аля прихватки кромок 4 и 5 полосы. Полосе 1 перемешается посредством приводных 6 в 7.
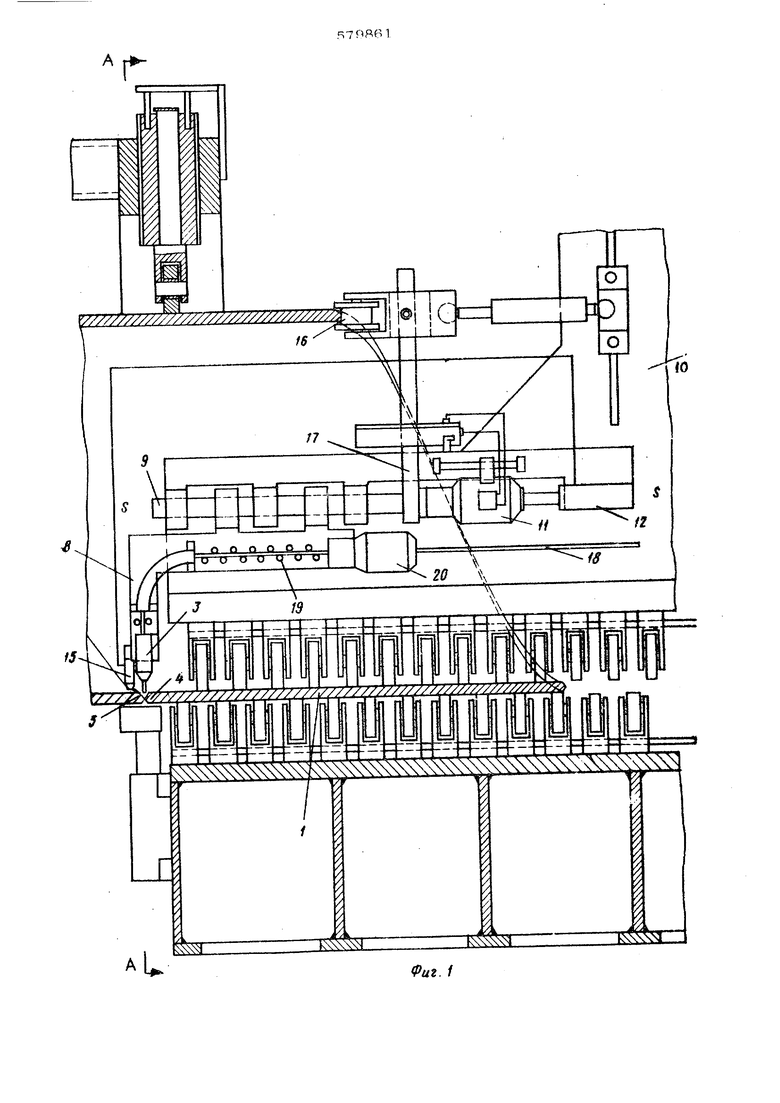
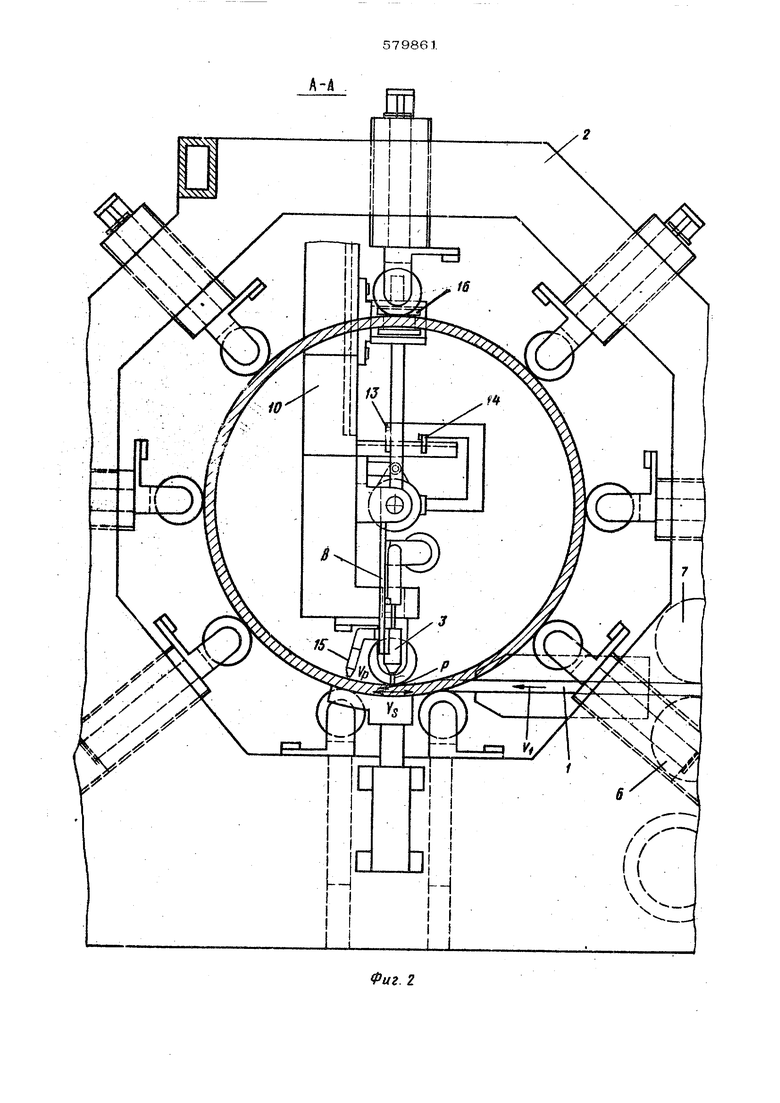
Электродуговая сварочная головка 3 закреплена на подвеске 8, которая в ограниченном диапаэо 9 поворачивается вокруг оси трубы и п( эмешается в направлении этой оси. Для базирования подвески 8 используется штанга 9, перемещаемая по внутреннему рычагу 1О.
Поворот подвески 8 со сварочной гоповкой 3 осуществляется двигателем 11, который установлен на одной осн со штангой 9. Перемещение подвески 8 со сварочной гоповкоЯ 3 вдоль оси осуществляется от специапь ного привода 12, связанного со штангой 9 н установленного на той же оси.
Для ограничения поворота подвески в служат регулируемые упоры 13 и 14, которые оснащены контактными выключателями, соединенными с двигателем 11. Упоры 13 и 14 обеспечивают, реверсирование направления вращения двигателя после каждого качательного движения подвески 8.
Для управления приводом 12 используется оптическая система 15, расположенная на подвеске 8 и направленная на винтовые кромки 4 и 5 полосы.
Управление алектродуговой сварочной головкой 3 может осуществляться также посрецством копировального ролика 16, эакреппенного на штанге 9 посредством рычат е, 17 и постоянно прижатого посредством к винтовым кромкам 5 и 4 полосы.
Сварочная провотка 18поавоаится через направляющие ролики 19 посредством подающего устройства 2О, связанного с подвеской 8.
прихватывания кромок 4 и 5 полосы на подвеске 8 может быть расположено две или несколько электродуговых сварочных гопоьок 3. Сварочные головки 3 могут быть рясположемл также со смещением на один виток винтового шва.
