Изобретение относится к области изготовления деталей типа дисков, в частности конических зубчатых колес, пластическим деформированием и может быть использовано в машиностроении.
В настоящее время при изготовлении указанных деталей пластическим деформированием может происходить неполное формообразование в связи с недостаточным ограничением зоны растекания металла.
Заготовку устанавливают на приспособление, закрепляют, нагревают венец токами высокой частоты /ТВЧ/ и подводят к ней формообразующий инструмент. После чего осуществляется накатывание и обкатывание венца заготовки формообразующим инструментом. При этом металл заготовки должен заполнять рабочее пространство инструмента. Излишки металла должны уходить из-под инструмента, а заданный технологический объем оставаться и формировать деталь.
Однако наблюдается вытекание части заданного металла из рабочего пространства инструмента.
Это происходит потому, что не обеспечивается необходимое ограничение технологической зоны растекания металла.
Так, например, известен способ изготовления конических зубчатых колес, при котором в процессе горячего накатывания предусматривают лишь частичное ограничение зоны растекания металла /а.с. СССР N 1276409, кл. B 21 H 5/04, 1986 г./.
Наиболее близким аналогом предлагаемого способа является способ изготовления зубчатых колес, при котором осуществляют пластическое деформирование с ограничением деформации наружного диаметра заготовки с помощью кольцевого бурта зажимного приспособления /а.с. СССР N 203435, кл. B 21 H 5/04, 1967 г. /.
Однако при этом обеспечивают только ограничение деформации наружного диаметра заготовки, не предотвращая возможного растекания металла из-под накатного инструмента и не в течение всего времени формообразования. Во время процесса калибрования детали не предусматривается ограничение наружного диаметра, что снижает точность детали и качество формообразования.
Основная задача, на решение которой направлено предлагаемое изобретение, - проведение пластического деформирования с качественным формообразованием для обеспечения требуемой формы, размеров и точности детали.
Поставленная задача достигается тем, что в способе изготовления деталей типа дисков, в т.ч. конических зубчатых колес, включающем получение заготовки, например, литьем, ковкой или механической обработкой и ее последующее пластическое деформирование, согласно изобретению, пластическое деформирование ведут с обеспечением встречного подпора в зоне основание - венец, т.е. во время всего процесса пластического деформирования осуществляют управляемое формообразование детали, обеспечивая растекание металла в требуемом направлении.
Создают подпор путем дополнительного крепления заготовки или воздействием на нее дополнительным инструментом.
Для иллюстрации предлагаемого способа представлен чертеж.
Обозначение на чертеже:
1 - венец заготовки,
2 - формообразующий инструмент,
3 - планшайба,
4 - основание заготовки,
5 - реборда,
6 - внутренняя поверхность реборды,
7 - наружная поверхность реборды.
В качестве заготовки может быть использована поковка, отливка или механически обработанная заготовка типа диска из стали или чугуна.
Способ может быть осуществлен с использованием в качестве инструмента планшайбы 3 с кольцевой ребордой 5 /как на представленном чертеже/, либо другого известного устройства.
Для создания встречного подпора заготовку устанавливают на планшайбе 3 с обеспечением зазора Δ переменной величины между ребордой 5 и заготовкой.
Размеры реборды 3 и величина зазора Δ выбираются в зависимости от пластических свойств материала и габаритных размеров заготовки.
Пластическое деформирование осуществляют, например, методом горячего и холодного накатывания.
Металл венца 1 в процессе пластического деформирования перемещается в рабочее пространство формообразующего инструмента 2.
Металл основания 4 заготовки под воздействием нагрева и пластического деформирования венца 1 расширяется, доходит до внутренней поверхности 6 реборды 5, упирается в нее и происходит пластическое деформирование основания. При этом за счет выборки зазора Δ осуществляют дополнительное закрепление заготовки от смещения.
Металл основания 4 встречается с металлом, вытекающим из-под формообразующего инструмента 2, подпирает его и направляет обратно в рабочее пространство, осуществляя эффект встречного подпора.
В случае натекания металла венца 1 на наружную поверхность 7 реборды 5 она также выступает в качестве дополнительного инструмента, участвуя в формообразовании детали в зоне основание-венец.
Пример конкретного осуществления способа (горячим накатыванием).
