Изобретение относится к механической обработке металлов, а именно к устройствам для обработки цилиндрических поверхностей спинки и корыта лопаток газотурбинных двигателей (ГТД).
Цель изобретения - повышение точности обработки лопаток ГТД с цилиндрическими поверхностями.
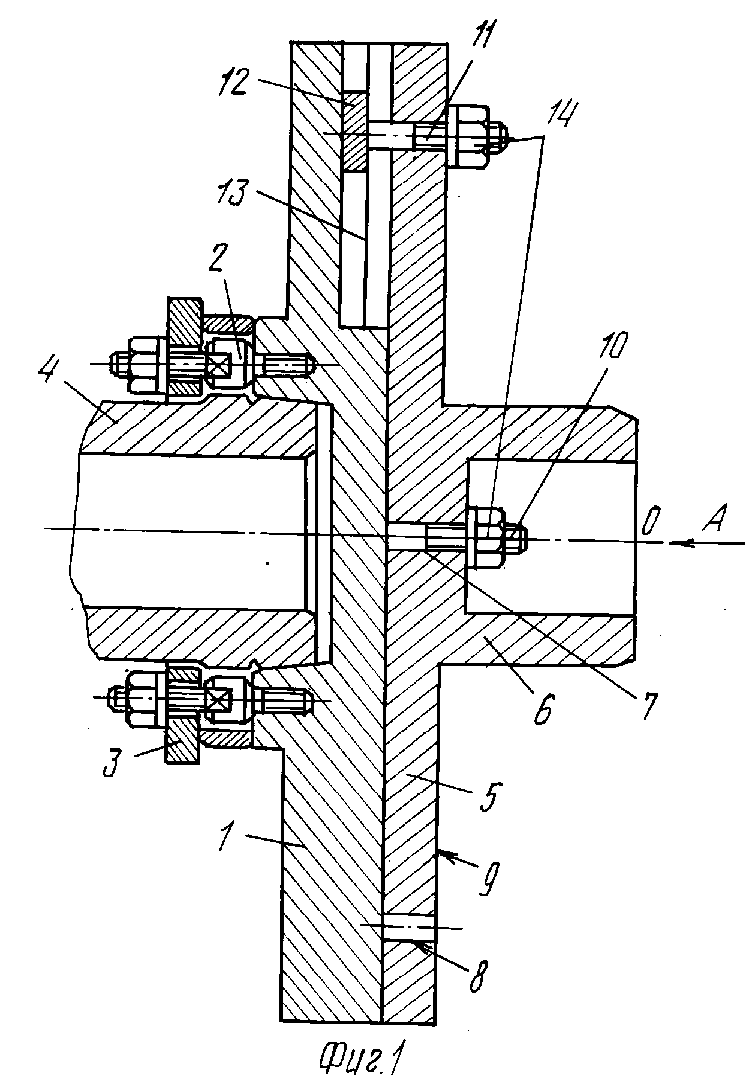
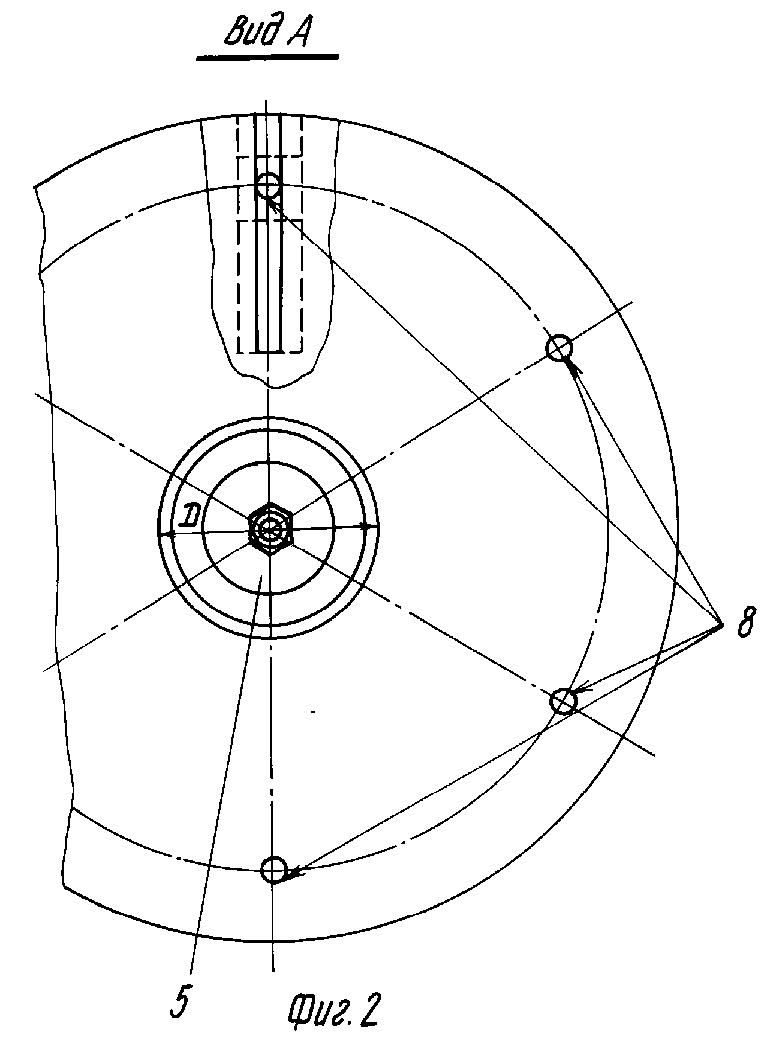
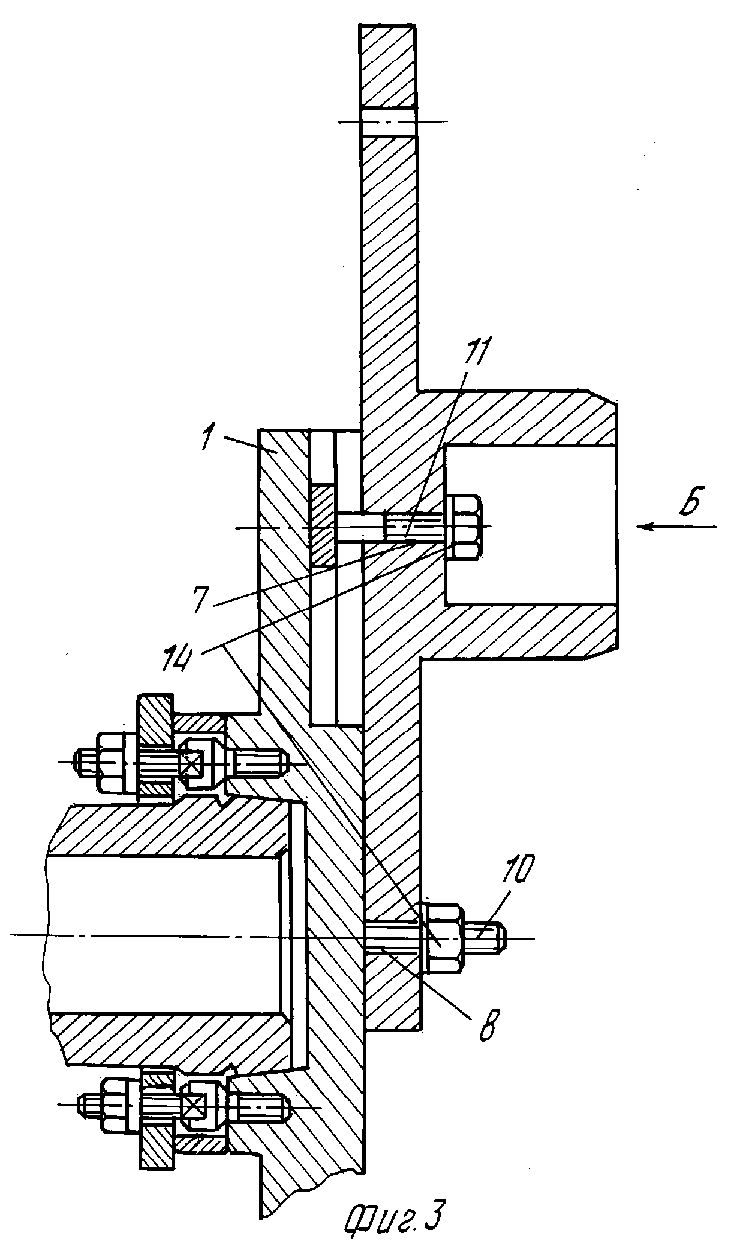
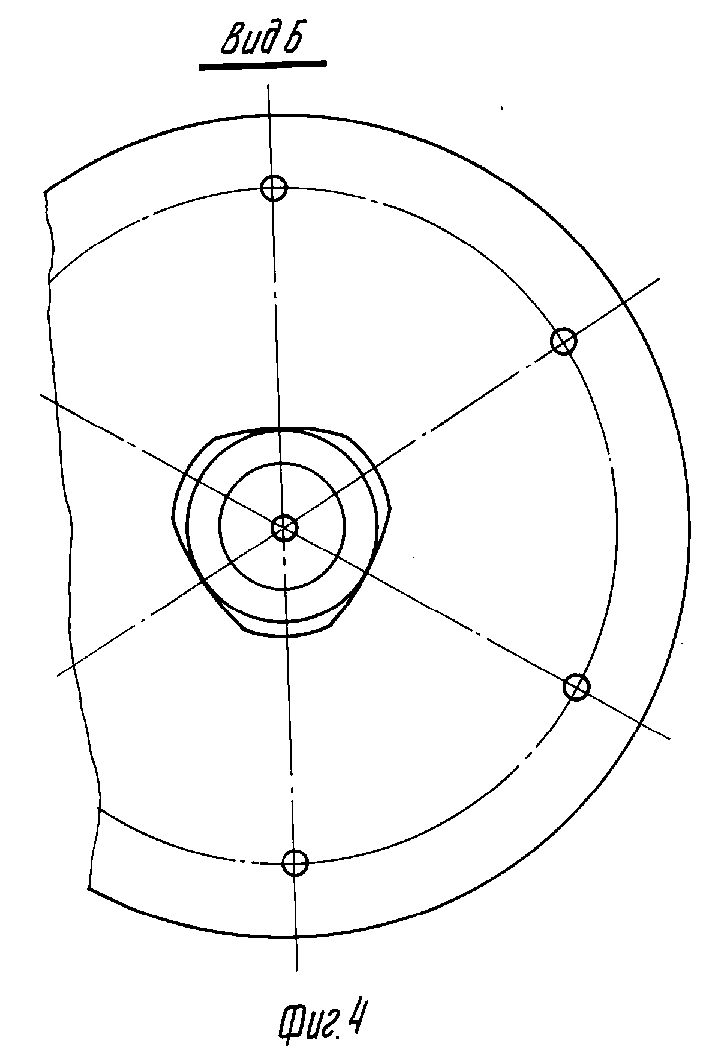
На фиг. 1 показано устройство в исходном положении, продольное сечение; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - продольное сечение устройства в положении для обработки дорновой поверхности оправки под корыто лопатки ГТД; на фиг. 4 - вид по стрелке Б с обработанной дорновой поверхностью; на фиг. 5 - продольное сечение устройства с трубной заготовкой в положении для обработки ее поверхности спинки лопатки ГТД; на фиг. 6 - вид по стрелке В на фиг. 5.
Устройство состоит из следующих основных деталей.
Промежуточный фланец 1 с помощью винтов-шпилек 2 и шайбы 3 закреплен на фланце 4 шпинделя (на чертеже не показан) станка. Оправка 5, имеющая в дорновой части 6 центральное отверстие 7 и ряд периферийных отверстий 8 на дисковой части 9, надета на крепежный элемент 10 фланца 1 и крепежный элемент 11 ползушки 12, причем последняя выполнена свободно перемещающейся по радиально направленному пазу 13. В этом положении оправка закреплена гайками 14.
Устройство работает следующим образом.
