Изобретение относится к станкостроению и может быть использовано для создания станков, используемых при обработке деталей с глубокими кольцевыми канавками, ширина которых к центру детали превышает ширину на периферии.
Целью изобретения является повышение производительности путем автоматизации установки инструмента в заданное положение при разделке внутренних полостей канавок.
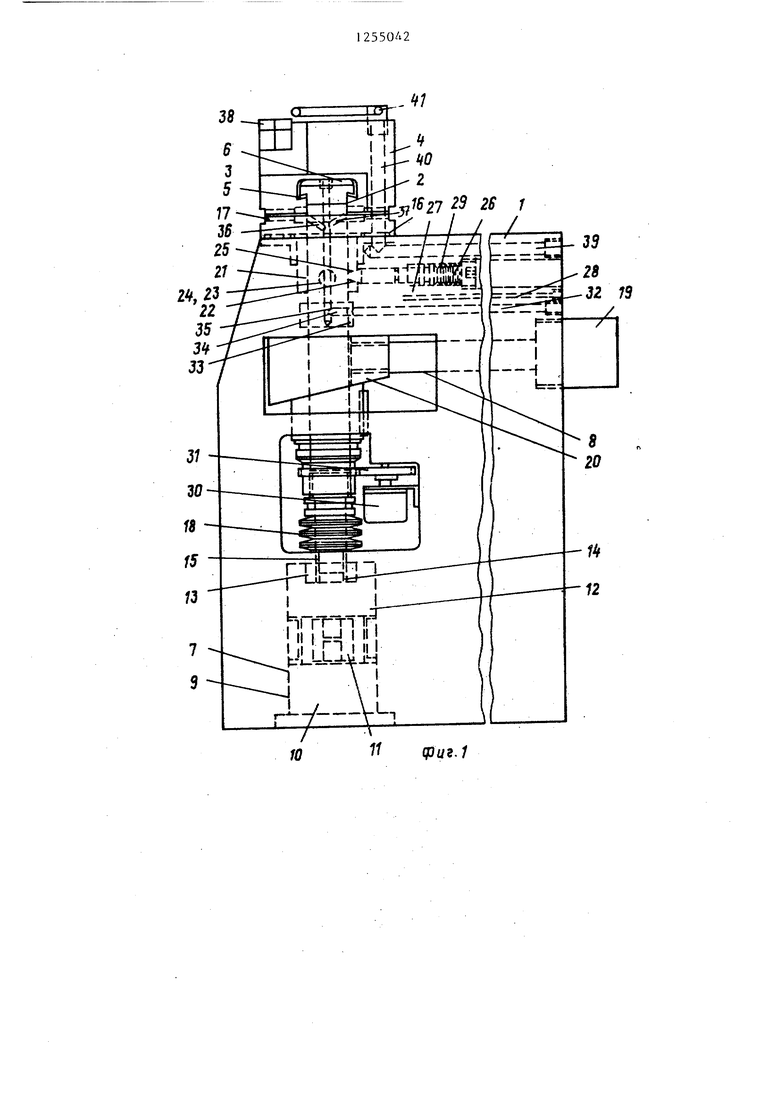
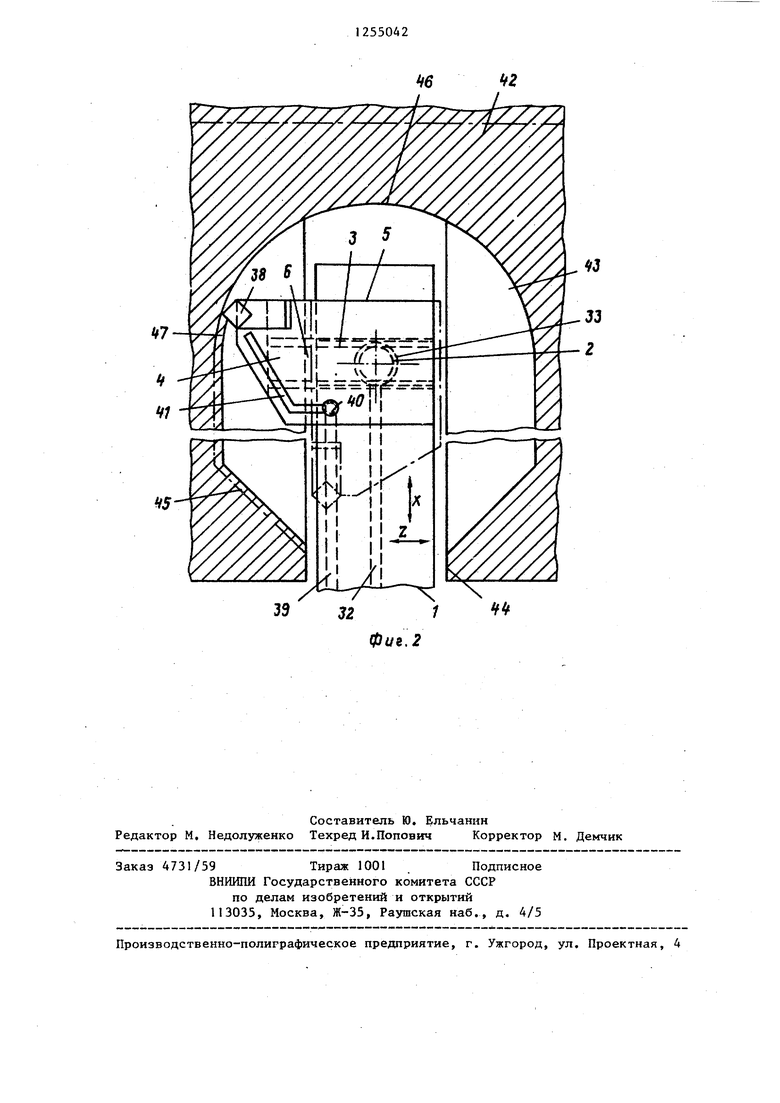
На фиг, 1 изображен суппорт, общий вид; на фиг. 2 - поворотный резцедержатель, вид сверху.