Заготовку конического зубчатого колеса с круговыми зубьями с модулем 8,017 мм и наружным диаметром 320 мм получают литьем из чугуна, устанавливают опорной плоскостью основания 4 на планшайбу 3 с зазором Δ до реборды 5, нагревают ТВЧ и осуществляют пластическое деформирование формообразующим инструментом 2 с обеспечением дополнительного закрепления заготовки от сдвига и встречного подпора металла.
По окончании пластического деформирования при остывании заготовки зазор Δ восстанавливается в размере, достаточном для свободного снятия детали с планшайбы. Устанавливают очередную заготовку и цикл повторяют.
Способ обеспечивает улучшение заполнения формы венца, позволяет получить требуемые размеры детали в процессе накатывания, повысить ее точность в процессе обкатывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕС | 1991 |
|
RU2013177C1 |
| Способ формовки конических зубчатых колес | 1982 |
|
SU1276409A1 |
| ЧУГУН | 1996 |
|
RU2112073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ КОЛЕС | 1990 |
|
RU2072395C1 |
| Устройство для изготовления конических зубчатых колес | 1974 |
|
SU564066A1 |
| Инструмент для накатывания профилей зубьев зубчатых колес | 1984 |
|
SU1224073A1 |
| Способ штамповки конических шестерен | 1990 |
|
SU1731399A1 |
| Способ изготовления детали типа автомобильного колеса | 1991 |
|
SU1814579A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
Изобретение может быть применено в машиностроении для изготовления деталей типа дисков, в т.ч. конических зубчатых колес. Техническим результатом изобретения является обеспечение требуемой формы, размеров и точности детали. Способ включает получение заготовки из стали или чугуна, например литьем, ковкой или механической обработкой и ее последующее пластическое деформирование, в процессе которого за счет дополнительного закрепления детали в зоне основание - венец осуществляют встречный подпор для направления металла в зону формообразования. 1 ил.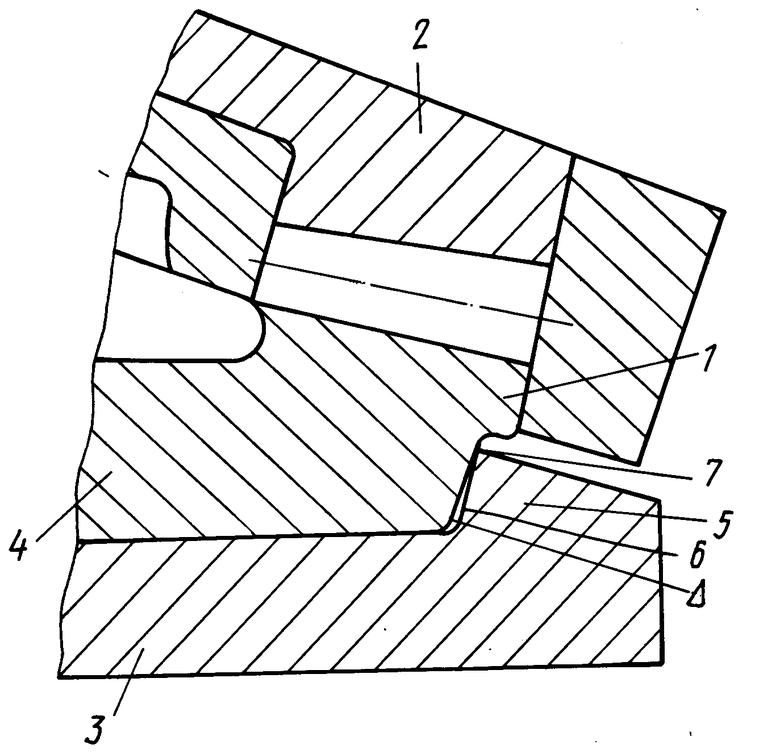
Способ изготовления деталей типа дисков, в том числе конических зубчатых колес, включающий получение заготовки, например, литьем, ковкой или механической обработкой и ее последующее пластическое деформирование с обеспечением встречного подпора, отличающийся тем, что встречный подпор обеспечивают в зоне основание - венец.
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ЗАГОТОВОК ПРИ ГОРЯЧЕМ НАКАТЫВАНИИ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU203435A1 |
| Способ формовки конических зубчатых колес | 1982 |
|
SU1276409A1 |
| СПОСОБ НАКАТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1965 |
|
SU225134A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| GB 1280720 A, 05.07.72 | |||
| US 3695078 A, 03.10.72 | |||
| ДВУХРОТОРНАЯ ДРОБИЛКА | 1998 |
|
RU2156660C2 |