В исходном положении (фиг. 1) для обеспечения соосности оси оправки 5 и оси вращения 0-0 поверхность дорновой части 6 оправки 5 подвергают механической обработке до получения диаметра D согласно фиг. 2, равного
D= 2 . Rc-2Δ h, где Rc - радиус поверхности спинки, мм;
Δh - допуск на механообработку.
Оправку 5 снимают с крепежных элементов 10, 11 и смещают ее относительно промежуточного фланца 1 так, что центральное отверстие 7 совмещается с крепежным элементом 11, а одно из периферийных отверстий 8 - с крепежным элементом 10. Положение фиксируют гайками 14 (фиг. 3) и поверхность дорновой части 6 подвергают механообработке с целью получения цилиндрической поверхности радиуса Rk. Гайки 14 снимают и оправку 5 поворачивают вокруг крепежного элемента 10 так, что следующее из периферийных отверстий 8 совмещается с крепежным элементом 11. Поверхность дорновой части 6 вновь подвергают механообработке. Таким образом, попеременно совмещая все периферийные отверстия 8 с крепежным элементом 11 и производя механообработку, получают дорновую часть 6 оправки 5 заданного профиля и высокой точности (фиг. 4).
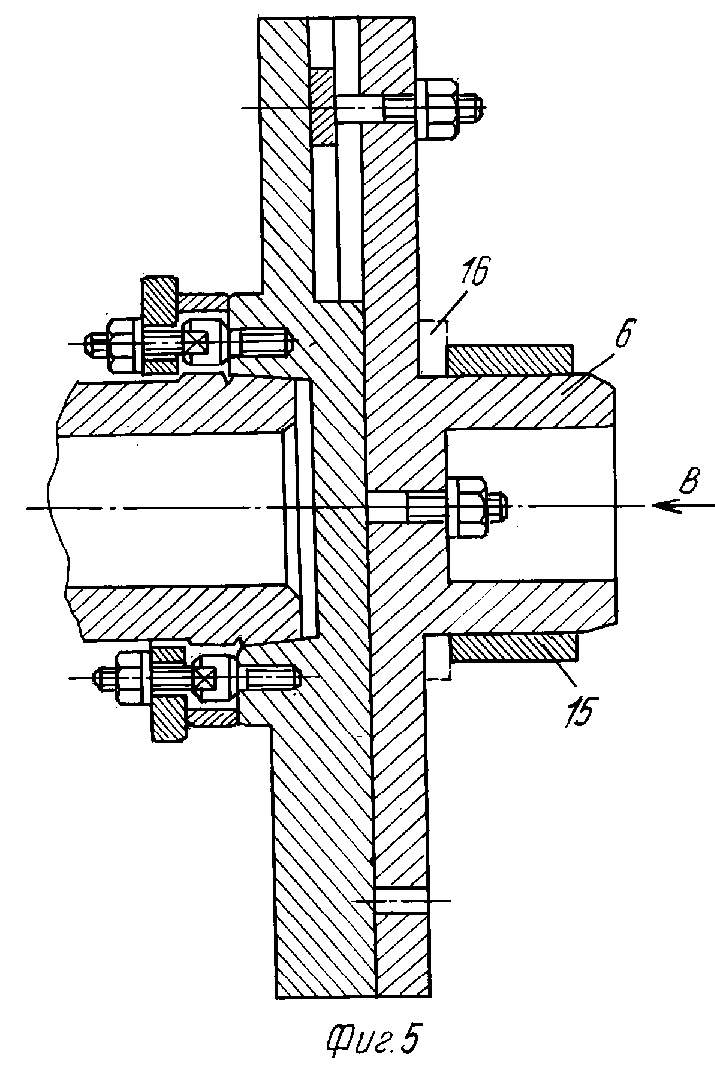
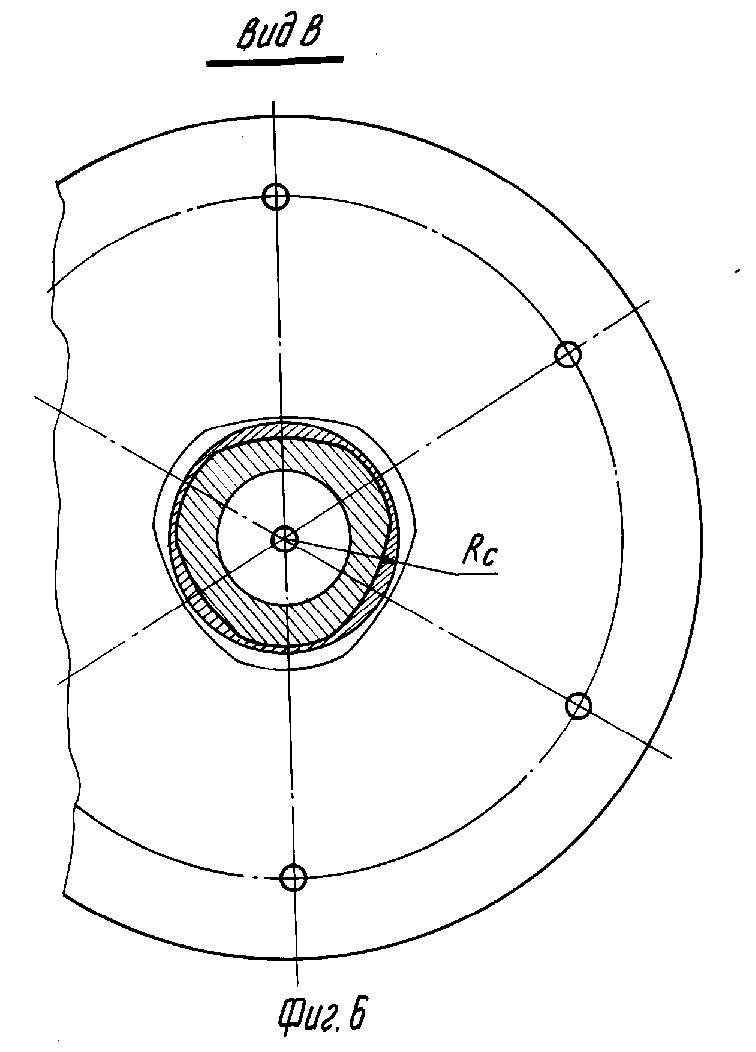
На дорновую часть 6 натягивают трубную заготовку 15 до контакта со съемным кольцом 16, и оправку 5 устанавливают в исходное положение (фиг. 5). Заготовку подвергают механообработке и получают цилиндрическую поверхность радиуса Rc (фиг. 6).
