Изобретение относится к способам обработки металлов давлением, в частности к обработке сверхпластичных листовых сплавов методом газокомпрессионной штамповки для получения деталей типа полутор и деталей с тороидальными участками, например полупатрубков.
Известен способ газокомпрессионной штамповки деталей замкнутых форм, который заключается в закреплении заготовки над полой матрицей ползуном пресса, прогреве заготовки до температуры появления эффекта сверхпластичности, штамповке детали газовым пуансоном в матрицу, обрезке припуска (Сверхпластическая формовка конструктивных сплавов/Под ред. Пейтона Н. и Гамильтона К. - М.: Металлургия, 1985, с.244).
Недостатком известного способа является значительное утонение участков деталей на внутренней поверхности полутора, приводящее к появлению разрывов материала.
Наиболее близким по технической сущности к предполагаемому процессу является способ получения полостных деталей, ограниченных поверхностями второго порядка, например сферическими, включающий закрепление листовой заготовки по периметpу матрицы, нагрев заготовки до температур появления явления сверхпластичности и газокомпрессионную штамповку в матрицу с "плавающим дном". Этот способ применяется для изготовления глубоких осесимметричных деталей и отличается присутствием в инструменте "плавающего дна", которое при штамповке синхронно перемещается с формообразуемым контуром. Зона заготовки, подверженная наибольшему утонению, на определенных этапах тормозится "плавающим дном", и деформация в этой зоне замедляется [1].
Недостатком этого прототипа является высокая стоимость, сложность и трудоемкость изготовления оснастки из-за применения штампов с подвижными элементами в условиях высоких температур.
Целью изобретения является снижение стоимости, сложности и трудоемкости изготовления штамповой оснастки за счет введения в монолитную матрицу дополнительного съемного элемента.
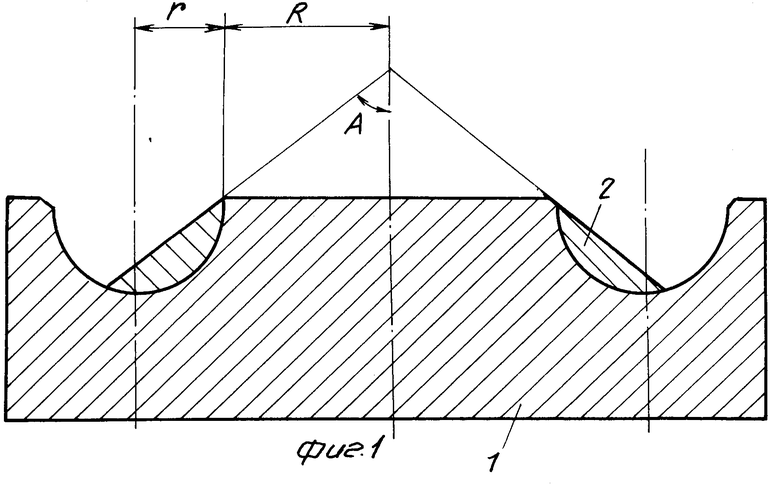
Указанная цель достигается путем двухпереходной штамповки в одном штампе, причем при первом переходе в матрице дополнительно устанавливается коническая вставка специальной геометрии (в виде усеченного конуса). Центральный угол вставки, определяемый из условия равенства конической поверхности первого перехода и требуемой тороидальной поверхности второго перехода, полностью определяется геометрическими характеристиками тороидальной детали и рассчитывается по соотношению:
sin(A)˙[R+r˙sin (A)] -А x
x[R+r˙[1-cos(A)]]=0, (1) где А - половина угла при вершине вставки;
R - радиус центральной части тора;
r - радиус периферийной части тора;
При центральном угле вставки меньше рассчитанного А во время штамповки второго перехода происходит потеря устойчивости материала и появление складок, при центральном угле вставки больше рассчитанного А происходит значительное утонение материала на внутренней поверхности тора (см.фиг.4).
На фиг. 1 изображена исходная матрица 1 и центральная вставка 2, как штамп первого перехода; на фиг. 2 - исходная матрица, как штамп второго перехода; на фиг. 3 - зависимость соотношения площадей конической SK и тороидальной ST поверхностей от центрального угла А при равенстве радиусов R=r; на фиг. 4 - слева показана деталь, изготовленная без центральной вставки, в центре - с углом вставки меньше А, справа - с углом А, рассчитываемым по соотношению (1).
Способ осуществляется следующим образом.
В исходную матрицу устанавливают центральную вставку с геометрией, определяемой соотношением (1) и размерами штампуемой детали, затем матрицу нагревают до температуры проявления сверхпластичности штампуемого материала для получения максимального удлинения. Ползуном пресса заготовку зажимают по периферии матрицы для герметизации рабочей полости установки. Зажатую заготовку в течение определенного времени прогревают для выравнивания температур заготовки и матрицы, затем газовым пуансоном штампуют первый переход, после чего раскрывают установку и извлекают полуфабрикат детали и центральную вставку.
После извлечения центральной вставки полуфабрикат детали вновь помещают в матрицу, выдерживают определенное время для прогрева и газовым пуансоном штампуют второй переход. После этого готовую деталь извлекают из матрицы и обрезают припуск.
Центральная вставка может быть изготовлена из проката на стандартном токарном оборудовании.
Способ может быть реализован для высокопрочных труднодеформируемых сверхпластичных материалов на установке типа УФС, которая обеспечивает требуемый нагрев и формообразование. Температуры формообразования составляют:
400-550оС для алюминиевых сплавов;
850-960оС для титановых сплавов;
960-980оС для нержавеющей стали.
Предлагаемый способ позволяет не менее чем в 1,5 раза уменьшить стоимость и трудоемкость изготовления оснастки и не менее чем на 30% уменьшить ее материалоемкость.



Использование: относится к способам обработки металлов давлением, в частности к обработке сверхпластичных листовых сплавов методом газокомпрессионной штамповки для получения деталей типа полутор и деталей с тороидальными участками, например полупатрубков. Сущность изобретения: способ заключается в штамповке в состоянии сверхпластичности в два перехода, причем первый переход осуществляется с использованием пустотелой вставки в виде усеченного конуса. Центральный угол вставки определяется по расчетной зависимости. 4 ил.
СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК, заключающийся в помещении заготовки в штамп, нагреве до температуры проявления сверхпластичности и штамповке, отличающийся тем, что, с целью снижения стоимости, сложности и трудоемкости изготовления штамповой оснастки для получения деталей тороидальной формы, штамповку осуществляют в два перехода, причем перед первым переходом в матрицу дополнительно устанавливают пустотелую вставку в виде усеченного конуса с центральным углом вставки, определяемым из соотношения
sin(A)·[R+r·sin(A)]-A·{R+r·[1-cos(A)]} = 0,
где A - половина угла при вершине центральной вставки;
R - радиус центральной части тора;
r - радиус периферийной части тора,
после чего осуществляют нагрев, а перед вторым переходом вставку удаляют.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология листовой штамповки деталей из титановых сплавов | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
