пакета шлифованных прокладок 7 одинакова для всех резцовых вставок.
Расточная головка работает следующим образом.
В предварительно расточенное рез- цом заходное отверстие обрабатываемой детали вводят расточную головку, базирующуюся в заходном отверстии при помощи упругих направляющих.
В процессе резания в точках контакта твердосплавная пластина 5 расположена в упругих направляющих. С обработанной поверхностью возникают реакции от составляющих сил резания, приложенных к режущим лезвиям СМП, которые дополни- тельно фиксируют резцовые вставки 2.
В случае значительной некруглости отверстия в растачиваемой заготовке составляющие сил резания на каждом режущем лезвии будут разными, в результате чего возможно отклонение головки в разные стороны в поперечном направлении. При отклонении продольной оси головки от оси отверстия в любом поперечном направле
нии более 0,05 мм головка начинает базироваться теми двумя жесткими неподвижными направляющими, которые установлены на корпусе головки со Стороны направления отклонения. Кроме того, в случае аварийной поломки хотя бы одной из режущих СМП жесткие направляющие предотвращают катастрофический увод расточной головки от продольной оси, возможную поломку инструмента и разрушение обрабатываемой детали.
Таким образом, сохраняется надежное базирование инструмента на .протяжении всего процесса растачивания глубоких отверстий. Максимальный увод продольной оси с учетом износа режущих СМП не более 0,05 мм/1 м. Головка обладает высокой виброустойчивостью и производительностью порядка 5 м/ч.
Ф о р м у л а и з о б р е т е н и я
Расточная головка, содержащая корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, отличающаяся тем, что, с целью повышения точности обработки за счет улучшения базирования, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.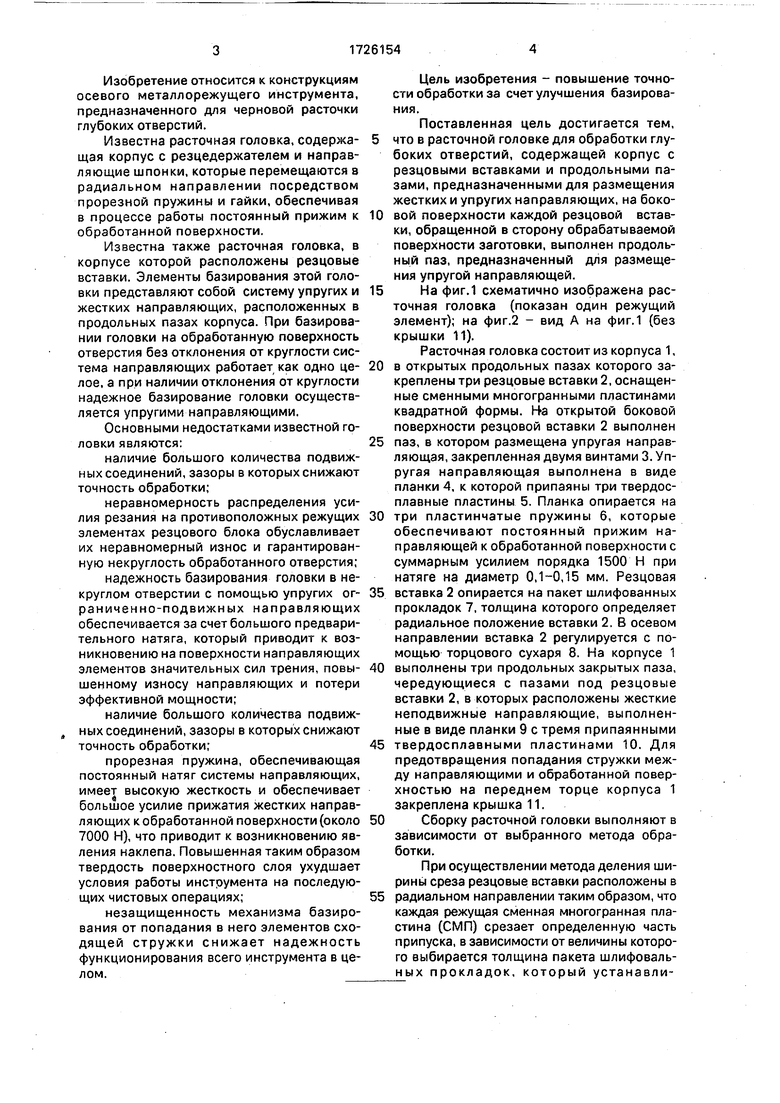
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Расточная головка | 1982 |
|
SU1103954A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2006 |
|
RU2314181C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Инструмент для обработки отверстий | 1986 |
|
SU1315155A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2438834C1 |

Использование: растачивание глубоких отверстий при черновом проходе. Сущность изобретения: расточная головка содержит корпус 1 с резцовыми вставками 2,на наружной поверхности которых выполнены продольные пазы для установки упругих направляющих 4. В процессе резания упругие направляющие 4 дополнительно фиксируют резцовые вставки 2. 2 ил.
| Расточная головка | 1985 |
|
SU1263433A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
