Изобретение относится к ленточному шлифованию сопряжений пересекающихся профильных поверхностей, преимущественно к одновременной обработке прикорневых участков пера лопаток ГТД.
Цель изобретения повышение производительности шлифования.
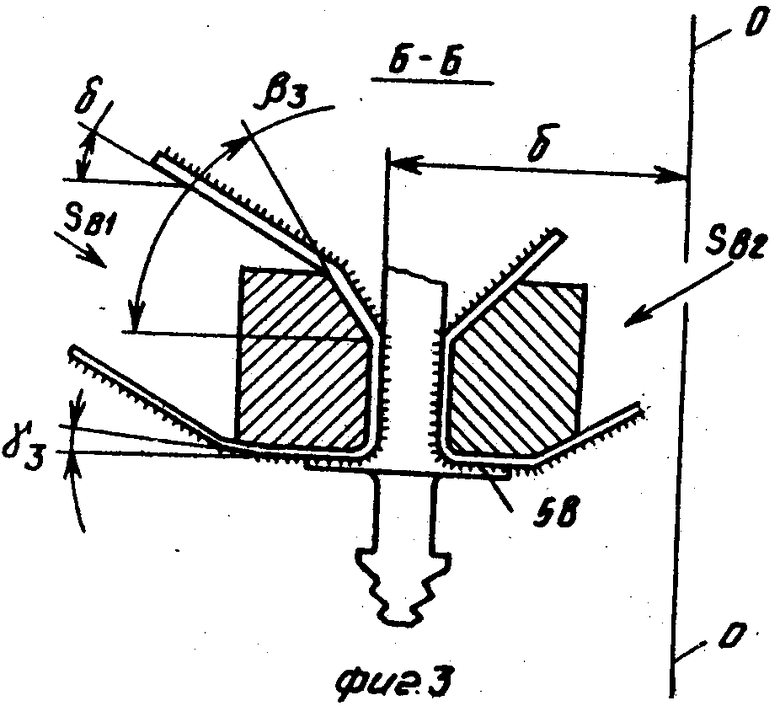
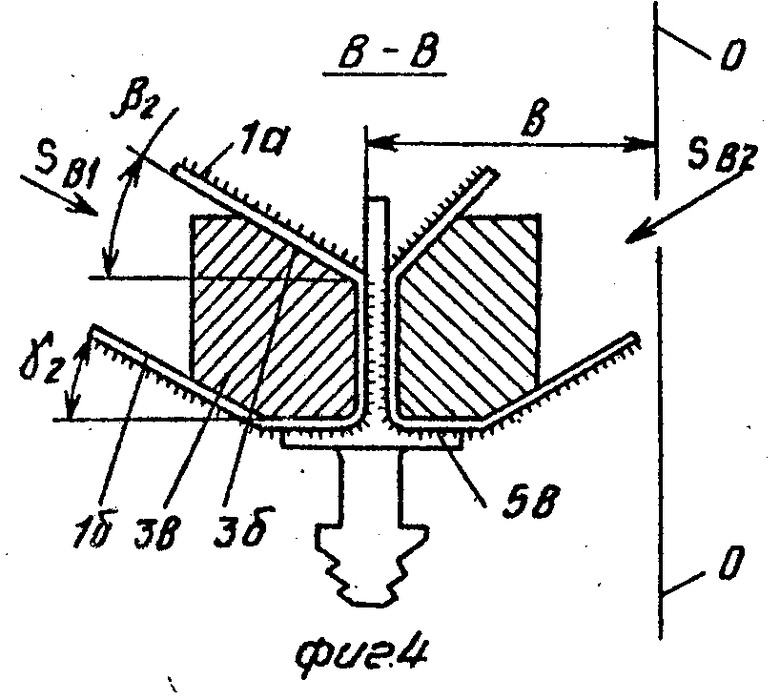
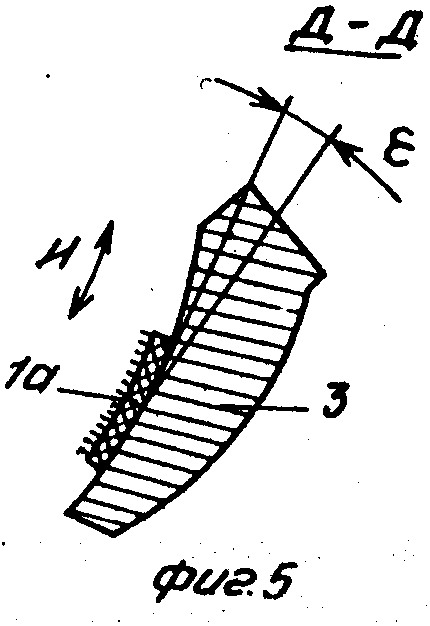
На фиг. 1 изображена схема одновременной обработки прикорневых участков со стороны спинки и корыта профиля пера; на фиг. 2,3, 4 и 5-cоответствующие сечения на фиг.1, где показана схема осуществления способа при осуществлении качательных перемещений в плоскости поперечного сечения пера, находящегося у полки.