Таким образом предложенное устройство по сравнению с прототипом обеспечивает повышение точности обработки деталей, а также позволяет повысить производительность изготовления лопаток ГТД.
Использование: изобретение относится к металообработке и может быть использовано для изготовления лопаток газотурбинных двигателей (ГТД) с цилиндрическими поверхностями спинки и корыта. Сущность изобретения: устройство для механической обработки деталей, преимущественно лопаток ГТД с цилиндрическими поверхностями спинки и корыта, содержит размещенную на промежуточном фланце ступенчатую оправку в виде дорна с фланцем с отверстиями под крепежные элементы, соединяющие ее с промежуточным фланцем. Промежуточный фланец устройства выполнен с радиально направленным пазом, а один из крепежных элементов жестко укреплен в центре промежуточного фланца и установлен с возможностью взаимодействия с центральным отверстием оправки. Кроме того, оправка имеет периферийные равномерно расположенные в окружном направлении отверстия, удаленные от оси оправки на указанное в формуле расстояние. Рабочая поверхность дорна выполнена в виде чередующихся цилиндрических поверхностей с радиусами кривизны Rс и Rк. 1 з. п. ф-лы, 6 ил.
l = Rк + h - Rс,
где l - расстояние между центрами цилиндрических поверхностей дорна, мм;
Rк - радиус цилиндрической поверхности корыта лопатки, мм;
Rс - радиус цилиндрической поверхности спинки лопатки, мм;
h - наибольшая толщина профиля лопатки, мм.