Суппорт содержит установленный на поперечных салазках токарного станка корпус 1, в котором размещена с возможностью поворота и осевого перемещения зажимная тяга 2 с Т-образной головкой 3, с которой взаимодействует поворотный резцедержатель 4, имеющий Т-образный паз 5. Головка 3 зажимной тяги имеет упор 6.
Зажимная тяга 2 имеет привод 7 поворота и привод 8 осевого перемещения (зажима резцедержателя 4).
Привод 7 поворота тяги 2, размещенный в расточке 9 корпуса 1, включает двигатель 10, соединенный глу- xoi муфтой 11 с планетарным редуктором 1 2.
На выходе планетарного редуктора 12 установлен полый пшицевой вал 13, который через внутренний венец 14 передает вращательное движение на зажимную тягу 2 через пшицевой участок 15. Двигатель 10 и планетарный редуктор 12 расположены коаксиально друг за другом. На корпусе 1 установлена с возможностью поворота полумуфта 16, имеющая плоские зубья 17, с которыми взаимодействуют такие же зубья полумуфт резцедержателя 4.
Зажим резцедержателя осуществляется при осевом перемещении тяги 2 от пакета пружин 18, а разжим - от привода 19, соединенного с клиновым механизмом 20. Полумуфта 16 фиксируется в трех угловых позициях поворота. Для этого во втулке 21 вьтолнены три отверстия 22-24, в которые входи фиксирующий палец 25 под действием тарельчатых пружин 26, Расфиксация полумуфты 16 производится при пода0
че масла через каналы 27 и 28 к сжатии пружин 26 в полости 29.
Угловое положение тяги 2 контролируется роторным датчиком 30, соеди- ненным через шестерню 31 с зубчатой нарезкой тяги 2. Датчик 30 соединен с электронным табло (не показано). Очистка зубьев 17 производится подачей сжатого воздуха через каналы 32- 37.
В поворотном резцедержателе 4 закреплен резец 38, к которому через каналы 39 и 40 и трубопровод 41 подается смазочно-охлаждающая жидкость. 5 в обрабатываемой детали 42 кольцевая канавка 43 делится на внешние 44, боковые 45, средние 46 и радиусные 47 области.
Предложенный суппорт работает следующим образом.
Прежде всего деталь 42 обрабатывается в зоне средних 46 и радиусных 47 областей. Затем ведется окончательная обработка внешних 44 и пред- 5 варительная боковых 45, средних 46 и радиусных 47 областей. Далее производится чистовая обработка указанных областей (участков) детали. При этом используются инструменты в левом и правом исполнении.
Обработка начинается с ввода в предварительно разделенную канавку поворотного резцедержателя 4 с резцом 38, расположенным по оси X. Далее, используя предпагаемое устройство, производят расфиксацию, поворот резцедержателя на ЭО и его пов- |Торную фиксацию и зажим, при этом резец 38 устанавливается в направлении 0 оси Z.
Обработка 31 «аиных областей производится при раздельной или одновременной подаче крестового суппорта станка по координатам X и Z левыми 4S или правыми резцами.
Обработка радиусной области 47 производится при отводе фиксирующего пальца 25 подачей масла под давлением в каналы 27 и 28, вращением 50 резцедержателя 4 с резцом 38 от привода 7.
Предлагаемое устройство позволяет сократить вспомогательное время настройки инструмента, повысить про- 55 извода1тельнЬсть обработки и улучшить условия обслуживания станка.
0
5
38
33
фиг. 1
V5
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт токарного станка для обработки глубоких кольцевых канавок | 1982 |
|
SU1268095A3 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| СПОСОБ ЗАЧИСТКИ ИЗНУТРИ ТРУБ С ПРОДОЛЬНЫМ СВАРНЫМ ШВОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012437C1 |
| Устройство для изготовления спиральношовных труб из металлической полосы | 1984 |
|
SU1281161A3 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Станок для обточки железнодорожных колесных пар под кузовом вагона для восстановления профиля бандажей колес | 1986 |
|
SU1471936A3 |
| Токарно-копировальный станок | 1974 |
|
SU640644A3 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Станок для обточки колесных пар | 1985 |
|
SU1346035A3 |