В процессе шлифования прикорневых участков пера лопатки абразивные ленты 1 и 2 в плоскости их вращения изгибают соответственно между контактными поверхностями 3а и 4а копиров 3 и 4 спинкой 5а, корытом 5б лопатки 5. Окружные колебательные перемещения n относительно абразивных лент 1 и 2 сообщают в плоскости поперечного сечения пера.
При этом берут вторую абразивную ленту 1 и второй копир 3, которым поджимают эту ленту со стороны спинки 5а лопатки 5.
Второму копиру 3 совместно с первым 4 сообщают окружные качательные перемещения n, которые осуществляют относительно центра О аппроксимирующих окружностей Са и Сб профилей спинки 5а и корыта 5б в поперечном сечении, расположенном у полки лопатки 5.
Перед входом и выходом ведущую 1б и ведомую 1а ветви соответственно лент 1 и 2 изгибают в плоскости вращения и в направлении, перпендикулярном ей, на углы β, γ, ε пропорциональные углу отклонения α обрабатываемого профиля от траектории его перемещения.
Подачу на врезание при шлифовании прикорневых участков пера лопатки одновременно со стороны спинки 5а и корыта 5б производят соответственно в направлениях SВ1 и SВ2.
Направление ветвей 1а и 1б абразивной ленты 1 и соответственно абразивной ленты 2 при перемещении в процессе осуществления качательных перемещений n перед входом и выходов из контакта с нерабочих поверхностей 3б,3в, 4б и 4в не изменяют, т.е. δ=const.
Таким образом, в результате осуществления указанной совокупности целенаправленных действий обеспечивается возможность одновременной обработки прикорневых участков со стороны спинки и корыта профиля пера лопатки. При этом в процессе выполения качательных перемещений n копиров 3 и 4 и лопатки 5 относительно абразивных лент 1 и 2 создаются благоприятные условия для их взаимного перемещения, так как изменение расстояния (аb) реального профиля пера лопатки от оси качания О (см.фиг.2,3,4 и 5) компенсируется изменением угла контактирования ведомой 1а и ведущей 1б ветвей абразивной ленты по нерабочим поверхностям 3б,3в, 4б и 4в соответственно копиров 3 и 4, что способствует повышению производительности шлифования, стабилизации натяжения абразивной ленты как в целом, так и по ее ширине.
П р и м е р Производят одновременную обработку прикорневых участков со стороны спинки и корыта профиля пера турбинной лопатки. Обработка производится по схеме, представленной в материалах заявки (см. фиг.1-5).
Используются бесконечные абразивные ленты, имеющие длину 2500 мм, ширина 10-20 мм, абразивное зерно 24А40. Скорость шлифования 20-25 м/с. Частота качания 30 дв. кач/мин.
В процессе шлифования осуществляют действия в предложенном порядке и совокупности, в результате чего обеспечивается возможность одновременной обработки прикорневых участков со стороны спинки и корыта профиля пера лопатки, что исключает ручной труд, повышает стабильность геометрических размеров и качество поверхностного слоя обработанных поверхностей, а вместе с этим ресурс лопаток и всего изделия в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |

Использование: для ленточного шлифования сопряжений пересекающихся профильных поверхностей. Сущность изобретения: в процессе обработки прикорневых участков пера лопатки абразивные ленты 1 и 2 в плоскости их вращения изгибают соответственно между контактными поверхностями 3а и 4а копиров 3 и 4 и спинкой 5а, корытом 56 лопатки 5. Окружные колебательные перемещения n относительно абразивных лент 1 и 2 сообщают в плоскости поперечного сечения пера. При этом берут вторую абразивную ленту 1 и второй копир 3, которым поджимают эту ленту со стороны спинки 5а лопатки 5. Второму копиру 3 совместно с первым сообщают окружные качательные перемещения, которые осуществляют относительно общего центра О аппроксимирующих окружностей Ca, Сб профилей спинки 5а и корыта 5б в поперечном сечении, расположенном у полки лопатки 5. Перед входом и выходом ведущую 16 и ведомую 1а ветви ленты 1 изгибают в плоскости вращения и в направлении, перпендикулярном ей, на угол β,γ,ε, пропорциональный углу отклонения α обрабатываемого профиля от траектории его перемещения. 5 ил.
СПОСОБ ШЛИФОВАНИЯ ПРИКОРНЕВЫХ УЧАСТКОВ ПЕРА ЛОПАТКИ, при котором абразивную ленту в плоскости ее вращения изгибают между контактной поверхностью копира корыта лопатки, сообщают им окружные качательные перемещения относительно абразивной ленты в плоскости поперечного сечения пера, отличающийся тем, что, с целью повышения производительности шлифования, берут вторую абразивную ленту и второй копир, которым поджимают эту ленту со стороны спинки лопатки, второму копиру совместно с первым сообщают окружные качательные перемещения, при этом указанные перемещения осуществляют относительно общего центра аппроксимирующих окружностей профилей спинки и корыта в поперечном сечении, расположенном у полки лопатки, причем перед входом и выходом ведущую и ведомую ветви ленты изгибают в плоскости вращения и в направлении, перпендикулярном к ней, на угол, пропорциональный углу отклонения обрабатываемого профиля от траектории его перемещения.
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU299336A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