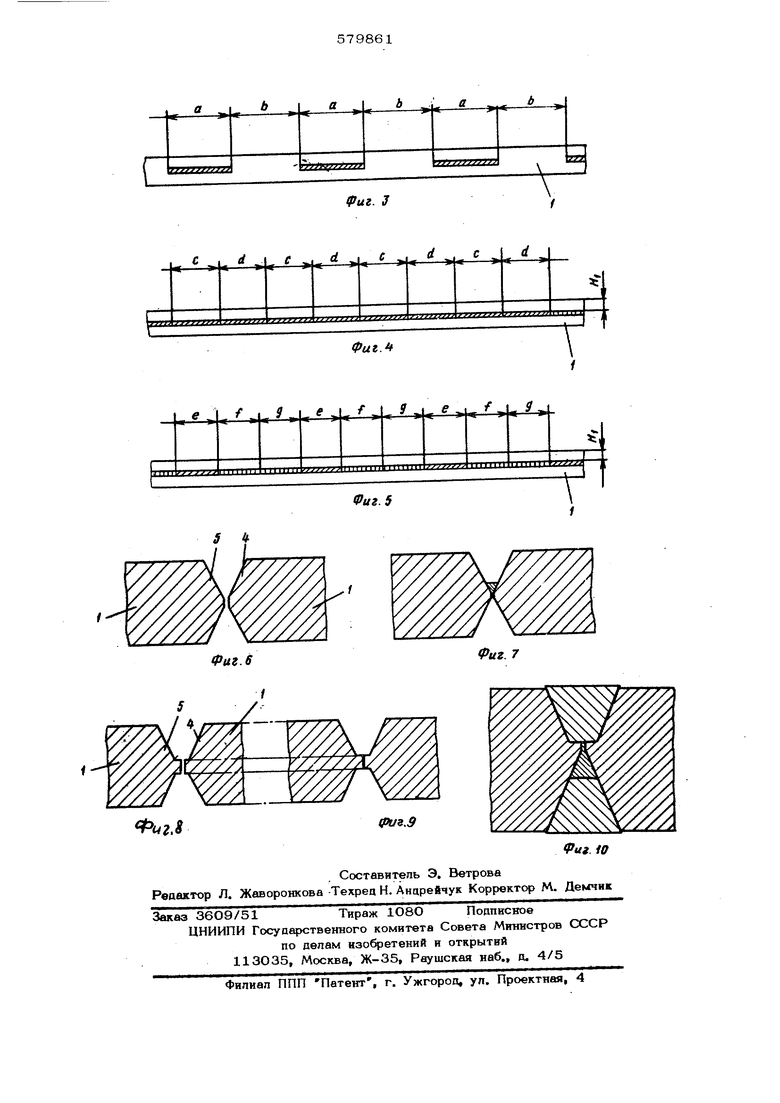
Приводные валки 6 и 7 перемещают полосу 1с высокой скоростью V. в формующем инсгтрументе 2, причем эта скорость
намного превышает скорость сварки V Во время формования полосы 1 в спиральношовную трубу эпектродуговая сварочная головка 3 прихватывает кромки 5 и 4 полосы прерывистым сварочным швом. При этом электродуговая сварочная головка 3 перемещается по винтовой линии, параллельной сформоваинь м кромкам 4 и 5, в направлении движения полосы 1 таким образом, что точка Р сварки может перемещаться со скоростью Ур . Скорость У„ обычно равна рАзности скорости V.поносы иаи кромки попсюы скорости сварки
V, . Когда сварочный щов достигает заэданной длины, то сварочная головка 3 возвращается в первоначальное положение. При этом конеа св очного влектрода перемещается назад на величину, соответствующую расстоянию между сварными швами. Скорость возврата электродуговой сварочной голсжки 3 не связана со скоростью сварки.
Таким образом, при высокой скорости возврата сварочной головки 3 невелико время и лишЪ незначительно снижается производительность сварки и повышается скорость производи стВа труб.
Формула изобретения
Устройство для автоматической сварки внутренних технологических цшов спиральношовных труб, содержащее щтангу с подвеской, на которой закреплена сварочная горепка, и механизм перемещения сварочной горепкн, отличающееся тем, что, с пелью повышения скорости производства труб, механизм перемещения сварочной горелки выполнен в виде копирного ролика, закрепленного на щтанге с возможностью взаимодействия с кромками сваренной трубы и установленных на одной оси со щтангой двигателей продольного и вращательного перемещения относительно этой оси.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 238О55, кл. В 23 к 317О6, 1966. RsSSNS l
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1971 |
|
SU492365A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Установка для изготовления спиральношовных труб | 1968 |
|
SU494860A3 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |